淺談鍍鋅配位劑引起的故障
2011-12-27 04:36:00王征顥
電鍍與環保 2011年4期
關鍵詞:故障
王征顥
(科文特亞表面處理技術(蘇州)有限公司,江蘇蘇州 215124)
淺談鍍鋅配位劑引起的故障
王征顥
(科文特亞表面處理技術(蘇州)有限公司,江蘇蘇州 215124)
0 前言
最近一家客戶的10 000 L堿性鋅酸鹽滾鍍掛鍍一體槽液在新開缸兩個月后,掛鍍一直很好,鍍出來的產品很漂亮;但滾鍍生產的產品,零件的兩頭(或是零件的尖端部位)出現發黑現象。經過多次測試改進,最終問題得到解決,獲得了客戶的滿意。
1 處理過程
1.1 工藝流程

1.2 鍍液配方及操作條件
Zn2+8~12 g/L,NaOH 110~130 g/L,添加劑(配位劑,光亮劑,除雜劑)適量,鍍液溫度 20~32℃,滾筒孔徑4 mm,滾鍍電流密度0.5~1.0 A/dm2,掛鍍電流密度1.0~2.5 A/dm2。
(1)分析槽液各成分的質量濃度,都控制在工藝范圍內,赫爾槽試驗所得試片的外觀也正常,看不出任何缺陷。
(2)加強前處理,將酸洗槽及陽極電解除油槽各成分的質量濃度控制在工藝范圍內,試鍍,故障沒有消失。
(3)用活性炭2~3 g/L,鋅粉1 g/L進行小電流電解24 h后,試鍍,故障沒有消失。
(4)查看添加劑記錄表,計算1 000 A·h的消耗量,光亮劑和除雜劑添加正常,沒有超出規定的范圍,但配位劑的添加量是規定范圍的2倍。故停止添加配位劑或減少添加量,鍍槽工作一段時間,情況逐漸好轉,故障慢慢消失,2天后恢復到正常工作狀態。
2 故障分析
從上述故障分析情況看,在滾鍍過程中,零部件兩端或尖端部位發黑,主要是配位劑添加過多所引起的。滾鍍與掛鍍本質的區別在于:被鍍零部件周圍的有效離子的質量濃度的更新速度,滾鍍是在一個狹窄的空間里,有效離子的質量濃度的更新速度比掛鍍的慢。
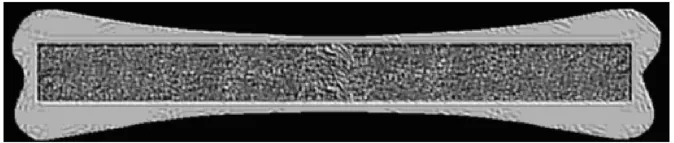
圖1 電鍍零件的截面圖
圖1為電鍍零件的截面圖。由圖1可知:(1)電流在陰極、陽極間總是走最短路線;(2)零部件的尖端部位更容易獲得電子而放電;(3)零部件的中心部位是在低電流密度區。
在滾鍍工作過程中,零部件的兩端或尖端部位更容易獲得電子而放電,放電速率較快。如果配位劑過多,沉積速率放慢,即:Zn2+的放電速率減慢,使得 H+的放電速率加快。在零部件的兩端或尖端部位電鍍放電的瞬間,H2O→H++OH-反應向右方向進行,析出大量的 H2,零部件周圍的OH-的質量濃度瞬間提高很多,勢必有氫氧化物沉淀生成而夾雜在鍍層中,從而改變鍍層的微觀結構。在出光或鈍化后會看到零部件的兩端或尖端部位有發黑現象。
3 結語
一般都認為在鍍鋅過程中,配位劑過多不會有什么壞的影響,最多造成沉積速率減慢。所以客戶為了提高深鍍能力,往鍍槽里添加過多的配位劑。尤其在滾鍍掛鍍一體的情況下,兩種工藝對添加劑的消耗量是不一樣的。故在生產過程中,必須權衡好添加劑的添加量,否則也會導致因添加劑過多而產生故障,同時增加生產成本。
TQ 153
B
1000-4742(2011)04-0048-01
2010-09-27
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
