大型錐形筒體的鍛造
2012-01-16 03:39:42胡朝備馬明方張國剛
上海電機學院學報 2012年2期
孫 峰, 胡朝備, 馬明方, 張國剛
(上海重型機器廠有限公司,上海 200245)
大型錐形筒體的鍛造
孫 峰, 胡朝備, 馬明方, 張國剛
(上海重型機器廠有限公司,上海 200245)
根據錐形筒體的結構特點,分析了坯料外形結構與實際預制坯料的形狀,使用有限元分析軟件MARC模擬了錐形筒體成形過程,分析了其金屬流動的規(guī)律。在實際鍛造中使用階梯狀外形結構坯料成功鍛造出了超大型錐形筒體。
錐形筒體;有限元;階梯坯料
核電的蒸汽發(fā)生器設備中連接上、下筒體與封頭之間的過渡件是一段上、下直徑不同、壁厚相同的錐形筒體。采用直接鍛出錐形的方法可節(jié)約50%以上材料,并縮短生產周期,提高設備結構可靠性,但是由于錐形筒體材料特殊、尺寸很大,直接鍛出錐形較為困難[1-2]。在我國,鍛造這種錐形筒體用過4種方法[3-4]:① 先鍛壓成厚壁直筒體,再加工出錐形的工藝方法。該方法材料浪費大、加工工時多,且生產周期長。② 先鍛壓2段環(huán)形毛坯,焊接在一起后機械加工成錐形。該方法對材料等浪費仍很大,同時增加了一條環(huán)焊縫,降低了設備可靠性。③ 工藝流程為開坯下料→鐓粗、沖孔→擴孔、平整→芯棒拔長錐形坯→平頭鐓粗→擴孔完工。該鍛造方法拔長了錐形坯料,不易控制錐形坯料尺寸,對鍛件成形不利。同時,在芯棒拔錐形坯料工序后增加了平頭鐓粗工序,極易造成錐形坯料內孔變形和外圓出現鼓肚,破壞其錐形坯料的初始拔長效果,影響鍛件的最終成形尺寸,鋼錠利用率也較低。④ 坯料鐓粗后,在一端邊旋轉邊吹氧氣割制成錐形坯料。該剝邊制坯工藝不可靠,坯料粗糙時還要增加平整、拔長等工序。
基于此,本文根據錐形筒體上、下直徑不同、壁厚相同的結構特點,分析了坯料外形結構與實際預制坯料的形狀,決定采用“拔長下料→鐓粗、沖孔→芯棒拔長→制取擴孔前的坯料→擴孔完工”的鍛造工序,并使用有限元分析軟件MARC模擬了錐形筒體成形過程,分析了其金屬流動規(guī)律。在實際鍛造中使用了該鍛造工序,成功鍛造出了超大型錐形筒體。
1 鍛造原理分析
1.1 坯料外形結構分析
如圖1所示,設鍛件小端外圓半徑為R1,大端外圓半徑為R2,高度為H,壁厚為a,則成品鍛件的外形輪廓可看作是直線繞Y軸旋轉1周圍成的回轉體,回轉半徑為r。
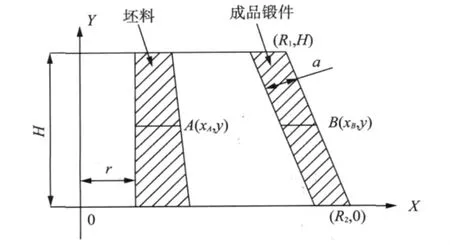
圖1 坯料外形結構分析圖Fig.1 Diagram of blank structure analysis
若擴孔前后的高度變化忽略不計,于是可以得出成品鍛件在某一高度B處的圓周截面積[5-6]為

這與坯料在同一高度A處的圓周截面積相同[4]:

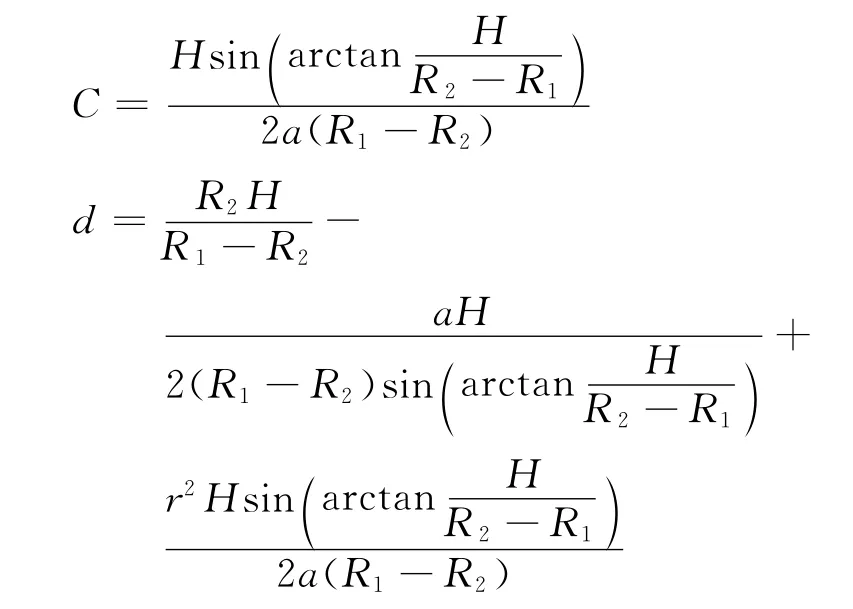
從而可得出坯料外圓的曲線方程為

式中,
很顯然,坯料的外圓輪廓應是由一段二次拋物線繞Y軸旋轉1周而圍成的回轉體。這種回轉體的拋物線輪廓結構在實際操作上難以實現,必須尋求相對合理的坯料外形結構[7]。
1.2 實際預制坯料形狀分析
回轉體拋物線輪廓可看作是由無限個臺階型輪廓組合而成的,如圖2所示。在實際操作中,可以考慮用階梯狀外形結構坯料代替拋物線輪廓坯料[8]。這種階梯坯料在擴孔初期,先是坯料的大徑部分與砧子接觸,使這部分金屬沿圓周方向強烈延伸,當大端擴到一定程度時,再擴小端,隨著擴孔的繼續(xù),坯料與砧子的接觸范圍將逐漸加大,錐度逐漸形成,并隨壁厚的不斷減薄而逐漸增大。當馬杠、砧子同坯料在整個坯料長度上相接觸時,鍛件可達到成品尺寸和形狀,從而鍛制出錐形筒體。
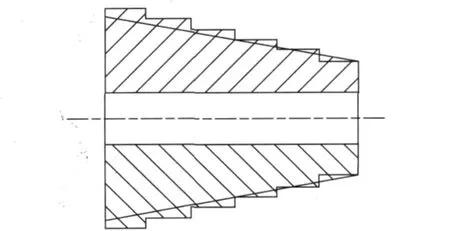
圖2 拋物線輪廓的簡化Fig.2 Simplification of parabolic contour
2 金屬流向的有限元分析
為研究錐形筒體鍛造的特點及其金屬變形的規(guī)律,以更好地確定錐形筒體鍛造工藝,本文運用有限元分析軟件MARC對錐形筒體成形過程進行了模擬[9],初步分析了其金屬流動規(guī)律。
2.1 有限元模型的建立
階梯形坯料的尺寸如下:大圓外徑為965mm;二圓外徑為910mm;小圓外徑為855mm;內徑為570mm;長度分為3段,每段為255mm,臺階圓角半徑為30mm。
由于模擬整個擴孔過程計算分析量過大,本文僅分析了該坯料大圓擴孔過程,初步研究其金屬流動的方向及對鍛件成形的影響。有限元模型如圖3所示。材料模型為剛塑性等向強化模型,屈服應力σs=80MPa,泊松比μ=0.3,摩擦系數f=0.5。
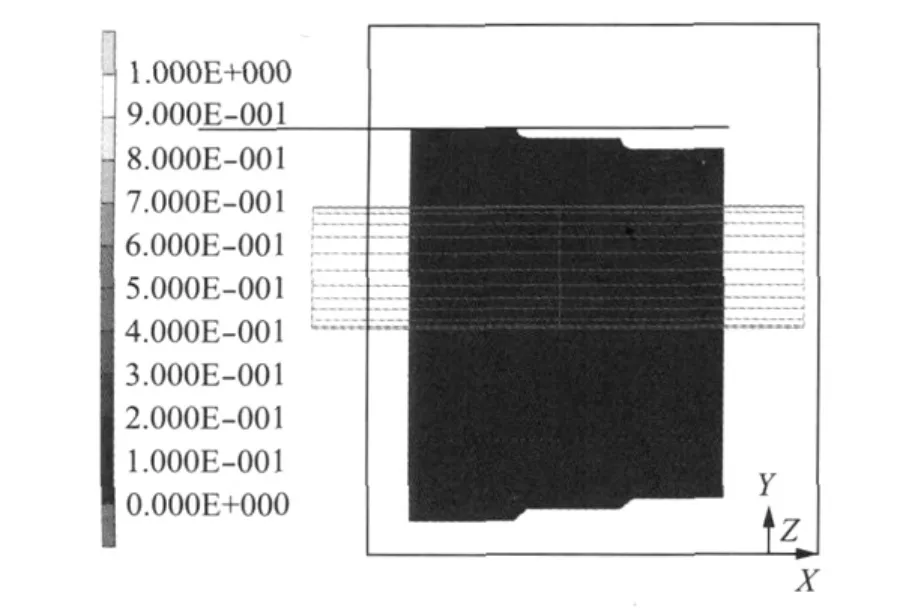
圖3 有限元計算模型Fig.3 Model of finite element calculation
2.2 有限元模擬結果及分析
對坯料大圓進行模擬擴孔的有限元分析計算中,壓下量分別為25、30、35mm。圖4為壓下25、30、35mm時的位移矢量場。
由MARC分析結果可以看出:
(1)金屬的位移均不是單方面進行的。當大圓受到壓力,金屬發(fā)生位移時,在坯料的二圓、小圓上的金屬受到大圓金屬流動時的力的作用,也發(fā)生了不同程度的金屬流動。
(2)階梯坯料沒有發(fā)生金屬折疊現象。
(3)金屬流動是均勻的,即大圓發(fā)生金屬變形時,其他部位也相應地發(fā)生金屬變形,且在變形過程中,逐步消除了階梯臺階。
(4)大圓、二圓及小圓上的金屬受到金屬流動時力的作用,外圓逐漸形成統(tǒng)一的母線,且根據最小阻力定律及體積不變定律的原理,階梯坯料的外形向錐形發(fā)展。
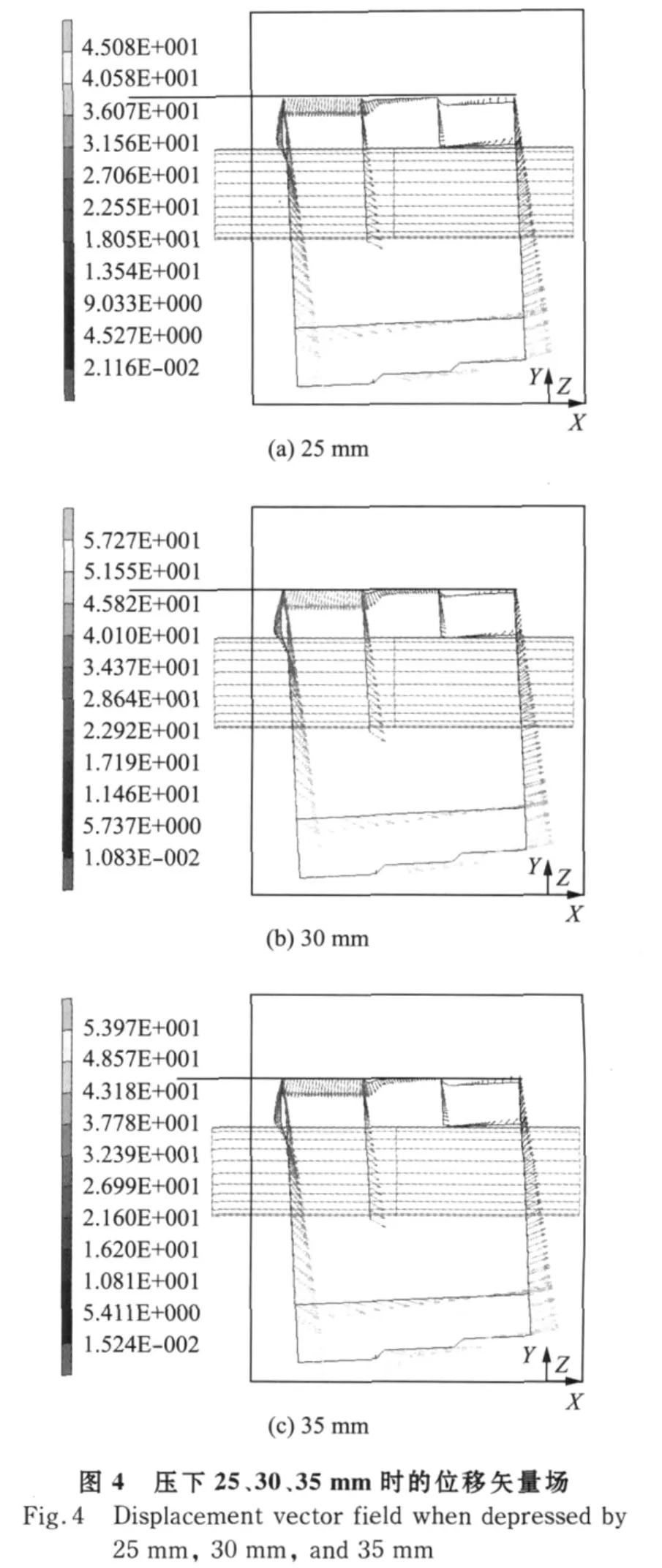
(5)由于受到金屬流動時力的作用,大圓變形時,部分金屬向二圓流動,二圓向小圓流動,其金屬流動將產生金屬補償系數η。
因此,從有限元分析結果可以斷定,預制成階梯坯料再通過擴孔鍛造工序鍛造錐形筒體鍛件的方案是可行的。
3 鍛造實例
3.1 錐形筒體鍛件圖的確定
在調質余量圖尺寸上加放機械加工余量可以得到鍛件圖,如圖5所示。鍛件重約199t,余量可以按照相近直徑和長度筒體鍛件機械加工余量選取。
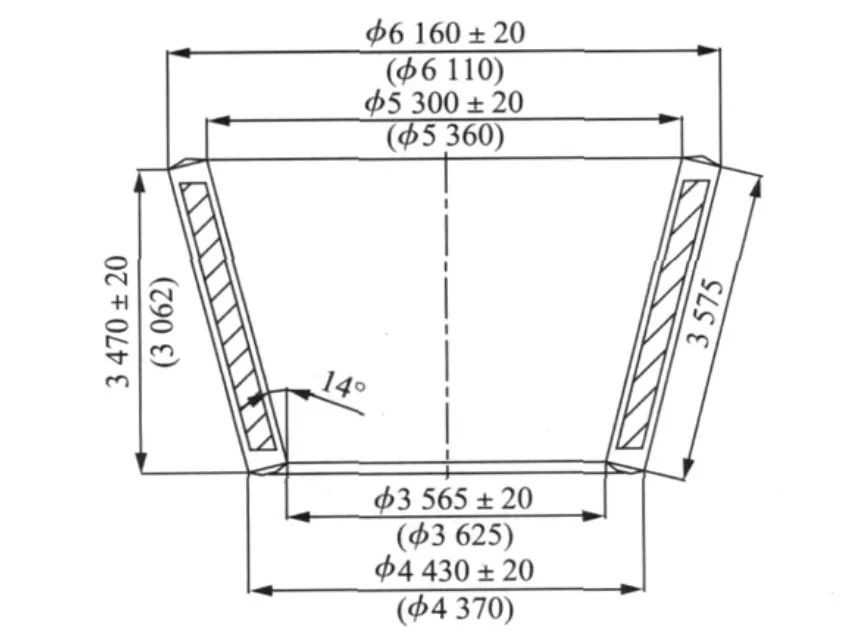
圖5 錐形筒體鍛件圖(mm)Fig.5 Parts of the cone-shaped cylinder(mm)
3.2 制坯參數及階梯形坯料尺寸
通過對錐形筒體鍛造原理的分析及MARC軟件對其變形過程的模擬,可以計算出本例階梯形坯料尺寸,如圖6所示。另外,階梯坯料直徑尺寸的確定要在理論計算的基礎上,考慮到錐形筒體的不均勻性、擴孔時坯料向長度方向流動等因素,應再加上一個坯料向長度方向流動的補償系數k[10]。
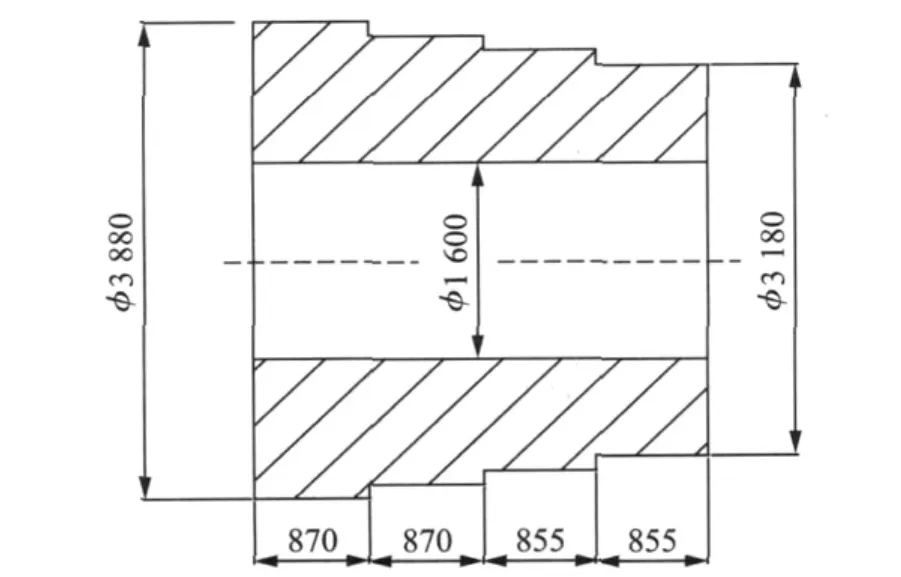
圖6 階梯形坯料尺寸圖(mm)Fig.6 Dimensions of the ladder blank(mm)
3.3 鍛造過程分析
(1)在制坯前的鐓粗工序中,要保證上、下端面平行,外圓均勻,沖孔不能偏心。制取階梯形坯料的操作應保證坯料內、外圓同心,制坯結束應確保坯料二端面平行、坯料中心線與二端面垂直。
(2)階梯坯料直徑尺寸的補償系數η由鍛件尺寸及錐度確定,錐度以不出現塌腰為準,同時也應考慮到制坯和擴孔的可操作性。
(3)擴孔應從大頭端壓起,每次壓下量應一致,且轉動角度要均勻。擴孔要從大端向小端反復進行。當大頭端擴到一定程度時,再逐次向小頭端擴孔,防止出現大端直徑尺寸已到,但小端直徑尚未擴孔到位的現象。
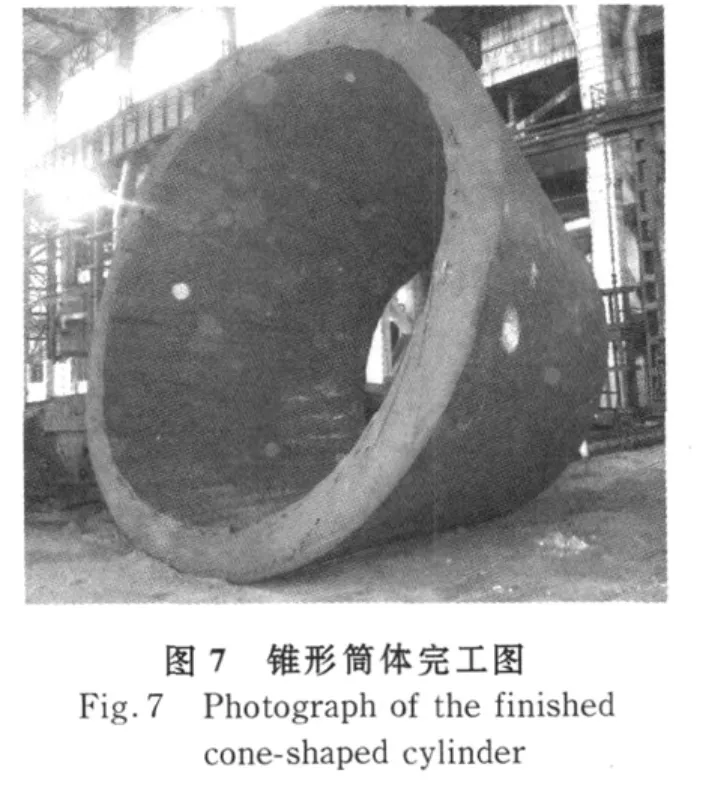
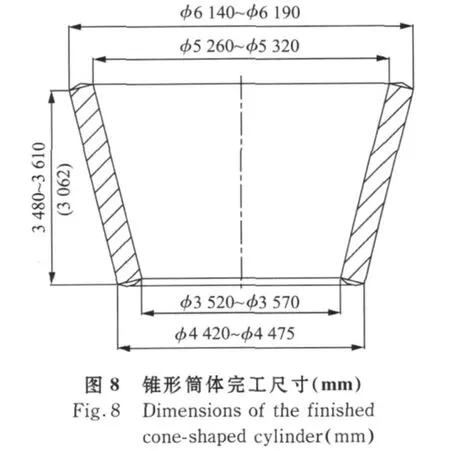
圖7為鍛造成品實物照片,由圖可見,除由于吊鉗夾持所造成的凹坑外,鍛件表面光滑,無裂紋和折疊;鍛件形狀較為均勻,錐度一致。實測各部尺寸如圖8所示,均滿足加工尺寸要求。
4 結 語
為解決大型錐形筒體鍛造的技術難題,上海重型機器廠有限公司通過有限元分析軟件MARC
對錐形筒體成形過程進行模擬;在實際鍛造過程中,用階梯狀外形結構坯料代替在操作上極難實現的拋物線輪廓坯料,同時,根據鍛件尺寸及錐度合理確定了階梯狀外形結構坯料尺寸的補償系數,從而成功鍛造出了大端直徑φ6 160mm、小端直徑φ4 430mm、高3 470mm的錐形筒體。
[1]齊作玉.大鍛件鍛壓工藝參數化的研究[J].大型鑄鍛件,2010(1):9-11,29.
[2]周寶華,曲在文,劉 穎.幾種核電設備大鍛件的鍛造生產[J].一重技術,1997(1):10-14.
[3]胡晗光.大型錐形筒體的鍛造[J].大型鑄鍛件,1992(2):21-25.
[4]董嵐楓,鐘約先,馬慶賢,等.大型筒體鍛件的成形制造技術[J].鍛壓技術,2007,32(3):1-6.
[5]彭大暑.金屬塑性加工原理[M].長沙:中南大學出版社,2004:35-56.
[6]鐘志平,馬喜騰,曹起驤,等.核電筒體鍛件鐓粗工藝的云紋法與數值模擬研究[J].塑性工程學報,1997,4(4):58-64.
[7]劉建生,王 冰,田繼紅,等.厚壁筒體接管翻孔工藝的實驗和模擬研究[J].塑性工程學報,2005,(Suppll):74-76.
[8]高西成,陳 宇,康達昌.錐形件無芯模旋壓的靜態(tài)有限元分析[J].哈爾濱工業(yè)大學學報,2003,35(2):253-256.
[9]何利東,李志宏.大型簡體件反復鐓擴工藝的常溫實驗室模擬研究[J].鍛壓裝備與制造技術,2009,44(3):73-76.
[10]何利東.大型筒體件鍛造工藝的常溫實驗室模擬研究[J].鍛壓技術,2008,33(5):23-27.
Forging of Large Cone-Shaped Cylinder
SUN Feng, HU Chaobei, MA Mingfang, ZHANG Guogang
(Shanghai Zhongxing Jiqi Chang Co.,Ltd.,Shanghai 200245,China)
According to the structural characteristics of a cone-shaped cylinder,analysis is carried out on the external structure and the shape of blank.In order to analyze the metal flow behaviors,the finite element analysis software MARC is used to simulate the forging process of a coneshaped cylinder.As a result,the ultra-large cone-shaped cylinder is made successfully by selecting the ladder blank.
cone-shaped cylinder;finite element;ladder blank
TG 249;TB 115
A
2095-0020(2012)02-0128-05
2012-03-27
“十一五”國家科技支撐計劃項目資助(2007BAF02B00)
孫 峰(1974-),男,工程師,專業(yè)方向為機械工程與自動化,E-mail:sunfeng@shanghai-electric.com
猜你喜歡
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年11期)2015-03-16 05:57:40
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
