我國非合金結構鋼發展概述
2011-12-28 06:23:12劉春明周春林高劍輝戴云閣
材料與冶金學報 2011年4期
劉春明,周春林,,高劍輝,王 健,戴云閣
(1.東北大學 材料與冶金學院,沈陽 110819;2.承德鋼鐵集團有限公司,河北 承德 067002)
我國非合金結構鋼發展概述
劉春明1,周春林1,2,高劍輝2,王 健1,戴云閣1
(1.東北大學 材料與冶金學院,沈陽 110819;2.承德鋼鐵集團有限公司,河北 承德 067002)
介紹了我國非合金結構鋼的發展、分類、技術標準、以及技術標準的國內外對比情況.著重對非合金結構鋼的生產技術進步和生產實踐進行了概述.
非合金結構鋼;標準;冶煉;精煉;連鑄
碳素結構鋼和優質碳素結構鋼均俗稱為碳素鋼,屬于非合金鋼類.鋼中除含碳、錳、硅外不含其他有意加入的合金元素,鋼中磷、硫和其他有害雜質含量較低,純潔度和化學成分均勻性較高.碳素結構鋼以規定最低強度為主要特征,并具有一定的綜合力學性能和工藝性能,一般不要求進行熱處理;優質碳素結構鋼除要求保證化學成分外,還要保證力學性能,要按用途所需保證低倍組織和其他一些規定的要求[1,2].
1 我國非合金結構鋼發展概述
1.1 非合金結構鋼的發展
碳素結構鋼和優質碳素結構鋼是自煉鋼工業出現以來最先發展的基礎鋼類,已有約200余年生產歷史.它用途廣泛、生產量大、品種規格多、價格便宜.隨著鋼鐵冶煉技術發展,先進的生產工藝不斷被廣泛采用.如今,像鐵水預處理、復吹轉爐、超高功率電弧爐、爐外精煉、連鑄等已成為其主要的生產工藝.
我國的碳素結構鋼和優質碳素結構鋼的生產起步較晚,1952年分別制定第一個碳素結構鋼和優質碳素結構鋼部頒標準.上世紀50年代可以說是起步階段,60年代發展比較緩慢,70年代以后步入快速發展階段,逐步形成了品種、規格多樣化,產量、質量和綜合成材率不斷提高,消耗不斷下降的多層次生產局面.產品基本上可以滿足國內需要,產品標準已全面向國際標準看齊.
1.2 非合金結構鋼的類別和用途[3,4]
非合金結構鋼是基礎鋼類,既有通用鋼材,又有專用鋼材,是國民經濟各部門必不可少的基礎材料.由于它具有良好的加工性能,適合熱軋、熱鍛、冷軋、冷拔、冷沖等各種壓力加工方式,因此品種規格包括各種型鋼、板帶、鋼管、線材、鋼絲及金屬制品等,產品規格已基本系列化.按質量等級,有普通質量非合金鋼和優質非合金鋼之分.優質碳素結構鋼按成分、冶金質量可分類如下:低碳鋼—碳含量(質量分數)小于0.25%;中碳鋼—碳含量(質量分數)0.25% ~0.60%;高碳鋼—碳含量(質量分數)大于0.60%;普通錳含量鋼—Mn質量分數分別為 0.25% ~0.50%、0.35% ~0.65%、0.50% ~0.80%;較高錳含量鋼—Mn質量分數分別為 0.70% ~1.00%、0.90% ~1.20%;優質鋼—硫、磷含量(質量分數)分別不大于0.035%;高級優質鋼—硫、磷含量(質量分數)分別不大于0.030%;特級優質鋼—硫含量(質量分數)不大于0.020%,磷含量(質量分數)不大于0.025%.
低碳鋼強度不高、塑性好,不同鋼號可分別用于制作包括深沖專用鋼板在內的保證沖壓性能的各類薄板、線材和鋼絲以及機械上的滲碳和(或)氮零件、沖壓件及無縫管等型材;中碳鋼(用量最大的是45#鋼)主要用于制作各種軸、輥、拉桿、齒輪等機器的運動零部件,其中厚板也可作為制作代替低合金模具鋼的塑料模具的材料;高碳鋼可作鋼絲、彈簧、墊圈、工具等高強度件.
2 非合金結構鋼技術標準變遷及其對比
2.1 標準的變遷
我國最早的碳素結構鋼[5]的標準是1952年制定的重工業部標準“4-52”—《普通碳素鋼鋼號和一般技術條件》.至今對該標準已做了5次修訂.目前使用的標準為“GB/T 700-88”.標準的名稱改為《碳素結構鋼》,去掉了普通二字,意味著標準內容有了根本變化.該標準為非等效采用國際標準ISO630.1987年,其他技術要求也有了很大改變,與國際標準基本一致.
“GB/T700-88”標準有 Q195、Q215、Q235、Q255和Q275共5個牌號,采用國際標準ISO630以鋼材屈服點(σs)表示強度級別的牌號表示法;取消歷來按甲類鋼、乙類鋼、特類鋼的分類方法,改為按質量等級分為A、B、C、D四個等級.其中Q235有A、B、C、D 四個等級,Q215和Q255有A、B兩個等級,Q195和Q275不分等級.A、B等級屬于普通質量非合金鋼,C、D等級屬于優質非合金鋼.鋼材一般以熱軋狀態交貨,經雙方協議也可以正火處理狀態交貨(A級鋼材除外).
我國最早的優質碳素結構鋼[6]的標準為1952年制定的“重5-52”—《質量結構碳素熱軋各種條鋼分類及技術條件》.隨后對標準進行了6次修改,現行標準為“GB/T699-1999”.以前的標準都是參照原蘇聯標準“ΓOCT1050”,最近的兩次修訂還參照了美國ASTM、日本JIS、德國DIN和英國BS等相應標準.
“GB/T699-1999”標準包括31個牌號.殘余元素鉻、鎳、銅要求為:w(Cr)≤0.25%、w(Ni)≤0.30%、w(Cu)≤0.25%;力學性能的變化范圍:抗拉強度(σb)由 295 MPa增大到1 130 MPa,屈服強度(σs)由 175 MPa增加到980 MPa;延伸率(δ5)由35%減小到6%,斷面收縮率(ψ)由60%減小到30%;低倍組織按鋼的質量等級,一般疏松、中心疏松、偏析分別不大于3.0、2.5和2.0級;取消了斷口檢驗和非金屬夾雜物檢驗的合格級別、改為按供需雙方協議.
2.2 標準的對比
我國碳素結構鋼標準GB/T700與國際標準ISO630比較,其適用范圍大致相同.在化學成分、殘余元素、力學性能等方面的差異見表1(表1中化學成分、殘余元素含量都用質量分數/%表示).比較可見,兩者水平相近,略有差異[7].
我國優質碳素結構鋼標準與美國、日本、德國和俄羅斯標準的對比可參見文獻[8,9],這里不作介紹.
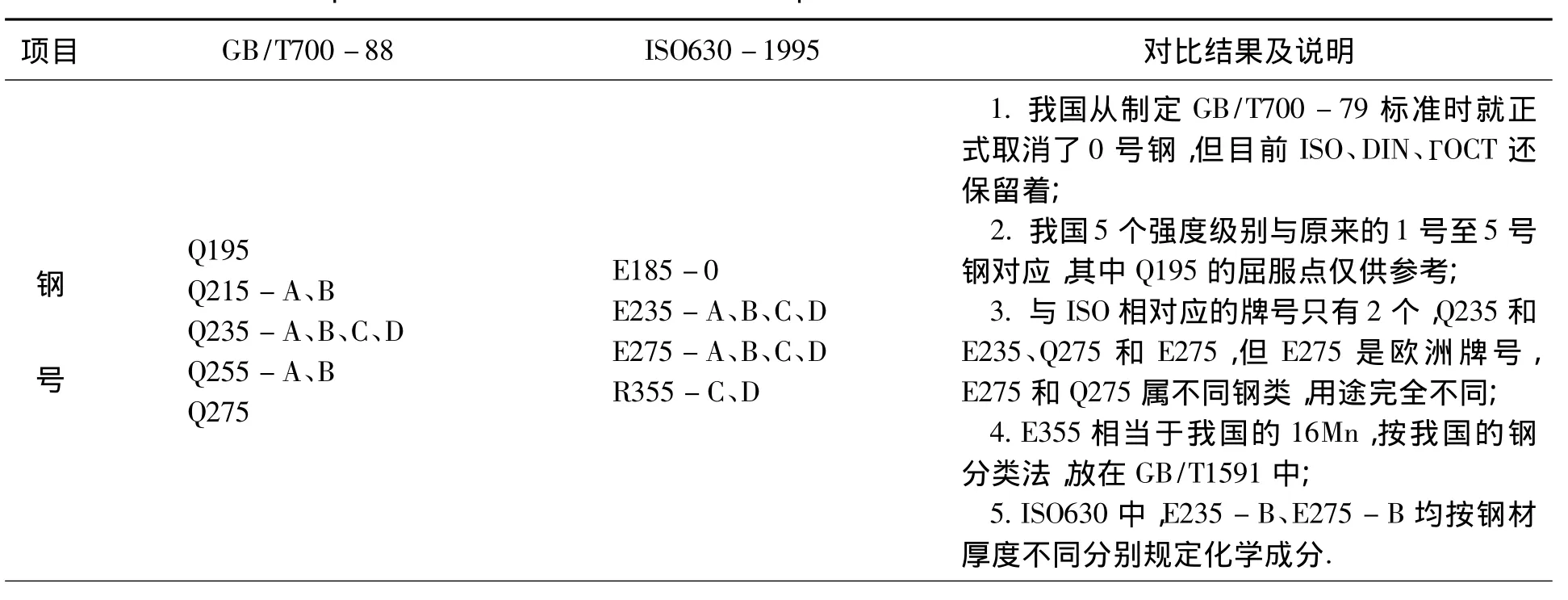
表1 GB/T 700與ISO630標準中主要技術要求對比表Table 1 Comparison between main technical requests in two standards GB/T 700 and ISO630

續表1Tab le 1
3 非合金結構鋼生產技術的發展和進步
3.1 生產工藝流程的完善和優化
隨著對鋼質量要求和技術標準水平的提高,以及生產技術的進步,非合金結構鋼生產工藝流程不斷得到完善和優化.目前,采用的先進生產工藝流程為:
鐵水預處理—復吹轉爐煉鋼—二次精煉—連鑄—連軋
超高功率電爐煉鋼—二次精煉—連鑄—連軋
上述流程都是以新技術、新工藝和新裝備為基礎的,而且實現了高度的連續化、自動化、專業化和高效率,從而使鋼的純潔度、化學成分穩定性和均勻性大幅度提高,相應地提高了鋼的綜合性能.
連鑄、連軋、酸洗、精整、冷軋、熱處理等工序的連續化,不僅可以大大縮短生產周期,節約能源、提高效益,而且也提高了鋼材質量.控軋、控冷、高精度軋制、在線精整和在線檢測技術是生產優質鋼的發展趨勢和強化手段,對提高鋼的性能、尺寸精度、改善表面質量、提高收得率和生產效率都是至關重要的技術.
3.2 部分工序的技術進步概述
3.2.1 鐵水預處理[10,11]
采用鐵水預處理工藝,是現代化煉鋼廠的重要標志.國外先進鋼鐵廠一般均采用全量鐵水脫硫預處理,日本絕大多數鋼廠采用全量鐵水“三脫”(脫 Si、P、S)預處理.近年來,我國鐵水預處理迅速推廣,積累了豐富經驗,不少鋼廠已達到了國際先進水平.如武鋼二煉鋼KR法脫硫,經多年實踐,在粉劑消耗、攪拌頭壽命、處理溫降和處理成本等方面均已超過蒂森克虜伯鋼廠.表2列出了國內典型鐵水預脫硫工藝方法及冶金效果情況[12].
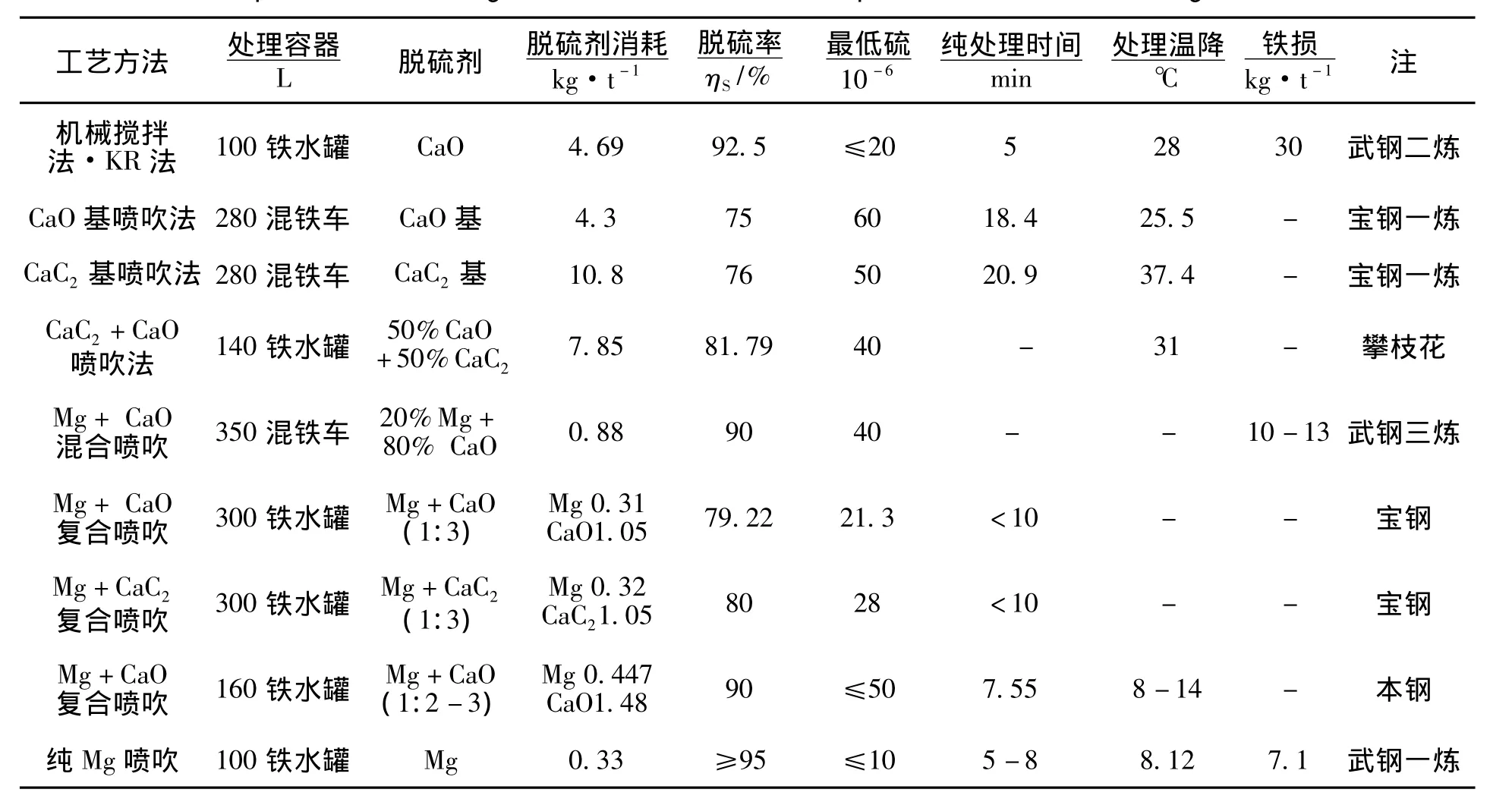
工藝方法 處理容器L脫硫劑脫硫劑消耗kg·t -1 min 處理溫降脫硫率ηS /%最低硫10-6 純處理時間℃鐵損kg·t -1注武鋼二煉CaO基噴吹法 280混鐵車 CaO基 4.3 75 60 18.4 25.5 - 寶鋼一煉CaC2基噴吹法 280混鐵車 CaC2基 10.8 76 50 20.9 37.4 - 寶鋼一煉CaC2+CaO機械攪拌法·KR法 100鐵水罐 CaO 4.69 92.5 ≤20 5 28 30 7.85 81.79 40 - 31 - 攀枝花Mg+CaO噴吹法 140鐵水罐 50%CaO+50%CaC2混合噴吹 350混鐵車 20%Mg+80%CaO 0.88 90 40 - - 10-13武鋼三煉Mg+CaO復合噴吹 300鐵水罐 Mg+CaO(1:3)Mg 0.31 CaO1.05 79.22 21.3 <10 - - 寶鋼Mg+CaC2復合噴吹 300鐵水罐 Mg+CaC2(1:3)Mg 0.32 CaC2 1.05 80 28 <10 - - 寶鋼復合噴吹 160鐵水罐 Mg+CaO(1:2-3)Mg+CaO Mg 0.447 CaO1.48 90 ≤50 7.55 8-14 - 本鋼純Mg噴吹 100鐵水罐 Mg 0.33 ≥95 ≤10 5-8 8.12 7.1武鋼一煉
3.2.2 轉爐冶煉[12,13]
近年來,我國鋼鐵工業大力推進結構優化,轉爐向高效率快節奏、進一步提高鋼水純潔度、實現生產和管理智能化、降低消耗和污染的方向發展.主要體現在:
(1)提高供氧強度,實現高效吹煉.如果供氧(以下氧氣體積是指標準態下的體積)強度從3.5 m3/(t·min)提高到 5.0 m3/(t·min),每爐鋼吹氧時間將會縮短3~4 min.例如,2002年10月太鋼轉爐改造氧槍,每爐鋼吹氧時間從19 min縮短到了14 min,取得了明顯效果.本鋼150 t轉爐供氧強度從 2.3 m3/(t·min)提高到3.7 m3/(t·min),冶煉周期從 50 min 縮短到30 min.據唐鋼、南鋼和三明等鋼廠研究,將供氧強度提高到4.0 ~4.5 m3/(t·min),可縮短供氧時間1.6~3 min.
(2)穩定終點操作、提高控制精度,降低鋼中氧含量.目前,轉爐動態智能控制煉鋼技術發展很快,除副槍、聲納化渣、質譜儀在線分析轉爐煙氣等手段外,在線對爐渣檢測、煙氣分析動態控制技術發展也很快.對提高轉爐控制精度、實行全自動吹煉都有幫助.我國馬鋼近年引進的轉爐煙氣分析動態控制系統,由煙氣系統采集、處理和分析的LOMSA系統和二級動態控制模型DYNACON兩部分組成,對中、小轉爐動態控制起到推動作用[14].
(3)快速出鋼技術.太鋼在轉爐上安裝了出鋼口氣動擋渣系統,現在出鋼時間縮短在4 min左右.
(4)濺渣護爐、提高爐齡.由于采用濺渣護爐技術,爐齡大幅度提高,對降低生產成本、提高效率起到明顯作用.據報導,鞍鋼新鋼二煉鋼7號爐2004年3月爐齡達到21 050爐,爐齡突破2萬次大關.同期,武鋼二煉鋼廠1號轉爐爐齡創造30 368 爐的世界新記錄[15].
3.2.3 爐外精煉
目前,國內大多數鋼廠增加了爐外精煉設備,掌握了 CAS、LF、VD、RH 等設備的精煉工藝[16,17],并逐步形成了系統完整的純凈鋼生產工藝.以2002年為例,我國的鐵水預處理比達到26.3%,鋼水精煉比達到25.1%,鋼水吹氬喂絲比達到92%[18].對于碳素鋼,采用深脫硫工藝(鐵水深脫硫—轉爐控硫—LF脫硫—RH脫氣—連鑄防止回硫),其成品硫的質量分數可以達到0.000 5%.對生產純凈鋼來說[19],國內在優化深度脫氧工藝、優化鋼包吹氬、LF采用預熔渣并充分發揮渣的去夾雜能力、提高真空精煉效率、優化Ca處理工藝等技術方面都取得很好效果和經驗.
3.2.4 連鑄
據2002年底統計,我國現有連鑄機年生產能力可達2.9億t,合計有連鑄機551臺.表3為國內各種類型連鑄機統計.2002年我國連鑄比為93.7%,超過世界89.7%的平均連鑄比水平,達到發達國家水平[20].
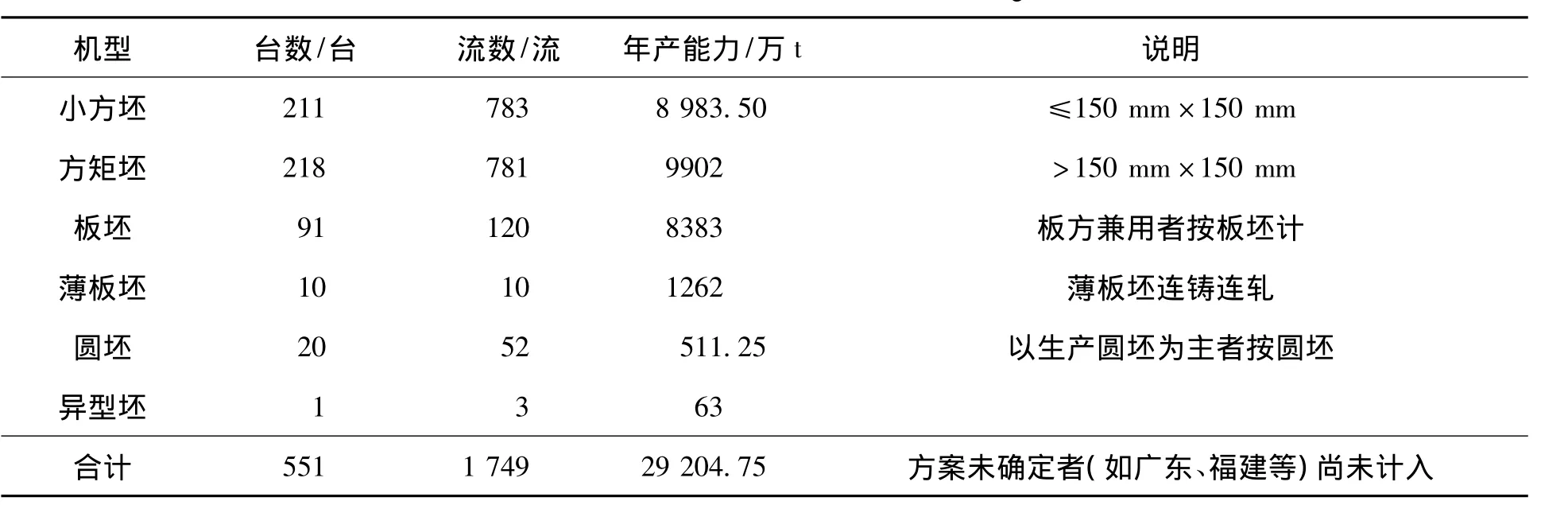
表3 國內連鑄機統計Table 3 Statistic of domestic continuous casting machine
“九五”期間我國把發展高效連鑄技術作為主要科技攻關內容,并取得了顯著成績.所謂高效連鑄技術,通常是指以高拉速為核心技術,以高質量、無缺陷高溫鑄坯為基礎,實現高連澆率、高作業率的連鑄系統技術[21].
對于板坯、大方坯和小方坯連鑄而言,其高效化的技術內容各有特點.以板坯為例,其高效化技術包括:提高鋼水質量技術,低過熱度恒溫澆鑄工藝技術,高拉速結晶器關鍵技術,高效連鑄機二冷技術,提高鑄坯質量技術,振動參數和結構優化技術,中間包熱噴涂技術,高拉速連鑄保護渣及其空心顆粒制造技術,自動控制和檢測系統技術等.
又如小方坯高效化改造技術,按技術集成的觀點,它包括核心技術和重要技術二方面:(1)高效連鑄的核心技術——結晶器及其相關技術.包括增加結晶器長度,提高冷卻強度,采用連續錐度/多錐度結晶器,結晶器液面有效控制技術,結晶器冷卻技術,鑄坯支撐和強化冷卻技術,振動機構類型及液壓振動技術等.(2)高效連鑄的重要技術.包括鋼包技術,中間包技術,二次冷卻技術,連續矯直技術,保護渣技術,低過熱度澆鑄技術,系統物流管制技術等.
高效連鑄是一項系統的整體技術,它不僅是一個技術問題,也是鋼鐵工業優化結構,提高效率、提高質量和降低成本的手段,是增強市場競爭力的重要措施.
4 我國非合金結構鋼生產實踐
4.1 中高碳鋼生產
4.1.1 鋼的化學成分與性能的關系
鋼的性能與成分密切相關,這在生產實踐中也有體驗.據介紹,生產中發現45#鋼斷面收縮率(ψ)偏低,ψ 一次合格率僅為93%[22].對76 爐鋼進行統計、回歸分析,得出性能與C、Mn間有如下關系:
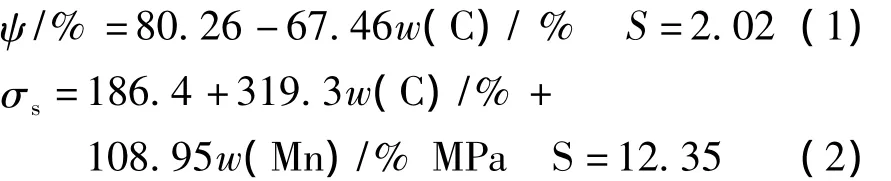
從上述關系式可見,若碳增加或下降0.01%,則ψ下降或提高0.67%.實踐證明,45#鋼最佳碳含量范圍控制在0.43%~0.46%,出鋼時盡量少加碳粉、多加生鐵塊或礦石作為調節碳的手段,可使性能平均合格率提高到98%以上.其他廠對45#鋼性能異常原因進行化學和金相檢驗,也發現45#鋼強度偏高、斷面收縮率偏低的主要原因是鋼中碳含量偏高[23].
某廠對45#鋼數據進行統計分析,得到了機械性能與化學成分的多元回歸模型[24].采用該模型進行操作控制和性能預測,對提高生產水平和產品質量起到很大作用.性能與成分 C、Mn、Si、S、P間的回歸關系如式(3、4、5)所示.控制化學成分可使機械性能 σb、σs、δ5的平均值分別比標準約提高15.2%、5.4%和16%.
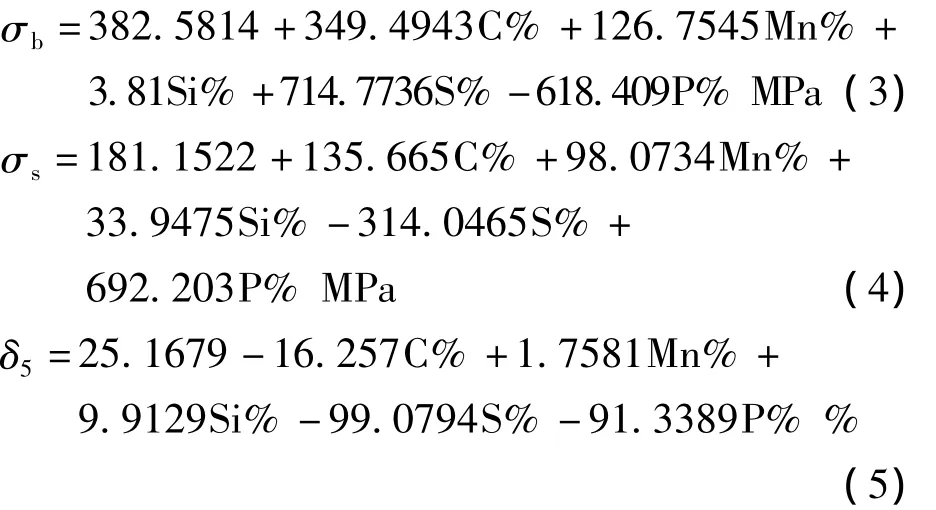
式(3)、(4)和(5)中的 C%,Mn%,Si%,S%,P%均為質量分數.
長治鋼廠探討了45#鋼在不同熱處理工藝制度下對力學性能的影響,并著重對機械性能與化學成分的關系進行了多元回歸分析.研究顯示[25],45#鋼在 850 ±30 ℃ 內,保溫時間長短對性能無多大影響,決定45#鋼機械性能的主要因素是化學成分,特別是碳含量.研究還得出了化學成分 C、Si、Mn、P、S 與 σb、σs、δ5%、ψ%的多元回歸方程式,用于指導生產操作和性能預測.
4.1.2 生產流程
對于中高碳鋼特別是45#鋼,國內企業積累了豐富的生產經驗.邯鋼一煉鋼20 t轉爐對45#鋼試驗了3種生產流程:1)雙渣法—連鑄敞開澆鑄—軋鋼;2)轉爐單渣法—LF精煉、喂絲—連鑄敞開澆鑄—軋鋼;3)鐵水預處理—轉爐單渣法—LF精煉—連鑄全封閉保護澆鑄—軋鋼.生產實踐表明,第3種生產流程可以確保45#鋼生產命中率,顯著提高了產品質量[26,27].
長治鋼廠 20 t轉爐經驗表明[28,29],采用LD—脫氧合金化(增碳)—鋼包喂絲、底吹氬精煉—連鑄全保護澆鑄流程生產45#鋼方案可行.生產中應加強冶煉操作、確保終點控制,確保增碳劑回收率.
合肥第二煉鋼廠采用20 t LD—30 t鋼包(增碳)—頂吹氬—喂線(Si-Ca線)—連鑄流程生產45#鋼,產品完全滿足 GB/T699 -88 要求[30].工藝上要確保轉爐中拉碳(0.20% ~0.35%)、鋼包內適量增碳、喂C線微調碳操作,可使45#鋼成分命中要求范圍.此外,保證鋼水質量、嚴格控制澆鑄溫度、拉速和冷卻強度是保證獲得優質鑄坯的關鍵.
25 t轉爐實踐表明,采用轉爐—LF—連鑄流程生產45#鋼,應盡量降低轉爐出鋼溫度.對108爐鋼統計,45#鋼成分命中率達到99.1%,鑄坯合格率達到99.31%,力學性能符合要求[31].
4.1.3 生產工藝
新鋼100 t轉爐采用“復吹轉爐—鋼包底吹氬、喂絲—LF精煉—方坯連鑄”生產流程生產45#鋼.生產中采用的技術措施包括:轉爐雙渣法和高拉補吹法冶煉、爐外增碳、擋渣出鋼;連鑄結晶器采用45#號鋼專用保護渣、二冷配水冷卻強度為0.8 L/kg,要求水霧化良好.拉速為2.5 m/min,鋼水目標溫度控制在1 515℃.采用這些措施后,45#鋼成分命中率達到100%,力學性能符合要求,鑄坯質量較好[32].根據鞍鋼的經驗,復吹轉爐只要掌握好中高碳鋼操作要點,控制好降碳、升溫速度,造出具有一定氧化性和流動性的高堿度爐渣,就一定能夠煉好中高碳鋼[33].
馬鋼實踐表明,轉爐增碳法連鑄生產45#鋼高線,冶煉采用深吹加爐后增碳,通過優化操作工藝和脫氧制度,可以生產出滿足連鑄要求的鋼水,最終產品成分均勻、通條性能穩定.冶煉工藝關鍵是早、中期造渣脫磷,中、后期造渣脫硫,控制好終點碳和脫氧操作,控制好終點溫度、增碳劑加入量及其回收率[34].
4.1.4 連鑄工藝
50 t轉爐增碳法連鑄生產45#鋼高線,連鑄為R6 m六機六流全弧形鑄機,鑄坯斷面為140 mm×140 mm,軋成φ6.5線材.45#鋼連鑄工藝關鍵技術為[35]:1)二冷采用兩段法冷卻制度,即早期強冷后期回溫的冷卻制度,有利于控制鑄坯偏析和防止矯直裂紋及改善鑄坯質量;2)合適的二冷比水量為0.8~0.9 L/kg;3)選用合適的低熔點保護渣;4)鋼水低過熱度有利于改善鑄坯質量,控制目標過熱度為10~15℃.
4.2 低碳鋼生產
低碳鋼生產容易產生脫氧不良、夾雜物排除不力問題.根據小方坯生產Q195實踐,應嚴格以下關鍵操作[36]:1)轉爐減少和控制下渣量,終脫氧劑用量控制在2.5~3.0 kg/t鋼;2)精煉終點鋼中酸溶Al的質量分數控制在0.005% ~0.020%之間,控制[S]≤0.01%;3)硅鈣絲的喂入量控制在200 m/爐,軟吹時間≥15 min,鎮靜時間≥10 min.采取上述措施后,低碳鋼脫氧不良和純凈性低的問題得到了較好解決.
南鋼煉鋼廠方坯連鑄澆鑄過程存在水口堵塞現象,據研究是高熔點純SiO2脫氧產物固結在水口造成的.改變鋼水化學成分,適當提高w(Mn)/w(Si)比,有利于改善鋼水流動性,減少了連鑄堵水口現象,其內控成分見表4[37].

表4 鋼水控制成分及Mn/Si比(質量分數)Table 4 Controlling contents and ratio of Mn and Si in molten steel(mass fraction)%
5 結語
(1)我國非合金結構鋼(碳素結構鋼和優質碳素結構鋼)經過多年生產和發展,技術標準已經全面向國際標準看齊,產品基本上可以滿足國內市場需要.
(2)目前,我國非合金結構鋼生產是以新技術、新工藝和新裝備為基礎,而且在連續化、自動化、專業化和高效率方面取得了飛速發展,從而使鋼的純凈性、化學成分穩定性和均勻性大幅度提高,相應地提高了鋼的綜合性能.
(3)由于設備和技術水平的差異,國內企業之間以及與國外發達國家的企業相比非合金結構鋼的生產品種和質量還有差距,一些企業還有待進一步改進和提高.
[1]殷瑞鈺.鋼的質量現代進展(下冊)[M].北京:冶金工業出版社,1995:1-22.
(Yin Rui- yu.M odern developmentof steel’squality(lower volume)[M].Beijing:M etallurgical Industry Press,1995:1-22.)
[2]董均果.實用材料手冊[M].北京:冶金工業出版社、機械工業出版社,2000:120-125.
(Dong Jun-guo.Handbook of practical materials[M].Beijing:Metallurgical Industry Press,China Mechine Press,2000:120 -125.)
[3]鋼鐵材料手冊—第1卷.碳素結構鋼[M].北京:中國標準出版社,2002:1-12.
(Handbook of Iron and SteelMaterials—First Volume.Carbon structural steel[M].Beijing:Standard Pressof China,2002,1 -12.)
[4]鋼鐵材料手冊-第3卷.優質碳素結構鋼[M].北京:中國標準出版社,2002:1-12.
(Handbook of Iron and Steel Materials - Third Volume.Quality carbon structural steel[M].Beijing:Standard Pressof China,2002:1 -12.)
[5]中國國家標準化管理委員會.GB/T700-1988碳素結構鋼[S].北京:中國標準出版社,1988.
(National Standard.GB/T700-1988 Carbon structural steel[S].Peijing:Standard Pressof China,1988.)
[6]中國國家標準化管理委員會.GB/T699-1999優質碳素結構鋼[S].北京:中國標準出版社,1999.
(National Standard.GB/T699 - 1999 Quality Carbon Structural Steel[S].Peijing:Standard Pressof China,1999.)
[7]欒燕,唐一凡,朱紅斌.我國工程結構鋼標準與國際標準的差距及改革設想[J].冶金標準化與質量,1998(11):2-7.
(Luan Yan,Tang Yi-fan,Zhu Hong-bin.The difference in engineering structural steels standard between domestic and internationaland the thought for reformation[J].Metallurgical Standardization and Quality,1998(11):2 -7.)
[8]林小孝.五國結構鋼標準比較與分析(一)[J].冶金標準化與質量,1996(7):4-9.
(Lin X iao-xiao.Comparison of standards among five countries and analysis(1)[J].M etallurgical Standardization and Quality,1996(7):4 -9.)
[9]林小孝.五國結構鋼標準比較與分析(二)[J].冶金標準化與質量,1996(8):33-46.
(Lin X iao-xiao.Comparison of standards among five countries and analysis(2)[J].M etallurgical Standardization and Quality,1996(8):33 -46.)
[10]潘秀蘭,王艷紅,梁慧智,等.鐵水預處理技術發展與展望[J].世界鋼鐵,2010(6):29-36.
(Pan Xiu - lan,W ang Yan - hong,Liang Hui- zhi,et al.Current situation and prospect of hot metal pretreatment technology[J].W orld Iron and Steel,2010(6):29 -36.)
[11]張龍強,田乃媛,徐安軍.新建鋼廠鐵水預處理模式的選擇[J].煉鋼,2008,24(1):58-62.
(Zhang Long-qiang,Tian Nai-yuan,Xu An -jun.Selection of hot metal pretreatment mode for new steelmaking plant[J].Steelmaking,2008,24(1):58 -62.)
[12]劉瀏.轉爐煉鋼生產技術的發展[J].中國冶金,2004(2):7-11.
(Liu Liu.Development of converter steelmaking technology[J].China M etallurgy,2004(2):7 -11.)
[13]全國煉鋼信息網.轉爐高效煉鋼技術探討[J].煉鋼信息,2004(8):2-3.
(Countryw ide Information Network of Steelmaking.Discussion on technology of high-efficiency steelmaking by converter[J].Steelmaking Information,2004(8):2 -3.)
[14]王建軍.轉爐煙氣分析動態控制煉鋼技術[J].河南冶金,2004,12(2):2-6.
(W ang Jian-jun.Technology of dynam ic controlling for converter steelmaking by off- gas analysis[J].Henan Metallurgy,2004,12(2):2 -6.)
[15]全國煉鋼信息網.轉爐發展技術簡介[J].煉鋼信息,2004(4):18-20.
(Countryw ide Information Network of Steelmaking.Brief introduction on development of converter technology[J].Steelmaking Information,2004(4):18 -20.)
[16]黃濤,畢淑芝,張萬發.潔凈鋼生產的爐外精煉技術[J].本鋼技術,2009(3):18-22.
(Huang Tao,Bi Shu - zhi,Zhang W an - fa.Secondary refining technique in production of clean steel[J].Bensteel Technology,2009(3):18 -22.)
[17]張海民.濟鋼RH爐外精煉脫氣分析[J].河北冶金,2009(2):34-36.
(Zhang Hai- m in.Analysisof deair in RH out-of-furnace refining[J].HebeiMetallurgy,2009(2):34 - 36.)
[18]蘇天森.爐外處理技術的發展和優化[J].中國冶金,2004(2):4.
(Su Tian-sen.Development and optim ization of out-offurnace treatment[J].China M etallurgy,2004(2):4.)
[19]張鑒.爐外精煉的理論與實踐[M].北京:冶金工業出版社,1993:691-726.
(Zhang Jian.Theory and practice on furnace-outside refining[M].Beijing:Metallurgical Industry Press,1993:691-726.)
[20]蔡開科.連鑄技術發展[J].山東冶金,2004,26(1):1-8.
(Cai Kai-ke.Development of continuous casting technology[J].Shandong Metallurgy,2004,26(1):1 -8.)
[21]戴云閣.連鑄方坯質量及其工藝控制的調查研究[R].攀鋼項目結題報告,2003:30-36.
(Dai Yu-ge.Investigation on quality and process control of continuously cast square billet[R].Report on Conclusion of Pansteel Project,2003:30-36.)
[22]辛平,付風琴.45鋼回歸分析[J].物理測試,1995(6):22-24.
(X in Ping,Fu Feng-qing.Regression analysis of 45 steel[J].Physics Exam ination and Testing,1995(6):22 -24.)
[23]鐘俐蘋.45鋼性能異常原因分析[J].鋼鐵研究,1997(1):31-33.
(Zhong Li - ping.Analysis on reasons of abnormal performance of steel45[J].Research on Iron and Steel,1997(1):31-33.
[24]劉傳博,湯文彬,劉琎.45鋼化學成分與機械性能的統計分析[J].特殊鋼,1995(1):26-28.
(Liu Chuan-bo,TangW en-bin,Liu Jin.Statisticalanalysis of chemical composition and mechanical properties for 0.45C steel[J].Special Steel,1995(1):26 -28.)
[25]李文學,李國成,李忠民,等.45鋼熱處理工藝和化學成分與性能之間關系分析[J].物理測試,1996(5):12-15.
(LiW en- xue,Li Guo -cheng,Li Zhong- m in,et al.Analysisof relationship between propertiesof and heat treatment processand chem ical composition of No.45 steel[J].Physics Examination and Testing,1996(5):12 -15.)
[26]唐恒國,閆小平,楊學書,等.邯鋼一煉鋼廠開發45號鋼實踐[J].煉鋼,2000,16(1):17-19.
(Tang Heng-guo,Yan Xiao-ping,Yang Xue-shu,etal.Practice on development of45 steel in No.1 Steelmaking Plant of Handan Iron &Steel Co.Ltd.[J].Steelmaking,2000,16(1):17 -19.)
[27]閆小平,李玉晨,楊學書.轉爐車間開發45#鋼實踐[J].河北冶金,1999(5):33-35.
(Yan Xiao-ping,Li Yu-cheng,Yang Xue-shu.Development practice on 45#steel in converter workshop[J].HebeiM etallurgy,1999(5):33 -35.)
[28]宋當替,李占斌,李文學,等.轉爐增碳法生產45優質碳素結構鋼實踐[J].山西冶金,2003(1):18-21.
(Song Dang-ti,Li Zhan-bin,LiXue-wen,etal.Practice of BOF-carburization to produce 45 high quality carbon structural steels[J].ShanxiM etallurgy,2003(1):18 - 21.)
[29]裴恒敏,解彥波.45號優質碳素結構鋼的冶煉開發[J].山西冶金,2002(4):13-15.
(Pei Heng- m in,Xie Yan-bo.Smelting and development of 45#carbon constructional quality steel[J].Shanxi Metallurgy,2002(4):13 -15.)
[30]閻黎明,潘孝定,施驥.轉爐冶煉連鑄45#鋼工藝的研究和實踐[J].天津冶金,2000,(增刊):4 -7.
(Yan Li- m ing,Pan Xiao -ding,Shi Ji.Study and practice of process for 45#steel in converter steel- making and continuous casting [J]. Tianjin M etallurgy, 2000,(Supplement):4 -7.)
[31]黃鐵峰,李洪建,劉玉慶,等.轉爐—LF精煉—連鑄45#鋼坯工藝探討[J].山東冶金,1999,21(2):32-35.
(Huang Tie-feng,Li Hong-jian,Liu Yu-qing,et al.An approach to processof converter-LF refining-continuous casting medium carbon Billet[J].Shandong Metallurgy,1999,21(2):32 -35.)
[32]李京軍,夏文勇,阮細保.轉爐冶煉45優質碳素結構鋼的生產實踐[J].江西冶金,2004,24(3):1-3.
(Li Jing-jun,XiaW en-yong,Ruan Xi-bao.Production practice ofmelting No.45 high quality carbon structure steelby converter[J].JiangxiM etallurgy,2004,24(3):1 -3.)
[33]夏頂忠.復吹轉爐冶煉中高碳鋼[J].鞍鋼技術,1996(4):10-13.
(Xia Ding-zhong.Smeltingmedium -high-carbon steel by top - bottom converter[J].Angang Technology,1996(4):10 -13.)
[34]馬玉平.轉爐增碳法連鑄生產45鋼高線工藝的冶煉參數研究[J].鋼鐵,1999,34(1):12-15.
(Ma Yu-ping.Steelmaking parameters of 45 steel w ire rod used for high-speed rolling produced by recarburizaing in ladle and CC[J].Iron and Steel,1999,34(1):12 -15.)
[35]馬玉平.增碳法連鑄生產45鋼高線的連鑄工藝參數研究[J].鋼鐵,1999,34(增刊):15-17.
(Ma Yu-ping.Research on the continuouscasting parameters of 45 steel recarburized in the ladle for w ire rod production[J].Iron and Steel,1999,34(Supplement):15 - 17.)
[36]郝振宇,王天瑤,朱永清,等.小方坯生產Q 195實踐[J].包鋼科技,2003,29(增刊):53-54.
(Hao Zhen-yu,W ang Tian-yao,Zhu Yong-qing,et al.Billets production of Q 195 steel[J].Science and Technology of Baotou Steel(Group) Corporation, 2003, 29(Supplement):53-54,.)
[37]張雪松.改善碳素結構鋼鋼水流動性的研究[J].江蘇冶金,1998(3):3-6.
(Zhang Xue-song.Investigation on improving the fluidity of molten carbon structural steel[J].Jiangsu Metallurgy,1998(3):3 -6.)
Summarizing of development of domestic non-alloy structural steel
LIU Chun - m ing1,ZHOU Chun-lin1,2,GAO Jian-hui2,WANG Jian1,DAIYun-ge1
(1.School of Materialsand Metallurgy,Northeastern University,Shenyang 110819,China;2.Chengde Iron and Steel Group Co.,Ltd,Chengde 067002,China)
This review introduces the development,the sorting and the technical standard of domestic non -alloy structural steel,and the comparison of domestic and overseas technical standard.And it greatly summarizes the progress of production technology and production practice.
non-alloy structural steel;standard;smelting;refining;continuous casting
TG 142.41
A
1671-6620(2011)04-0260-08
2011-09-13.
劉春明 (1961—),男,陜西渭南人,東北大學教授,博士生導師,E-mail:cmliu@mail.neu.edu.cn;周春林(1963—),男,安徽桐城人,承德鋼鐵集團有限公司高級工程師.
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
中國軍轉民(2017年6期)2018-01-31 02:22:28
專用汽車(2016年4期)2016-03-01 04:13:43