Al-12.7Si-0.7Mg合金脈沖 MIG焊接頭組織與性能
2011-12-28 06:23:10何長樹張朝威
材料與冶金學報 2011年4期
何長樹,王 東,張朝威,趙 剛,趙 驤,左 良
(1.東北大學 材料各向異性與織構教育部重點實驗室,沈陽 110819;2.中國科學院 金屬研究所,沈陽 110016)
Al-12.7Si-0.7Mg合金脈沖 MIG焊接頭組織與性能
何長樹1,王 東1,張朝威2,趙 剛1,趙 驤1,左 良1
(1.東北大學 材料各向異性與織構教育部重點實驗室,沈陽 110819;2.中國科學院 金屬研究所,沈陽 110016)
采用進口ER4047作為填充焊絲對Al-12.7Si-0.7Mg合金熱擠壓板材實施脈沖MIG直縫對焊.利用金相觀察、顯微硬度測定及拉伸性能測試等方法研究了焊接接頭的顯微組織與力學性能.結果表明:利用優化的焊接工藝參數,獲得了外觀和內部質量良好的焊縫,焊接接頭平均抗拉強度為180 MPa,達到基材的98%.
Al-12.7Si-0.7Mg合金;脈沖MIG焊;焊接接頭;顯微組織;力學性能
鑄造鋁硅合金具有低密度、高耐磨性、高抗腐蝕性和低熱膨脹系數等優良的綜合性能,廣泛應用于發動機、車輛工業、航空航天等領域[1~3].眾所周知,隨硅含量增加(特別是共晶或過共晶鋁硅合金),硅顆粒尺寸變大,變形時由于脆性共晶硅和初生硅相易于斷裂導致合金塑性惡化[4~5],因此,高硅含量鋁硅合金一般不宜作為變形合金使用.最近,東北大學開發出在不添加任何變質劑條件下改善半連續鑄造鋁硅合金凝固組織、細化共晶相及初生硅相的新技術,并獲得了國家發明專利[6].目前,采用這種新技術已成功制備了具有良好塑性和高強度的不同硅含量的高硅含鎂變形鋁合金材料.以所制備 Al-12.7Si-0.7Mg擠壓型材為例,其擠壓態的屈服強度、抗拉強度及延伸率優于當前廣泛應用的6063合金T4狀態的相應力學性能,其T6狀態的延伸率與6063合金T6狀態相當,屈服強度和抗拉強度則分別可以提高100 MPa以上[7].隨著焊接技術的發展,越來越多的特種焊接方法如激光焊、攪拌摩擦焊、電子束焊和電阻焊等逐漸成功地應用到鋁合金焊接中.然而,考慮到生產成本、效率和工藝水平等綜合因素,惰性氣體保護焊(TIG或MIG)以其成熟穩定的技術、良好的焊縫質量、廣泛的工藝適用性和易于實現自動化等特點,依然是應用最廣泛的鋁及鋁合金焊接方法[8].本研究對采用通用ER4047焊絲的 Al-12.7Si-0.7Mg合金脈沖 MIG 焊接頭的組織和力學性能進行了初步評價,對這種含鎂高硅變形鋁合金的推廣應用具有重要的實際意義.
1 實驗材料及方法
1.1 實驗材料
在3.2 mm 厚 Al-12.7Si-0.7Mg 鋁合金熱擠壓型材上切取尺寸為300 mm×60 mm×3.2 mm的焊接試板(試板長度方向平行于熱擠出方向).焊絲采用Ф1.2 mm進口ER4047.基材及焊絲的主要化學成分見表1.
1.2 試板焊接
用丙酮清潔試板表面的油污并用打磨工具清除其表面氧化膜[9].采用配有獨立自動送絲機的TPS5000全數字化逆變多功能焊機對試板實施自動直縫對焊,試板不開坡口,單面焊雙面成形.通過焊接電流、電弧電壓、焊接速度、氣體流量等因素對焊接過程與焊縫質量影響的實驗研究,獲得了優化焊接工藝參數,如表2所示.
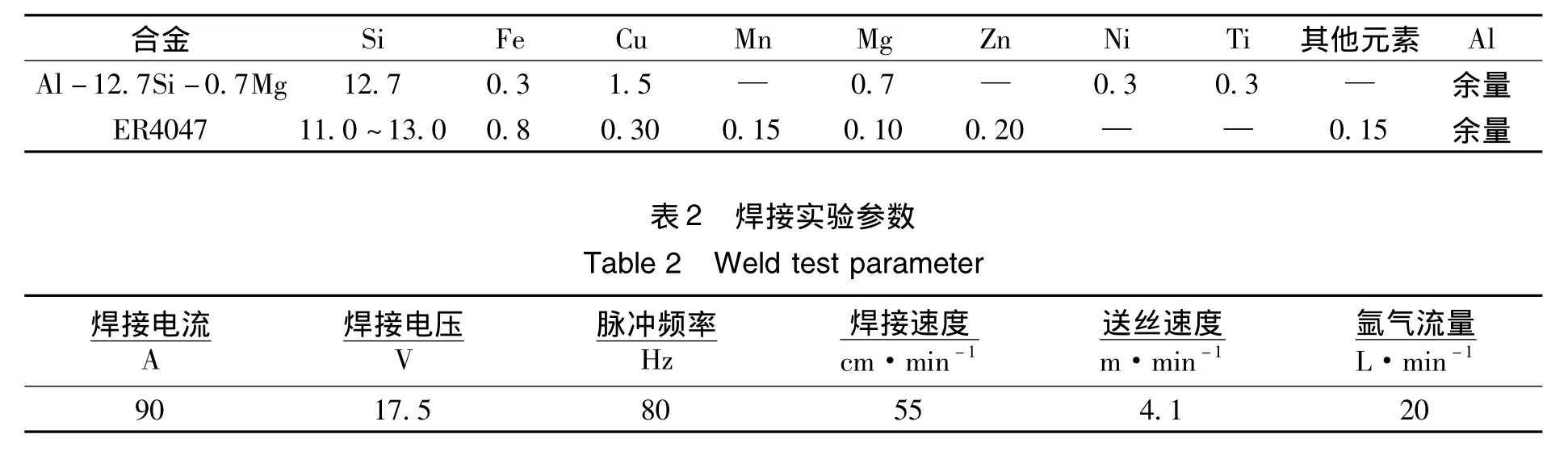
表1 基材與焊絲的化學成分(質量分數)Table 1 Chem ical composition of fillermetals and base metal(mass fraction) %
1.3 焊接接頭組織觀察與力學性能測試
沿焊縫的橫向取試樣.在焊接接頭垂直焊縫的斷面上進行金相觀察和顯微硬度測定.利用OLYMPUS金相顯微鏡觀察基材和焊接接頭各區的微觀組織.采用Wilson-Wolpert401 MVD維氏顯微硬度計從焊縫中心向基材方向逐點測定各區顯微硬度(載荷25 g,加載時間10 s).按照ASTM E 8M-04標準加工無余高拉伸試樣,在SANS微機控制電子萬能試驗機上進行拉伸性能測試(拉伸速率1 mm/min).
2 結果及討論
由圖1可見,使用ER4047焊絲在優化的工藝條件下(如表2)焊接,獲得了表面均勻、光亮并成形良好且有一定余高的焊縫.焊縫表面未發現明顯的氣孔、夾雜、裂紋等缺陷.
2.1 焊接接頭顯微組織
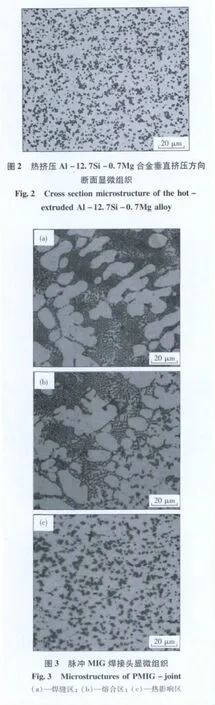
圖2 為熱擠壓態 Al-12.7Si-0.7Mg合金板垂直擠壓方向的斷面顯微組織.從圖2中可見,細小Si顆粒以及第二相顆粒彌散分布于白色α-Al固溶體基體上.
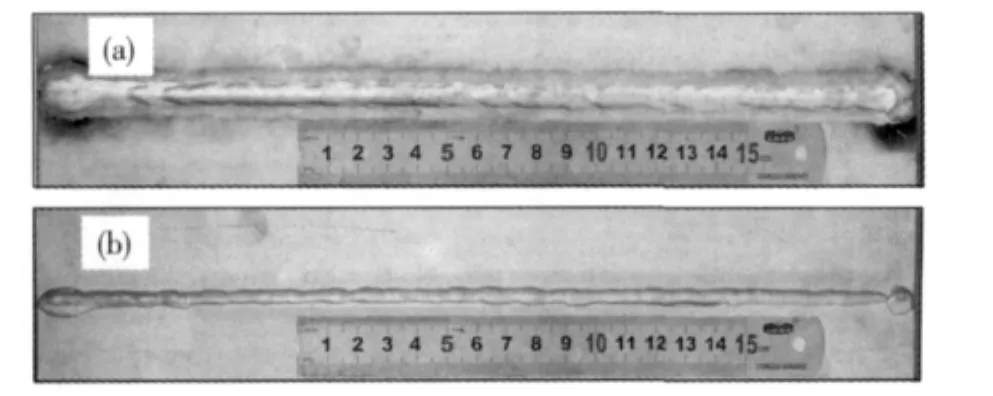
圖1 焊縫正背面形貌Fig.1 Macro photo of both sides of the welding plate(a)—焊縫正面;(b)—焊縫背面
焊接接頭主要由焊縫區、熔合區和熱影響區組成.圖3為脈沖MIG焊接頭各區的顯微組織.可見,焊縫區(WZ)組織主要由亮白色α-Al枝晶及黑色的Al-Si共晶相組成.熔合區冶金結合良好,熔合區(FZ)是填充金屬與基體金屬形成的一種交混合金,熔池金屬以熔合區附近的基材晶粒作為現成表面,從靠近熔合線處以聯生方式長大[9](圖3(b)).與基材相比(圖 2),焊接接頭熱影響區(HAZ)內的硅顆粒明顯粗化,分布較稀疏,靠近熔合區一側的硅顆粒粗化更加明顯(圖3(c)),這表明熱影響區內硅顆粒在焊接熱過程中受熱發生明顯聚集長大,越靠近熔合區,溫度越高,粗化現象越明顯.
2.2 焊接接頭力學性能
2.2.1 焊接接頭各區的顯微硬度分布
Al-12.7Si-0.7Mg合金板脈沖 MIG 焊接頭不同區域顯微硬度分布見圖4.可見,顯微硬度值在焊縫區(WZ)達到最高,在熔合區(FZ)急劇下降,在熱影響區(HAZ)達到最低并形成變化平緩臺階.
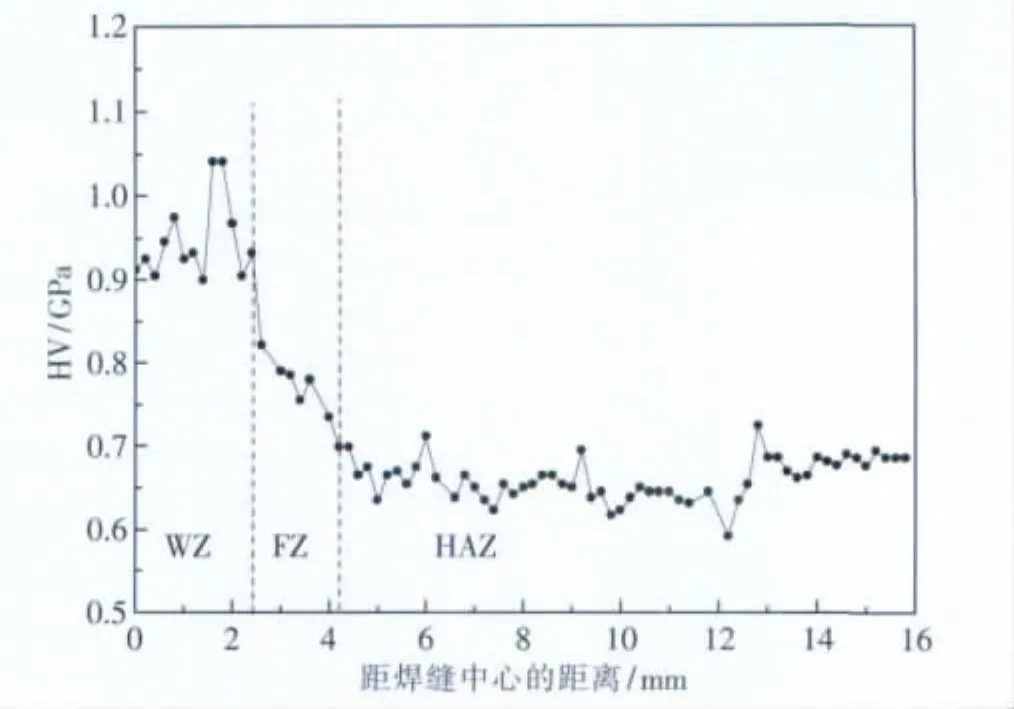
圖4 Al-12.7Si-0.7Mg合金板脈沖MIG焊接頭顯微硬度分布Fig.4 M icrohardness distribution of PMIG-joint for Al-12.7Si-0.7Mg alloy plates
2.2.2 焊接接頭的拉伸力學性能
焊接接頭及基材的力學性能測試結果如表3所示.焊接接頭的抗拉強度低于基材的抗拉強度.焊接接頭拉伸試樣的斷裂位置均位于熱影響區.焊接接頭平均抗拉強度為180 MPa,達到基材平均抗拉強度的98%.
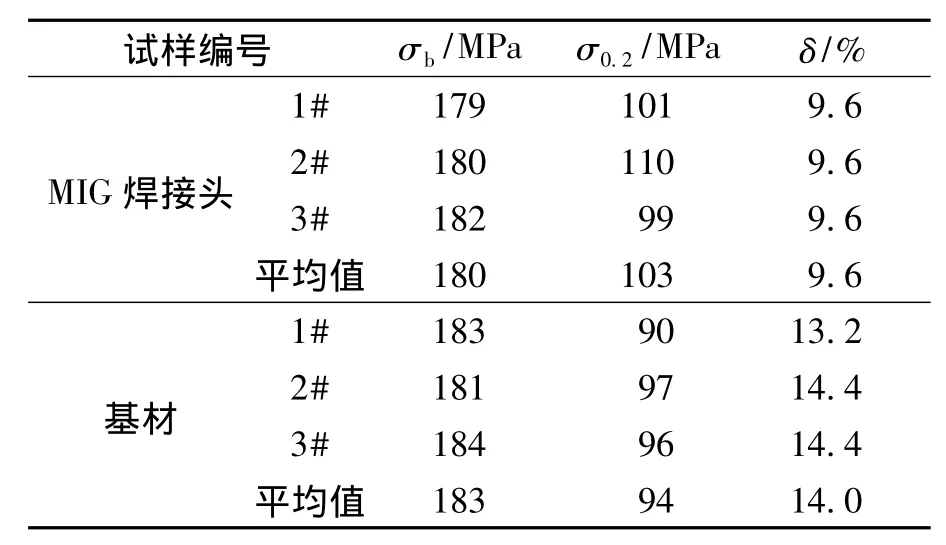
表3 焊接接頭及基材的拉伸力學性能Table 3 Tensile properties o f the welded joint and base material
3 結論
(1)焊接接頭的焊縫區(WZ)主要由α-Al枝晶及共晶組織組成.熔合區(FZ)是焊絲與基體金屬形成的一種交混合金.熱影響區(HAZ)內的Si顆粒有明顯長大趨勢,越靠近熔合區,Si顆粒粗化越明顯.
(2)焊接接頭平均抗拉強度為180 MPa,達到基材平均抗拉強度的98%.拉伸斷裂處位于焊接接頭的熱影響區,該區對應于焊接接頭硬度值最低區域.
[1] Matsuura K,Kudoh M,Kinoshita H,et al.Precipitation of Si particles in a super-rapidly solidified Al–Sihypereutectic alloy[J].Materials Chem istry and Physics,2003,81(2 - 3):393–395.
[2] X iu Z Y,Chen G Q,W ang X F,et al.M icrostructure and performance of Al-Si alloy w ith high Si content by high temperature diffusion treatment[J].Transactions of Nonferrous Metals Society of China,2010,20(11):2134 -2138.
[3] Gupta M,Ling S.M icrostructure and mechanical properties of hypo/hyper-eutectic Al-Si alloys synthesized using a nearnet shape form ing technique[J].Journal of Alloys and Compounds,1999,287(1-2):284-294.
[4] Sano H.Spray formed alum inum alloy finds engine role[J].M etal Pow der Report,1994,49(1):26 -31.
[5] He K Z,Yu F X,Zhao D Z,et al.Effect of phosphorus modification on them icrostructure and mechanical properties of DC cast Al-17.5Si- 4.5Cu -1Zn -0.7Mg -0.5Ni alloy[J].Transactionsof The Indian Institute of Metals,2009,62(4-5):367-371.
[6] Zuo L,Yu F X,Zhao G,et al.A structuralmaterial part of a high-SiMg-containing Alalloy and themanufacturemethod:China,WO/2009/003365[P].2009 -01 -08.
[7] Liu F,Yu F X,Zhao D Z,et al.M icrostructure and mechanical properties of an Al– 12.7Si– 0.7Mg alloy processed by extrusion and heat treatment[J].MaterialsScience and Engineering A,2011,528(10-11):3786–3790.
[8]趙征,蘇生華,楊靖.5A06鋁合金M IG焊接工藝研究[J].電焊機,2011,41(1):70-72.
(Zhao Zheng,Su Sheng - hua,Yang Jing.Study on M IG welding process of 5A06 alum inum alloy[J].Electric W elding Machine,2011,41(1):70 -72.)
[9]田福泉,付高峰,周傳良,等.高速列車車廂用的鋁合金板焊接接頭的組織與性能[J].東北大學學報:自然科學版,2006,27(1):49-52.
(Tian Fu-quan,Fu Gao-feng,Zhou Chuan-liang,et al.M icrostructure and properties of welded joints on Al-alloy sheets for high - speed train carriges[J].Journal of Northeastern University:Natural Science,2006,27(1):49-52.)
M icrostructure and mechanical properties of Al-12.7Si-0.7M g alloy joints welded by PM IG welding
HE Chang-shu1,WANG Dong1,ZHANG Chao-wei2,ZHAO Gang1,ZHAO Xiang1,ZUO Liang1
(1.Key Laboratory of Anisotropy and Texture of Materials,M inistry of Education,Northeastern University,Shenyang 110819,China;2.Institute of Metal Research,Chinese Academy of Sciences,Shenyang 110016,China)
Hot extruded Al- 12.7Si- 0.7M g alloy plates were welded by pulsed metal inert gas(PM IG)welding method using imported ER4047 welding w ire.The m icrostructures and mechanical properties of welded joint were studied by opticalm icroscopy,m icrohardness test and tensile testmethods.The resultsshow thatweld bead w ith good appearance and internalquality was obtained under the optim ized welding parameters.The average tensile strength of the jointwelded is180 MPa,reached 98%of the basematerial.
Al-12.7Si-0.7Mg alloy;PM IG welding;welded joint;m icrostructure;mechanical property
TG 457.14
A
1671-6620(2011)04-0292-04
2011-09-19.
國家科技支撐計劃項目 (節約型高硅變形鋁硅合金生產工藝開發與示范,2009BAE80B01);國家科技支撐計劃項目 (高速列車關鍵材料及部件可靠性,2009BAG12A07-B02);國家863計劃項目 (高速列車結構件用鋁合金材料研制,2008AA030701);長江學者和創新團隊發展計劃項目 (IRT0713).
何長樹 (1970—),男,遼寧沈陽人,東北大學副教授,E-mail:changshuhe@mail.neu.edu.cn;左良 (1963—),男,安徽懷寧人,東北大學教授,博士生導師.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53