燈芯絨圓網印花操作要點和常見故障的處理
2011-11-20 06:23:06齊成
網印工業 2011年10期
關鍵詞:紡織品
◎ 文 | 齊成
燈芯絨圓網印花操作要點和常見故障的處理
◎ 文 | 齊成
紡織品絲網印花中,圓網印花具有自動化程度高、印刷速度快、印刷質量好等優點,在紡織品大批量印花中占據了主導的地位。燈芯絨等絨布類紡織品活性圓網印花,因印花風格獨特、手感柔軟、色彩富麗,深受廣大消費者的喜愛。但由于絨布自身的特點,其印花生產工藝與一般紡織品產品相比有較大的差異,因此,為獲得高品質的印花產品,應了解燈芯絨類紡織品圓網印花的特點,充分掌握操作技巧,才能保證生產出精美的印花產品。
下面介紹燈芯絨圓網印花各工藝操作要點和常見故障的處理。
圓網印花的主要特點
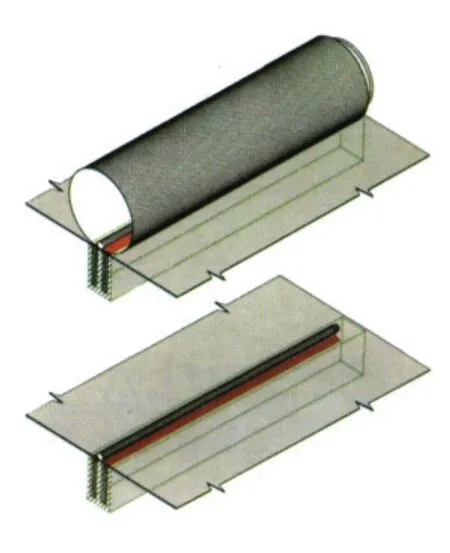
圓網印花是在無接縫的圓筒形鎳網上,通過感光水洗工藝封閉其花紋以外的網孔,使色漿通過網孔透印到紡織品上的一種印花方法。其主要特點是刮刀固定在圓筒形的鎳網內,利用圓網連續轉動與刮刀發生刮磨,使色漿透印到紡織品上進行印花。
圓網印花兼具了滾筒印花和網版印花兩方面的優點,它既保持了篩網印花的風格,又提高了印花的生產效率。但由于圓網的網版是一個圓筒形整體,沒有接縫,因而不能用通常的編織網制作,而普遍采用的是電鑄成型的辦法,制成圓筒狀電鑄圓鎳網。
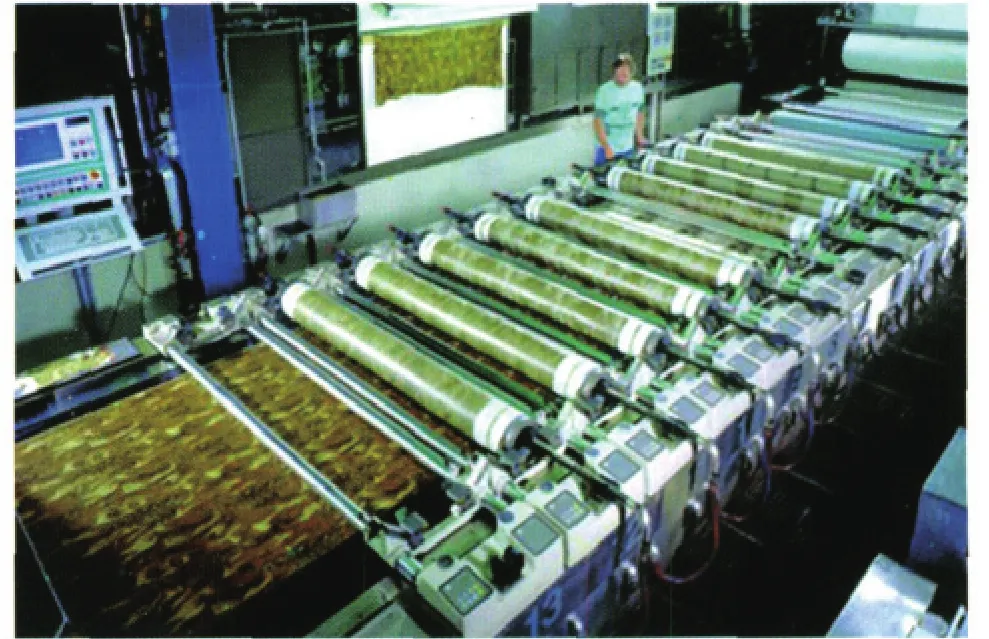
圓網印花一般都是使用機械化和自動化程度較高的圓網印花機,其網版是圓筒式的。由于印刷時圓網不停地轉動,在旋轉中進行刮印,所以它的印刷速度比平網要快得多,一般可達70~100m/min(最高可達120m/min)。圓網印花機主要包括進布、主機、烘房、落布等四大部分,主機部分是由主電機經蝸輪蝸桿減速后帶動一直徑約450mm(長1.8~3m不等)輥子,輥子帶動厚2mm多的聚氨脂導帶轉動,由直徑較小的被動輥拉緊導帶,使與輥子導帶間無打滑,導帶在兩輥間形成一平面,坯布被貼緊導帶經由第一色網到最后一色網而進入烘房將布烘干。只要網版與導帶嚴格同步,且網間任意時刻相位沒有誤差,則可以在高速運動中嚴格保持0.1mm的印花精度(這也是印花導帶的最高精度)。
與數控技術在機床中應用一樣,目前比較先進的圓網印花機多是用網頭單電機驅動技術,它克服了起先落后的機械減速箱長軸傳動存在的間隙和磨損對印花的影響,是一種高速高精度同步技術,升降速沒有明顯的速度和位置誤差。此外,全伺服圓網印花機是指主電機與網頭獨立傳動電機均采用伺服電機,而進、出布電機是采用變頻電機拖動。圓網印花機可印制6~20種顏色,機型除臥式外,還有立式、放射式以及雙面印花等。
燈芯絨圓網印花各工藝操作技術要領
1.印前處理
燈芯絨印花的難度較普通印花更大,要求技術更高。因此對前處理有更高的要求。如果前處理底布質量得不到保證,不但增加印花工序的難度,而且有些問題是后工序無法彌補的。在處理問題時要以總體效果來保證印花燈芯絨產品的質量,對燈芯絨印花效果的質量控制,評定一個印花產品應是對圖案印制效果和紡織品本身組織規格的風格特性體現與紡織品經印花深加工后檔次和附加值的提高效果的評定,據行家分析為:前后處理底布質量占1/3,印花工序占1/3,印后整理占1/3。
對于燈芯絨印花的前處理質量,一般要注意以下幾個方面:
(1)采用酶退漿。這有利于紡織品柔軟,堿雖然濃度低,但是對紡織品手感有一定影響,有絨毛板結之感。
(2)注意刷絨和燒毛。燈芯絨刷絨包括印前刷絨和印后刷絨。印前刷絨是絨毛包含成條的定型工序,如絨條定型質量低,再經以后各工序中干濕、冷熱、擠壓摩擦的加工影響,就很難保證絨條豐滿圓潤光潔。印后刷絨一般以平板刷為主,要注意紡織品含潮率,調節好板刷的壓力和車速,是否上蠟可根據產品要求而定。燒毛以接觸式的銅板、圓筒燒毛機為好,無接觸的氣體燒毛在絨條平整光潔度上差于接觸式。
(3)燈芯絨印花的底布毛效應較其他紡織品略高,且要控制好印前各工序的下機門幅,最好近于成品門幅,避免印前拉寬。
(4)選用短流程工藝。燈芯絨印染加工盡量選用短流程工藝,各道工序注意紡織品張力和烘燥溫度,有條件的宜采用真空吸水或單面和松式烘干,減少重型軋車、軋壓道數。
2.印花圖案設計
在燈芯絨圓網印花中,由于受到網目、材料、設備等因素的影響,因此在圖案設計中,要根據加工的品種規格和印后加工中紡織品和圖案形態的變化等來設計花紋結構、花型排列,要注意花型排列和花紋結構對燈芯絨印花產品總體效果和紡織品風格帶來的影響,設計出精美的圖案。
3.描稿
由于燈芯絨圓網印花要求色漿粘度較低,機臺刮刀(或磁棒)的壓力較大,生產過程中花型與圓網上的花型變化相對較大,此時如果按照普通紡織品產品的描稿方式對其進行處理,就可能達不到印花的要求。因此,通常在描稿時采用夸張描法,就是根據燈芯絨紡織品的特點,在描稿時對花型進行夸張處理,在處理中應特別注意線條的處理、相互對花的反分處理,樹葉、花朵邊緣收縮與夸張的處理,云紋效果的處理等。要根據不同的花型進行具體分析后作適當的處理,才能滿足質量要求。
4.制版
圓網感光制版類似于滾筒的感光制版。感光膠的成分有聚乙烯醇、重鉻酸銨,還要加入環氧樹脂及雙氰胺等固化劑。

首先在成型的圓網上涂布感光膠,然后用照相分色陽片包覆在圓網上進行曝光、顯影、沖洗等操作。印刷花紋區域的感光膠未感光,顯影后網孔通透;非花紋的空白區域的感光膠經曝光后感光硬化,網孔被感光硬化的膠堵死。為了使感光膠層完全固化,增加圓網的耐印力,還需將圓網放在焙烘箱內,在180~200℃恒溫下焙烘2小時,使感光膠層進一步脫水交聯成網狀高分子,徹底失去水溶性。焙烘的時間和溫度,以膠層呈黃棕色為宜。如果顏色過深,呈深栗色,則說明溫度過高或時間過長,應適當降低溫度或減少焙烘時間。
在制版中,首先要選用合適網目的絲網。由于燈芯絨紡織品較厚,相同面積的花型較普通紡織品吸漿多、易露白,并且絨布類紡織品表面通常有較多紗毛,因此,選擇合適的網目是印花成功的關鍵。網目的選用除了要考慮花型精細度、塊面大小外,還要結合所采用的工藝和紡織品規格等因素來綜合考慮確定。一般來說,大塊面積(有包邊輪廓線)選80目;小塊面積和線條可選105目;云紋和半色調選125目。生產大面積滿地花紋宜采用主網、副網共同印花,以防產生露白、滲漿不勻等疵病。
主網就是按客戶要求的花型在描稿時進行適當處理做成的花網;副網是為了彌補主網在生產過程中易產生露白、滲漿不均等疵病,而去掉主網中較為精細的花紋,并在主網基礎上做適當處理(以便于對花)而制作的花網。
在確定制網工藝時,要認真考慮對花難易程度、機臺對花精度和印花工藝等諸多因素。制網時要注意各工序技術的控制,如網坯的清潔及感光膠的使用及控制;制網后接悶頭標準的控制;圓網質量的檢查控制等。

此外,為保證印制中花型輪廓清晰,避免或減少三色(復色)出現,在合理選用網目外,還要處理好圖案中色與色之間相互影響的關系,要運用制網描稿工藝中的分線和借線手法,至于采用何種方法和確定分線距離,應視印花總效果的要求和色漿性質、紡織品規格等因素來綜合考慮。
5.確定排網漿順序
由于燈芯絨圓網印花一般都是多色印刷,因此要注意確定排網漿的順序。這對最終印花效果、質量穩定性等關系極大。確定排網漿的順序,應多方面綜合考慮,如生產工藝是否為防印印花、圖案的顏色深淺、印花機臺的穩定性等。
確定排網漿順序主要原則是:
(1)由深色到淺色順序進行排列;
(2)防印色排在被防印色前面;
(3)互相對花的顏色排在相鄰的位置;
(4)布幅兩邊的花型盡可能排在靠前位置;
(5)黑色涂料排在最前面;
(6)主網、副網排放在相鄰位置,且主網一般在靠前,副網在靠后;
(7)其它特殊情況。
6.主要操作要領
(1)調漿。
首先要選用合適的印花染料和助劑等。由于燈芯絨圓網印花多選用活性染料印花,其印花工序較長,工藝過程較復雜,所以應選用穩定性較好的高溫型活性染料。
助劑可選用海藻酸鈉糊做原糊,尿素作助溶劑以及汽蒸中的吸濕劑,以純堿為堿劑。堿劑和尿素的用量要根據具體紡織品來確定,一般來說,淺色紡織品堿劑用量為0.5~1.0%,中色為1.0~1.5%,深色為1.5~2.0%;而尿素用量淺色為6~8%,中色為8~12%,深色為12~15%。
在配制選用印花染類處方時還要充分考慮染料的配伍性、溶解性和增深性,一般的原則是,每個顏色的處方最多不能超過3種染料;每個顏色處方的染料的配伍性要接近;構成每個顏色的活性染料總量不超過9%。

調漿過程是生產重要環節。燈芯絨圓網印花過程中色漿的調制方法與常規活性染料印花品種一樣,調制順序大體為:先用約60℃的熱水將染料溶解,然后將尿素加入溶解的染料中,再加入配制好且濾過的糊料。糊料是印花色漿的主要組分之一,在染料印花的色漿中都要加入一定量的糊料,以借助糊料把染料和化學品傳遞到紡織品上,因此糊料對印花質量的影響很大。選擇印花色漿的糊料,一般要求糊料不帶導致著色的其他成分;糊料化學性能穩定,不與染料起化學作用,在一定的貯存期內不發霉、發臭;洗滌性要好,能把染料傳遞到紡織品上去,并能被水洗去,使印品獲得應有的手感;要有適當的滲透性和熟度,不因溫度變化引起粘度、稠度變化。因粘度過大被染紡織品易移動并易堵塞網孔,而粘度過小,即滲透性過大會造成圖案輪廓模糊;對纖維沒有脆損作用,例如海藻酸鈉糊,它是目前活性染料印花中比較理想的糊料,最后加入用水充分溶解的堿劑,充分攪拌均勻,過濾待用。

由于燈芯絨類紡織品較厚,生產時易露底,因此要求色漿粘度要相對稀一點。但色漿粘度的確定也要根據不同的印花內容來調制。例如,大塊面積的花型,比較適宜的色漿粘度為10~20dPa·s,小塊面積、線條等印花內容,色漿粘度或控制在20~40dPa·s,對于云紋花型,應控制色漿粘度為40~50dPa·s。除了要掌握色漿的粘、厚度適當外,還要注意促進染料擴散和加速滲透的助劑(如:擴散劑NNO、尿素等)的用量,總的來說應較一般紡織品用量大一些。
(2)印花機臺操作。
印花機臺的操作應從以下幾方面著手:首先是半制品來布的檢查。檢查來布幅寬是否一致,有無緯斜、紕裂、破洞和污點等,布的正反面是否有搞錯。其次,正常開機時,機臺的壓力比非絨布類紡織品生產應稍大(特別是大面積花型),否則容易露白,車速比常規品種慢些,這樣有利于烘房烘燥充分,且不易露白。第三,每印制800m左右,應過一次過機布,擦干凈圓網上的紗毛,以防止紗毛塞網。最后,紡織品落布后應檢查有無干燥充分、花型是否正確、有無露白和紗眼傳色等質量問題。
(未完,接下期)
猜你喜歡
紡織標準與質量(2022年1期)2022-07-12 06:01:02
化工管理(2021年7期)2021-05-13 00:45:12
知識經濟·中國直銷(2018年4期)2018-04-18 12:04:49
紡織科學研究(2017年8期)2017-09-05 09:46:35
產業用紡織品(2016年9期)2016-07-07 15:19:44
紡織服裝流行趨勢展望(2016年4期)2016-05-04 03:51:13
紡織科技進展(2015年1期)2015-11-28 05:56:12
中國洗滌用品工業(2015年9期)2015-02-28 19:03:06
現代紡織技術(2015年6期)2015-02-28 14:03:23
流行色(2005年4期)2005-04-29 00:44:03
