斜軋孔型工藝H型鋼初軋過程模擬仿真分析
2011-12-28 06:23:10張思勛王慧玉王中學朱國明劉春明
材料與冶金學報 2011年4期
張思勛,王慧玉,王中學,朱國明,劉春明
(1.東北大學 材料與冶金學院,沈陽 110819;2.萊蕪鋼鐵集團有限公司,山東 萊蕪 271104;3.北京科技大學 材料科學與工程學院,北京 100083)
斜軋孔型工藝H型鋼初軋過程模擬仿真分析
張思勛1,2,王慧玉2,王中學2,朱國明3,劉春明1
(1.東北大學 材料與冶金學院,沈陽 110819;2.萊蕪鋼鐵集團有限公司,山東 萊蕪 271104;3.北京科技大學 材料科學與工程學院,北京 100083)
為優化H型鋼產品孔型工藝,提高孔型設計精度,利用有限元軟件,對100 mm×100 mm規格H型鋼產品的初軋孔型進行軋制過程模擬計算,得到各道次軋件在變形過程中的孔型充滿度、金屬流動性以及應力應變的仿真結果.分析表明:在斜軋孔型初軋過程中,各孔型均未完全充滿,K2、K3、K4孔型的閉口腿內側金屬與軋輥有脫離現象發生.K1、K2孔型的楔子部位應變最大,K3、K4孔型在開口翼緣部位金屬出現內翻現象.
型鋼;斜軋孔型;模擬仿真
斜軋孔型工藝軋制H型鋼產品是目前H型鋼生產中較為獨特的一種生產方式.采用斜軋孔型不僅降低了軋輥的成本,增加重車次數,還使得多種H型鋼規格使用同一類坯料成為可能.斜軋工藝為小規格H型鋼產品的產能最大化提供了工藝基礎.目前對H型鋼孔型工藝的研究主要集中在對稱軋制過程的金屬流動[1~3]、溫度場[4]及萬能軋機的模擬計算分析[5]等方面,對于斜軋工藝生產H型鋼產品則鮮有報道.
由于斜軋工藝是不均勻變形軋制H型鋼,其軋制過程屬于復雜的多維變形,軋件在軋制過程中的細微變化往往成為孔型工藝優化的決定性因素.同時,隨著有限元 (Finite Element Method,簡稱FEM)仿真技術在軋制過程中的廣泛應用,為新產品的工藝優化、型鋼孔型設計、產品組織性能的預測提供了可能,從而很好地縮短了新產品的研發周期,全面提高了產品質量.而模擬仿真計算水平的提高和各類有限元軟件的開發,為軋制工藝的系統化優化創造了條件[6].現階段針對H型鋼的仿真分析主要集中在大中型,由于生產工藝的特點,大中型H型鋼往往采用對稱孔型,仿真過程中進行1/4簡化;而小型斜軋孔型不存在對稱性,仿真分析過程中需要建立全模型.本文以斜軋工藝的初軋孔型為研究基點,對初軋過程前四道次的軋制過程進行系統分析,以期獲得軋件在初軋過程中的變形規律與受力分析,為孔型工藝與成品尺寸的精準化確定提供參考依據.
1 有限元模型建立
圖1為斜軋工藝軋制H型鋼的初軋四道次孔型.由于采取的是三輥開坯的往復軋制模式,其軋輥輥徑均為Φ800 mm.利用三維CAD軟件對孔型數據進行處理,建立各孔型的三維圖,通過有限元分析軟件對各道次的軋件、軋輥進行網格劃分,建立起各軋制道次的有限元模型.

圖1 斜軋孔型圖Fig.1 Draw ing of skew rolling pass
2 計算方法與條件設定
2.1 模型重建方法
為使得計算模擬結果的高度仿真,計算過程采用的是全模型建模.物理時間求解設定:(1)滿足軋件可全拋出;(2)間隙空冷數值模擬物理時間為10 s.
由于軋制道次多,網格畸變大,采用中間道次網格重建的方法:直接提取穩定軋制階段斷面網格節點坐標,替換初始網格的斷面坐標,建立新模型,模型重建方法如圖2所示[7].提取箱型孔軋后軋件斷面輪廓線,重新建立幾何模型,在網格可能出現畸變較大的地方細劃網格,對阻尼進行剛度加權,啟動小穿透檢查[8,9].同時,由于軋輥和軋件界面上的接觸應力很高,采用恒剪切摩擦模型更能提高計算的精度,計算中的恒剪切摩擦因子 m 設定為 0.35[10].
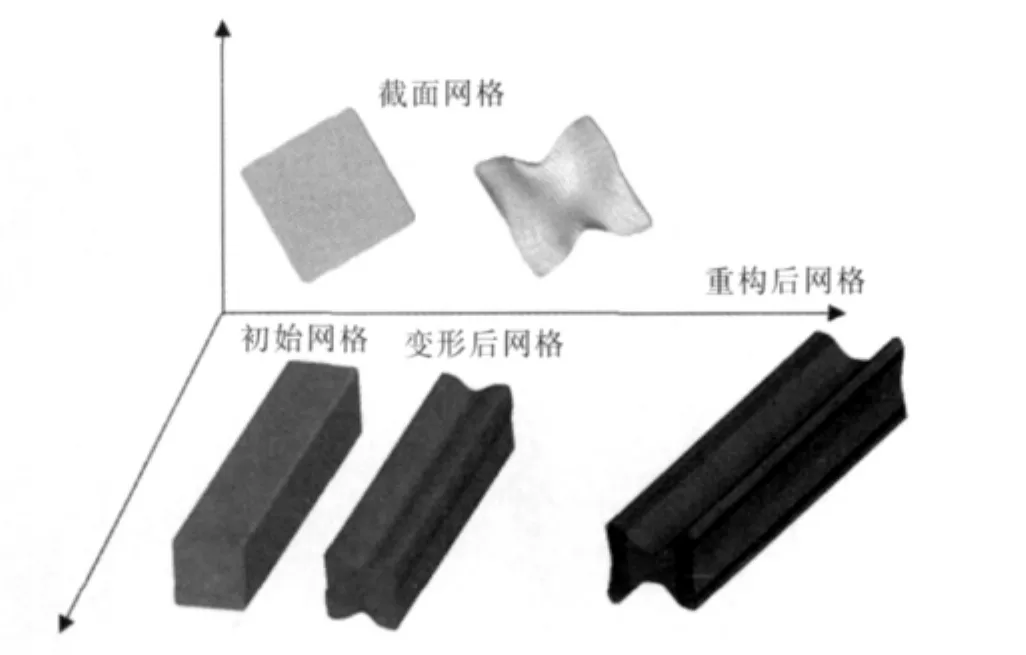
圖2 模型重建方法圖Fig.2 Plan for reestablishment ofmodel
2.2 軋制過程模擬分析計算方法
仿真分析過程中,假設軋輥為剛性輥,提取軋輥的表面層進行網格劃分.模擬過程中,軋輥采用剛性輥,軋件采用理想彈塑性材料,采用庫侖摩擦[10].所用到的其他基本參數如表1所示.

表1 仿真參數Table 1 Emulation parameter
采用自動搜索面對面接觸,并定義了軋件與軋輥間的接觸對.靜摩擦系數設為0.35,動摩擦系數設為 0.32[11].
3 仿真結果分析
3.1 孔型充滿度
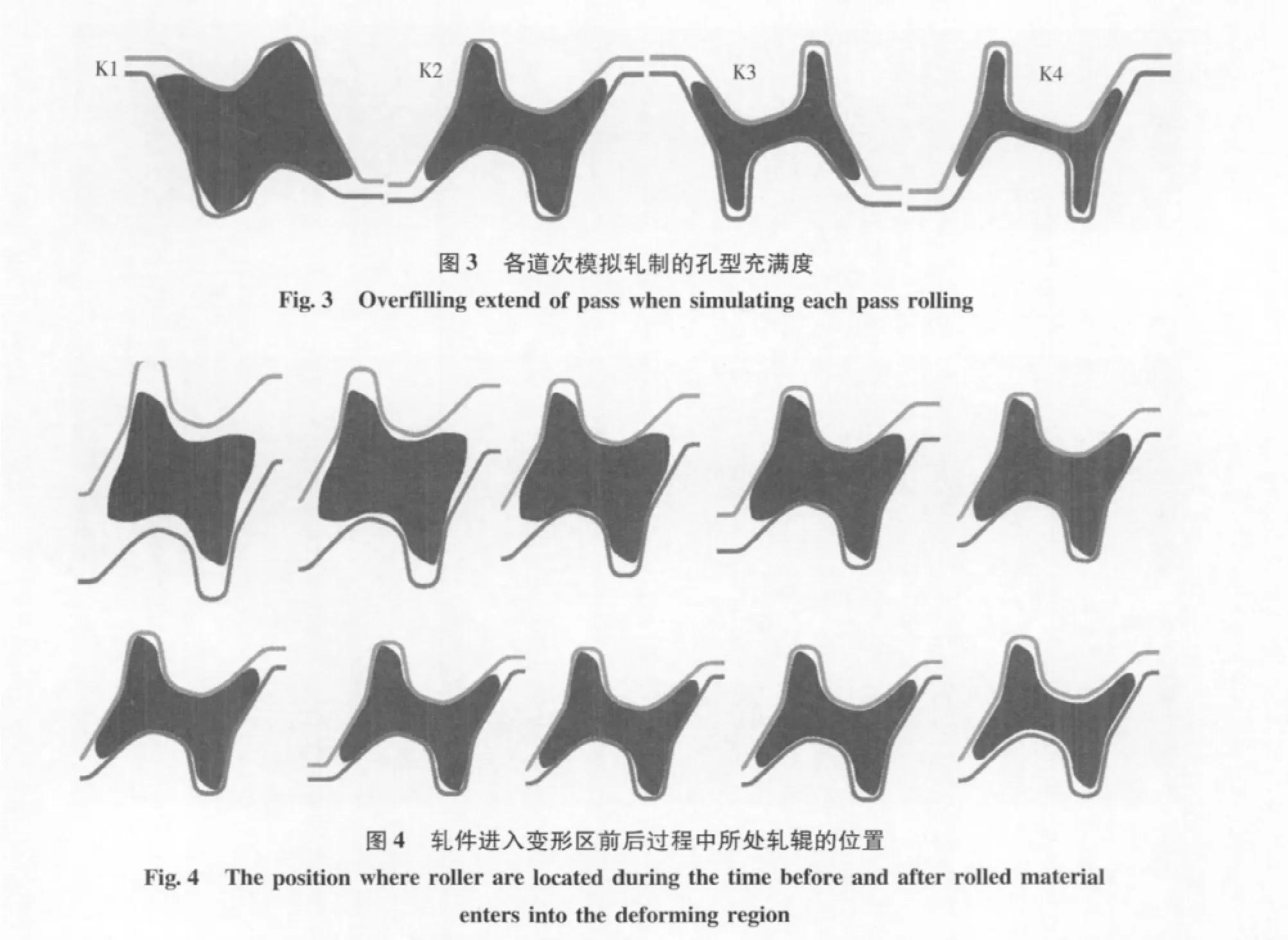
對初軋各道次穩定軋制階段的孔型與軋件截圖,獲得各道次軋件的充滿度情況如圖3所示.可知,各個孔型在軋制過程中軋件均未完全充滿.同時,在K2、K3、K4三道次充滿程度可看出,閉口腿內側金屬未受到軋輥的壓延,軋件與軋輥有脫離現象發生.
以K2孔型為例對脫離現象進行分析:提取軋件在進入K2孔型變形區前后與軋輥逐漸接觸與脫離的過程,如圖4所示.可以看出,在K2孔型軋制的過程中,首先產生接觸的部位為閉口翼緣外側,然后是閉口翼緣內側與開口翼緣內側,開口翼緣外側;而且整個變形區內部,開、閉口翼緣均未完全充滿.特別是后半部變形區的閉口翼緣內側將會在變形區內部就發生脫離.
3.2 軋件的等效應變場
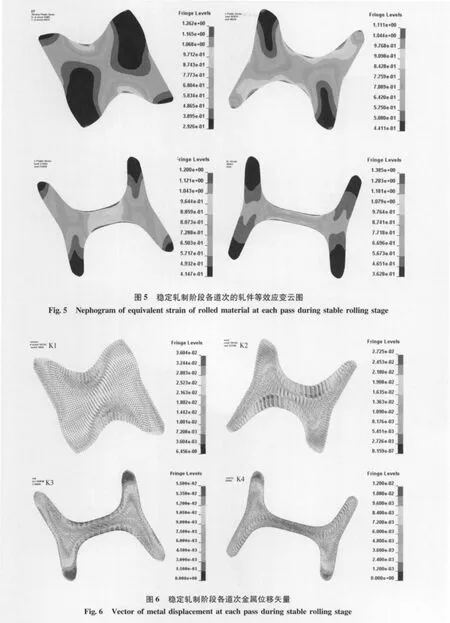
圖5是各道次穩定軋制階段提取的軋件等效應變云圖.在K1孔型軋制過程中,由于受斜軋孔型形狀的影響,靠近開口翼緣內側金屬和靠近軋槽楔子部位金屬受壓縮,強迫變形較大,導致楔子處金屬應變最大.從軋件在該孔型所受的等效應變分析,K1部位的楔子主要作用是對坯料金屬進行切分并形成腹板的雛形.
K2孔型軋制過程變形量最大,原來K1開口翼緣成為K2的閉口翼緣,應變較小.而前道次楔子部位和開口腿內側接觸部位金屬的應變較大,促進了腿部形狀的生成;在K3、K4軋制過程中,相對于K1、K2有所不同,軋件應變主要集中在腹板部位,開、閉口翼緣部位的金屬應變相對于K1、K2兩個孔型要更加均勻且有所減小.隨著道次的增加,楔子部分逐漸平緩,對金屬主要起到壓縮延伸的作用.
就初軋過程而言,無論是閉口腿還是開口腿,在軋制過程中,腿尖部位金屬所產生的應變都很小,這也證明了各個孔型金屬沒有完全充滿的事實.閉口腿金屬的應變不大,主要是由于該位置金屬是被迫寬展,并未受到軋輥大的壓延作用;這也證明了閉口腿內側金屬與軋輥存在脫離現象的真實性.
3.3 金屬位移矢量的流動特點
圖6是各道次穩定軋制階段斷面節點的金屬位移矢量在X-Y方向的分布情況.對K1孔型而言,腹板部位金屬受軋輥楔子強迫變形,在被壓縮的同時向兩側翼緣流動,另外,開口與閉口翼緣部位金屬流動方向不同,開口處翼緣金屬向翼緣端部流動,使得開口翼緣增高,而閉口翼緣處金屬流動方向相反.由于腹板部位的金屬受孔型楔子的影響壓縮更大,這樣一來兩者共同作用形成閉口翼緣.這也是開口翼緣的高度明顯高于閉口翼緣的主要原因.
對K2來說,在K1孔型作為閉口翼緣部位的金屬,在K2成為開口翼緣后,金屬流動無論在腹板寬度方面還是翼緣高度方面均產生流動.在X方向,K1開口翼緣部位外側金屬在進入K2成為閉口翼緣后,受到孔型側壁作用,金屬向內側流動,而內側金屬受到孔型楔子的作用強迫寬展向外側流動.在Y方向,閉口翼緣金屬向翼緣高度負方向流動.這就在斜軋孔型變形區內部斷面金屬的流動形成“零位移線”,即金屬在此位置的實際位移為零.
同樣,分析K3、K4軋制過程中的矢量圖均會發現:腿腰連接部位的金屬向腹板寬展方向流動.當到達與孔型側壁接觸的表面時受到限制停止流動;閉口翼緣部位的金屬內收較開口翼緣部位的強烈;閉口翼緣部位的金屬向腿高負方向流動,而開口翼緣部位的金屬流動方向則相反,位移量較小.結合XY平面內部的位移矢量圖可以看出,K3、K4孔型在開口翼緣部位的金屬出現內翻的現象.
4 結論
運用顯式有限元分析軟件,對100 mm×100 mm規格H型鋼產品的初軋前四道次進行了初軋過程模擬仿真計算,對各道次穩定軋制階段的孔型充滿程度、變形區內部金屬的應力應變、金屬位移矢量的流動規律進行了分析,獲得了斜軋孔型初軋過程軋件的變形特點:
(1)各道次孔型金屬均未完全充滿.閉口腿內側金屬未受到軋輥的壓延,閉口腿內側均出現軋件與軋輥脫離的現象.
(2)K1、K2孔型的楔子部位應變最大,K3、K4軋件應變主要集中在腹板部位.在軋制過程中,腿尖部位金屬所產生的應變很小.
(3)K1孔型腹板部位金屬受軋輥楔子強迫變形,在被壓縮同時向兩側翼緣流動;K2孔型在Y方向變形區內部斷面金屬的流動形成“零位移線”;K3、K4孔型在開口翼緣部位金屬出現內翻現象.
對H型鋼生產工藝進行軋制過程的模擬仿真分析,在獲得各道次的軋制工藝數據的模擬分析結果的同時,對該規格產品的孔型工藝優化提供有參考價值的信息數據,還對斜軋工藝其他類型產品的軋制過程控制具有借鑒意義.
[1] Xu X D,Wang B X ,Liu X H,et al.Numerical simulation on H - beam rolling force[J].Iron Steel,2005,45(7):56.
[2] Duan M N,Zang Y,Ma G T,etal.The FEM modelof H -beam rolling and its application [J].Iron Steel,2006,46(11):42.
[3] Gao Y, Zang Y.Finite element simulation of section deflection during H -beam roller straightening[J].JUniv Sci Technol Beijing,2006,28(12):1157.
[4]朱國明,康永林,陳偉,等.H型鋼多道次可逆開坯軋制過程的三維熱力耦合仿真分析[J].中國機械工程,2007,18(14):1747-1751.
(Zhu Guom ing,Kang Yonglin,Chen W ei,et al.Thermal mechanically coupled 3D finite element analysis in multi-pass reversing breakdown rolling of H -beam [J].China Mechanical Engineering,2007,18(14):1747 -1751.)
[5]朱國明.大型H型鋼軋制過程數值模擬及組織性能研究[D].北京:北京科技大學,2009.1.
(Zhu Guo-m ing.Numerical simulation of rolling process of large scale H-beam steel and study on itsm icrostructure and properties[D].Beijing:University of Science and Technology Beijing,2009.1.)
[6] Komori K,Koumura K.Simulation of deformation and temperature in muli-pass H -shape rolling[J].Journal of M aterials Processing Technology,2000,105:24-31.
[7] Zhu Guoming, Kang Yonglin, Chen W ei.3D thermal mechanical coupled elasto-plastic finite element analysis in the whole rolling process of H -beam [J].Materials Science Forum,2008,575:532-538.
[8] Esa Ervasti,U lf Stahlberg.Behaviour of longitudinal surface cracks in the hot rolling of steel slabs[J].Journal of Materials Processing Technology,1999,94:141-450.
[9] Esa Ervasti, U lf Stahlberg. Transversal cracks and their behaviour in the hot rolling of steel slabs[J].Journal of M aterials Processing Technology,2000,101:312-321.
[10]朱國明,康永林,陳偉,等.H型鋼空冷過程中殘余熱應力的有限元分析[J].機械工程材料,2008,32(4):77-80.
(Zhu Guo - m ing,Kang Yong - lin,Chen W ei,et al.Thermalmechanical coupled finite element analysis of thermal residual stress in H -beam’s air cooling[J].M aterials for Mechanical Engineering,2008,32(4):77 -80.)
[11] Zhu Guom ing,Lv Chao,Kang Yonglin.Three dimensional prediction of m icrostructure evolution and mechanical properties of hot strips[J].Advanced Materials Research,2011,291-294:455-464.
Analysis on simulation and emulation of roughing process during rolling H section steel by skew rolling pass process
ZHANG Si-xun1,2,WANG Hui-yu2,WANG Zhong-xue2,ZHU Guo-m ing3,LIU Chun-m ing1
(1.School of M aterials and Metallurgy,Northeastern University,Shenyang 110819,China;2.Laiwu Iron &Steel Co.Ltd.,Laiwu 271104,China;3.School of Materials Science and Engineering,Beijing University of Science and Technology,Beijing 100083,China)
The simulative computation on the rolling process of roughing pass of 100 mm×100 mm type H section steelwas carried out by using the finite elementmodel software in order to optim ize the passprocessof H section steel product and increase the precision of pass design,and the emulational results on the overfilling extend of pass,flowability of metal and stress-strain during each pass deform ing of rolled piece were obtained by the simulative computation.Itwas shown by analysis that each passwas not filled w ith during skew rolling pass roughing and the disengagement ofmetalw ith roller in inner side of closed flange of K2,K3 and K4 passes occurred.The stain at the wedge of K1 and K2 passeswas largest and the internal turning ofmetal occurred at the live flange of K3 and K4.
section steel;skew rolling pass;simulation and emulation
TG 335.6
A
1671-6620(2011)04-0296-05
2011-09-13.
張思勛 (1973—),男,山東臨朐人,工程師;劉春明 (1961—),男,陜西渭南人,東北大學教授,博士生導師,cmliu@mail.neu.edu.cn.