纖維增強莫來石輕質耐火材料的制備*
2011-11-20 02:48:22陳皇忠
陶瓷 2011年9期
關鍵詞:影響
陳皇忠
(廣東熱金寶特種耐火材料實業有限公司 廣東 揭東 515500)
纖維增強莫來石輕質耐火材料的制備*
陳皇忠
(廣東熱金寶特種耐火材料實業有限公司 廣東 揭東 515500)
采用硅酸鋁纖維并利用傳統的工藝制備了纖維增強莫來石輕質磚。研究了纖維的種類、加入量對其性能的影響,并進行了顯微結構的初探。結果表明,纖維引入襯火基質中能顯著地提高材料的強度,且隨著纖維加入量的增加試樣強度大幅度增加。
陶瓷纖維 莫來石輕質磚 纖維增強
前言
目前輕質隔熱耐火材料向更耐高溫、抗熱震穩定性良好的方向發展,提高高溫輕質隔熱材料的抗熱震穩定性和力學性能是研究的主要課題[1~2]。纖維增強復合耐火材料是利用纖維的高強度、高模量以及復合材料的斷裂機制來提高材料的性能,以開發更為優越的功能耐火材料[3~4]。本研究在制品中摻入少量的耐火纖維,使之能均勻地分散到材料中,以提高輕質耐火材料的強度及抗熱震穩定性能。
1 實驗過程
試驗以工業氧化鋁(氧化鋁含量為99.3%),石英砂(氧化硅含量為99.35%)為主要原料,蘇州粘土(氧化鋁含量為37.62%)為結合劑和十二烷基苯磺酸鈉(SDBS)為發泡劑,外加劑有減水劑(三聚磷酸鈉)和穩泡劑(糊精)。
纖維分散法分為濕法分散和干法分散2種。
濕法分散:將硅酸鋁纖維棉加入適量的水及分散劑,采用電磁攪拌器攪拌15min后,將其與原料在球磨機中共同濕磨,濕磨時間為1h。將制好的泥漿在25mm×25mm×125mm的模具中澆注成形。
干法分散:將耐火原料和耐火纖維混合研磨,控制適當的研磨時間。在含纖維的混合料中加入結合劑,機械攪拌至均勻,然后將泥料進行擠壓成形。
成形并干燥后的試樣在電爐中燒成,燒成制度為:以4℃/min的升溫速度從室溫升到1 400℃,保溫3h后隨爐冷卻。按國家相關標準測定燒后制品的容重,顯氣孔率,耐壓強度和抗折強度。
2 結果與分析
2.1 發泡劑加入量對制品性能的影響
十二烷基苯磺酸鈉(SDBS)加入量分別為原料總質量的0.2%,0.5%,1.0%,1.5%,2.0%。研究發現,加入適量的SDBS發泡劑,制備輕質耐火制品過程中發泡效果好,氣泡多且均勻。而加入過量的SDBS發泡劑時,料漿在攪拌中會產生過量的泡沫,料漿內部的氣泡破裂,氣體大量排出,產生的氣泡大而不均勻。SDBS加入量對制品的容重、顯氣孔率和耐壓強度的影響如圖1和圖2所示。隨著SDBS發泡劑加入量的增加,試樣的容重呈下降趨勢,SDBS發泡劑加入量超過1%時,試樣容重略有上升,試樣的耐壓強度隨著發泡劑加入量的增加而降低,即隨容重的降低,制品的耐壓強度下降。但在制品的容重為0.65g/cm3時,其耐壓強度仍大于3MPa。
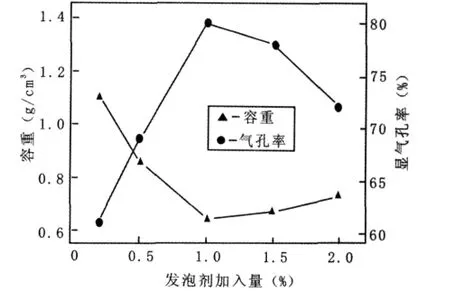
圖1 發泡劑的加入量對制品的容重、顯氣孔率的影響Fig.1 The effect of SDBS content on bulk density and apparent porosity of samples
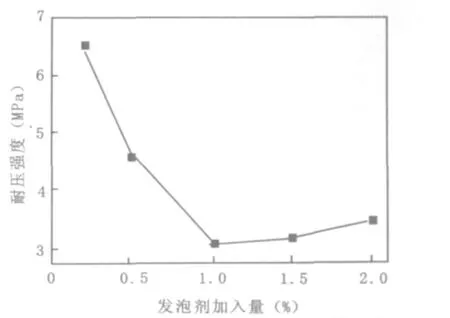
圖2 發泡劑的加入量對制品耐壓強度的影響Fig.2 The effect of SDBS contenton crushing strength of the samples
2.2 濕法分散纖維的加入量對性能的影響
研究了濕法工藝,硅酸鋁纖維加入量對制品常溫物理性能的影響。硅酸鋁纖維加入量分別為0,0.5%,1.0%,2.0%,3.0%,其加入量對制品容重,顯氣孔率,耐壓強度,抗折強度的影響,如圖3、圖4、圖5所示。
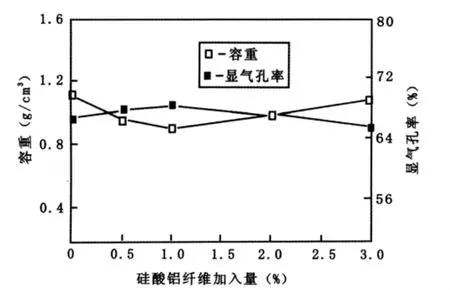
圖3 硅酸鋁纖維加入量對制品容重、顯氣孔率的影響Fig.3 The effect of fiber content on bulk density and apparent porosity of the samples
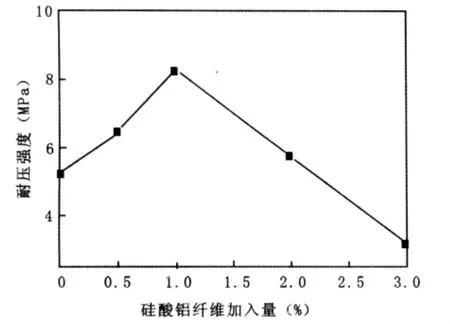
圖4 硅酸鋁纖維加入量對制品耐壓強度的影響Fig.4 The effect of fiber content on crushing strength of the samples
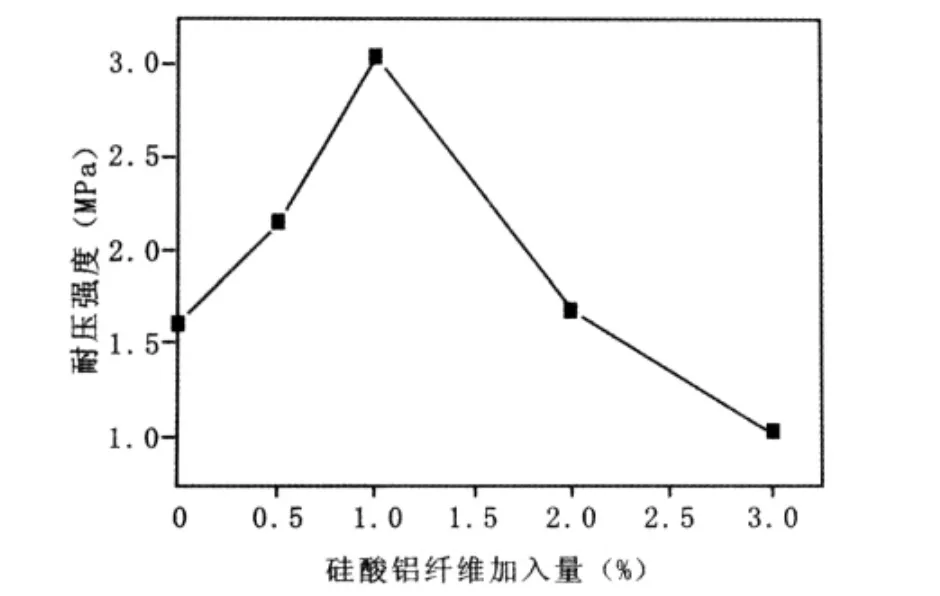
圖5 纖維含量對制品抗折強度的影響Fig.5 The effect of fiber content on rupture strength of the samples
由圖3可知,隨著硅酸鋁纖維加入量的增加,對制品容重影響不大。然而,制品的強度逐漸增大(見圖4,圖5)。當硅酸鋁纖維加入量為1%時,制品強度達到最大值。可能是因為加入適量的硅酸鋁纖維在基體中起結合橋接作用。當裂紋尖端擴展時,很容易遇到彈性模量比基體大得多的硅酸鋁纖維,這時裂紋將發生偏離,將沿著纖維與基體的結合面(使纖維與基體界面發生解離)或在基體內擴展,這樣平面裂紋變成了非平面裂紋,表面積與表面能增大,就能吸收更多的斷裂功,故制品耐壓強度增大明顯;但隨著硅酸鋁纖維的繼續加入,制品的強度明顯降低。可能是由于硅酸鋁纖維過多而難以分散,造成硅酸鋁纖維發生團聚現象使制品性能下降。
2.3 纖維干法分散對制品性能的影響
研究了干法分散工藝、分散時間對制品常溫物理性能的影響。分散時間分別為15min、30min、60min,確定合適的球磨時間。纖維分散時間對制品的耐壓強度和燒結后線變化率的影響,如圖6、圖7所示。制品的容重隨著纖維分散時間的增長,耐壓強度先增大后減小,總體上比沒加纖維的強度要大,而燒結后線變化率呈減小的趨勢。可能是由于分散時間的增長,纖維的分散效果越好,起到了增韌的作用。
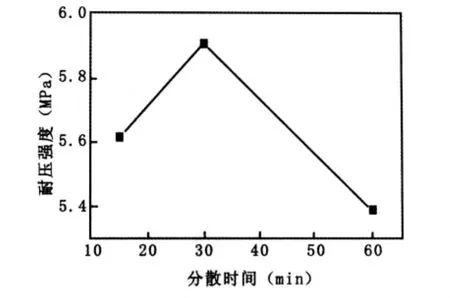
圖6 纖維分散時間對制品耐壓強度的影響Fig.6 The effect of dicrete time on crushing strength of the samples
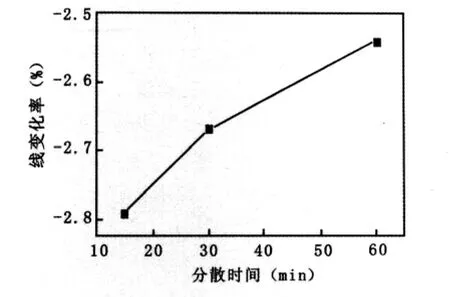
圖7 纖維分散時間對制品燒后線變化率的影響Fig.7 The effect of dicrete time on linear change rate of the samples
3 結論
1)采用濕法分散纖維,硅酸鋁纖維對試樣的容重和顯氣孔率影響較小,但燒后試樣的強度提高明顯。硅酸鋁纖維適宜加入量為1%。
2)采用干法分散纖維,硅酸鋁纖維分散時間和纖維加入量均對試樣的容重和顯氣孔率影響較小,但均可以提高試樣的強度。合適的分散時間為30min。
1 張世英,周武.高強度輕質多孔隔熱磚的研制工藝.耐火材料,2003(2):119~120
2 倪文,汪海霞,張春燕.鈣長石結合莫來石輕質耐火磚的研究開發.耐火材料,1999,33(2):76~78
3 王璽堂,夏霞云.纖維增強剛玉耐火材料的制備及其顯微結構.耐火材料,1998,32(5):280~282
4 董童霖,王璽堂,程鵬,等.發泡法制備莫來石輕質耐火材料工藝研究.武漢科技大學學報(自然科學版),2009,32(2):184~187
TQ174
B
1002-2872(2011)09-0009-02
陳皇忠,大專,工程師;主要從事耐火材料、窯具的研究。E-mail:kitata@126.com
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00
