滾筒外徑尺寸鍍鉻
2011-12-27 04:36:00龔曉梅
電鍍與環保 2011年4期
龔曉梅
(中航工業飛機起落架有限責任公司湘陵分公司質量管理處,湖南長沙 410200)
滾筒外徑尺寸鍍鉻
龔曉梅
(中航工業飛機起落架有限責任公司湘陵分公司質量管理處,湖南長沙 410200)
0 前言
本文主要介紹了滾筒外徑尺寸鍍鉻,以期為同行提供參考。
1 尺寸鍍鉻工藝規范
尺寸鍍鉻工藝規范為:鉻酐(工業級)200~250 g/L,H2SO4(化學純)2.00~2.50 g/L,三價鉻 3~8 g/L,40~60 A/dm2,50~60°C。
滾筒的鍍鉻要求和設計尺寸,如圖1所示。

圖1 滾筒鍍鉻設計尺寸
根據計算,該零件鍍鉻面積為12.5 dm2,因此其工藝參數需適當修改:溫度50~55°C,電流密度40 A/dm2,單件電鍍面積12.5 dm2,單件總電流500 A,電鍍時間80~120 min,實際電鍍時間應根據單體零件的實際尺寸(鍍前尺寸)來確定。該時間的準確性應確保一次成功,避免補鍍。這種方法的成功率一般可達到95%左右,與操作者的技能和經驗有關。
2 陽極
鍍鉻時使用不溶性陽極,即:銻的質量分數為5%~8%的鉛-銻合金,陽極面積為陰極面積的2~3倍,保證溶液中六價鉻和三價鉻的比例正常。施鍍前應將陽極徹底清理(用鋼絲刷),施鍍過程中若發現某根陽極不導電或導電不良時,應立即進行清理。
鍍前應清理導電桿,確保導電良好,并檢查設備是否處于正常狀態。
施鍍時陽極與陽極的中心距離大約為350~400 mm之間,陽極的尺寸約為Φ45 mm×800 mm,采用四面陽極,通常的懸掛方式,如圖2所示,圖中“+”表示陽極,“-”表示陰極(零件)。

圖2 陰、陽極懸掛方式
如圖2所示:陽極間的中心距離為400 mm,呈正四方形懸掛方式,零件位于正中央,以避免零件鍍后產生橢圓。零件與陽極為等長且在同一水平上。
3 零件與夾具裝掛
零件與夾具裝掛,如圖3所示,圖中點劃線表示被鍍的零件。
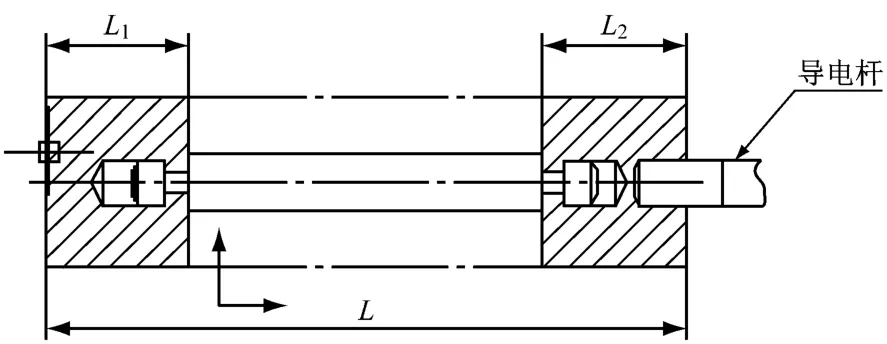
圖3 零件與夾具的裝掛圖
為了使零件鍍后尺寸符合設計尺寸,一般采取兩端加裝輔助陰極的方法。輔助陰極的外徑與鍍鉻零件的外徑相同,其長度根據零件的長度來確定,一般大約為10~150 mm左右。
夾具的設計應注意以下事項:
(1)夾具的導電通路的截面積必須能夠安全地通過鍍鉻所需的電流,并且在施鍍過程中不發熱,應遵守導電截面的電流負荷(鋼≤1.5 A/mm2,鋁≤2.0 A/mm2,黃銅 ≤2.5 A/mm2,銅 ≤3.0 A/mm2)。
(2)夾具同零件及導電桿之間應保證接觸良好,在施鍍過程中具有良好的導電性能,確保獲得合格的鍍層。
另外,因電力線的分布特點為兩端密集,中間平行分布,故如施鍍中未采用夾具,其結果是零件鍍后外徑兩頭大、中間偏小。
4 施鍍要點
在普通鋼件的外表電鍍尺寸硬鉻,在施鍍過程中應遵守以下的規定:
(1)零件在鍍槽中,下端距離槽底為200~250 mm,上端距離槽液液面≥100~150 mm為宜。
(2)由于該零件被鍍面積約為12.5 dm2,因此必須預熱約5~10 min,使其溫度接近槽液溫度。因為電鍍時間較長,鍍層也較厚,鉻層的內應力大且硬度高;而基體金屬和鉻的膨脹系數差別較大,如不預熱就施鍍,基體金屬容易受熱膨脹而產生暴皮現象。此外,預熱前必須對槽液進行充分的攪拌,使槽液溫度相對均勻。
(3)預熱后即可進行陽極腐蝕(通過換向開關,使零件處在陽極狀態下),陽極腐蝕時間約為60 s左右,陽極電流密度約為25 A/dm2左右。
(4)鍍鉻之前可按規定進行化學除油,然后再進行電解除油;若表面進行過拋光,事先還應在三氯乙烷有機溶劑中進行清洗,洗去零件表面的拋光殘物;如果零件表面較清潔,也可用碳酸鈣用毛刷對零件表面進行去油。
(5)零件經陽極腐蝕后,立即反轉電流方向,用高電流密度進行沖擊,時間約為90 s左右,電流密度為正常鍍鉻的電流密度的1.5倍左右,用以改善鍍鉻溶液的深鍍能力,并獲得均勻的鍍層。
5 操作注意事項
(1)由于鍍鉻后表面光潔度一般均會下降,因此,鍍前必須采用綠油膏進行精拋光直至將表面光潔度提高一級。
(2)在鍍鉻過程中,要進行60 s左右的陽極腐蝕,因此電解除油工序可不進行。但是拋光后必須用三氯乙烷有機溶劑仔細清理零件,然后再進行化學除油,之后再用碳酸鈣粉(工具為毛刷)對零件進行除油至表面完全被水覆蓋為止,方可入槽。
(3)弱浸蝕工序可以不進行,因零件經拋光后表面光潔度很高,施鍍過程中將進行陽極腐蝕,只要鍍前零件除油徹底,其鍍層結合力會良好。
(4)鍍前零件尺寸的檢查。由于該零件長度為800 mm,應對零件上部、中上部、正中部、中下部、下部等5段進行測量,每個部位至少對稱兩點測量,并記錄測量結果,看是否符合鍍前尺寸,是否有橢圓。
(5)零件表面光潔度應符合鍍前要求,不允許有銹蝕、碰傷、劃傷及可見的加工痕跡。
(6)除氫與電鍍之間的間隔時間不允許超過4 h,除氫溫度為180~200°C,除氫時間為4~24 h,除氫介質為礦物油。
(7)當零件在施鍍后未達到設計圖紙的要求時,此時需進行鉻上鍍鉻,并按以下程序操作:立即將零件掛入槽中預熱并經陽極腐蝕,然后在陰極電流密度為5 A/dm2下保持10 min,再將電流密度調整到正常值進行補鍍。調整到正常值時,應將電流密度緩慢升高。其中,陽極腐蝕電流密度為 5 A/dm2,時間為 60 s。
(8)施鍍中因零件兩端各有一個輔助陰極,一般的施鍍時間應控制在2 h之內,零件鍍后尺寸基本在規定的公差范圍之內。要注意的一點是施鍍時間是根據經驗來確定的,可參照每小時可沉積鉻層大約為30μm左右來估計施鍍時間。
(9)輔助陰極表面上的鉻層應每月去除1次,以避免因鉻層太厚導致零件鍍后出現兩端尺寸偏小的現象。
TQ 153
B
1000-4742(2011)04-0046-02
2010-10-19
