特高壓定距式軟母線壓接裝置的研制和應用
2012-02-13 09:25:12包毅張斌付英華周亞輝高士濤張新旺劉華
電力建設 2012年4期
包毅,張斌,付英華,周亞輝,高士濤,張新旺,劉華
(1.鄭州大學電氣工程學院,鄭州市,450002;2.河南送變電建設公司,鄭州市,450051)
0 引言
軟母線安裝工程中,線夾壓接是重要的隱蔽工程和關鍵質量控制點,壓接質量的好壞直接影響母線的機械和電氣性能,也直接影響工程的工藝觀感。1 000 kV特高壓南陽變電站擴建工程需要安裝1 000 kV軟母線13跨,壓接耐張線夾312個。南陽站擴建工程500 kV配電裝置區(qū)需要安裝軟母線27跨,壓接耐張線夾324個,同時還有引流線夾和設備線夾669個。線夾壓接工作量非常大,而且這些線夾壓接的時間受到限制,有近500個線夾必須在停電期間完成壓接及安裝。
與常規(guī)的500 kV耐張線夾相比,1 000 kV耐張線夾外徑和長度均有所增大,需要壓接的模數(shù)也有所增加,這對于保證壓接成品的一致性來說難度更大。如果采用人力操作方式進行耐張線夾的壓接,勢必造成資源的浪費,壓接質量也難以控制。因此,有必要開發(fā)機械化的壓接裝置,提高壓接速度,保證壓接質量[1-6]。
1 定距式軟母線壓接裝置的研制
常規(guī)的耐張線夾壓接方法采用人力控制,將線夾放入壓接鉗壓接1模后,作業(yè)人員挪動線夾或者壓接鉗,然后進行下1模的壓接[7]。1 000 kV耐張線夾需要壓接14模,靠人力挪動很難保證每1模的線夾角度一致。耐張線夾還受到所連接導線的重力的作用,導致耐張線夾鋁管在未受力時為傾斜狀態(tài),在這種情況下對線夾進行壓接,由于線夾各模之間受力方向不一致,就會出現(xiàn)線夾彎曲現(xiàn)象。文獻[7-8]規(guī)定了相鄰2模之間的重疊量不小于鋼模長度的1/3,由于人力控制很難保證每次相鄰2模之間的重疊量一致,造成耐張線夾鋁管受力不平衡,引起耐張線夾彎曲。壓接管壓接后,其彎曲度不宜大于壓接管全長的2%[7],如果彎曲度超標,還要進行校直處理。雖然通過校直處理能夠將彎曲度校直在2%以內,但耐張線夾的強度會受到影響。
為了保證1 000 kV南陽站擴建工程母線安裝的質量,確保工期符合節(jié)點要求,設計了定距式軟母線壓接裝置,將耐張線夾和導線固定,利用機械方式控制壓接鉗的移動,避免了人力控制時出現(xiàn)的不確定性。定距式軟母線壓接裝置的結構如圖1所示。采用50 mm×50 mm×5 mm角鋼制作專用的框架底盤,在框架中部安裝滑動軌道和轉動絲杠,滑動軌道側面安裝有標尺,絲杠靠框架兩端的軸承固定并可轉動,根據(jù)壓接鉗的大小制作壓接鉗底盤,在底盤下部安裝有絲杠的套絲,如圖2所示。通過手動飛輪使絲杠轉動,來帶動壓接鉗的前進或后退。在軌道的兩端,安裝有固定鋼錨和導線的支架,如圖3所示。支架將鋼錨和導線固定之后,線夾只能隨著壓接鉗上下移動,不能前后左右移動,避免了線夾彎曲現(xiàn)象的出現(xiàn)。
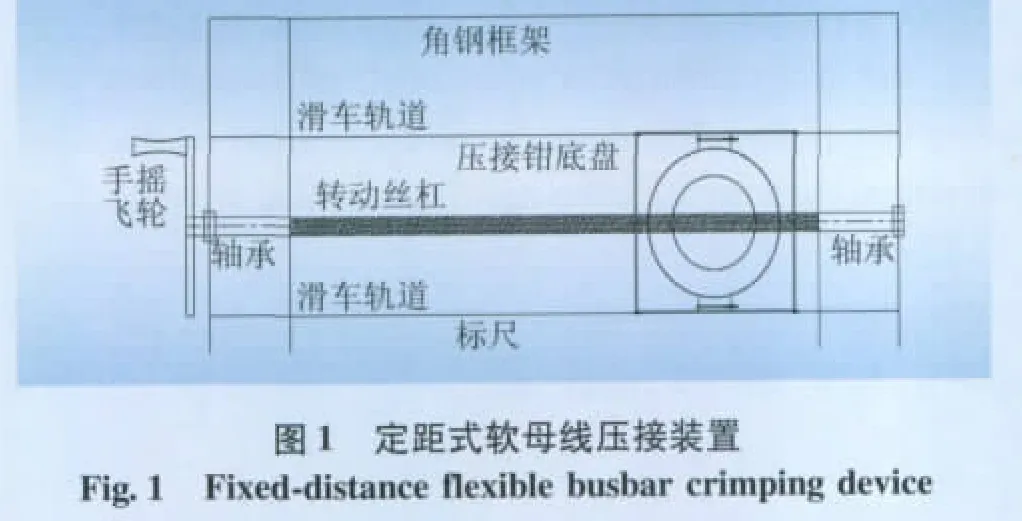
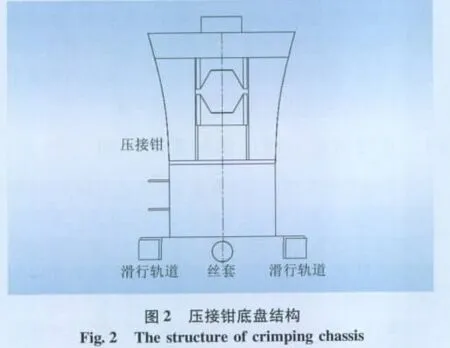
圖3 導線固定支架Fig.3 Busbar fixation apparatus
2 定距式軟母線壓接裝置的應用
為了保證1 000 kV南陽站擴建工程在第1次和第2次停電階段母線安裝工作能夠順利進行,并滿足工期節(jié)點要求,共投入250 t液壓機4臺,配置1 600 mm2導線線夾模具6套,現(xiàn)場派駐壓接熟練工4人,并制作了2套定距式軟母線壓接裝置。在第1次停電施工階段,采用人力和機械方式同時壓接耐張線夾,現(xiàn)場實況照片見圖4,壓接結果對比見表1。

圖4 機械控制壓接Fig.4 Mechanical control crimping
機械控制壓接的操作過程如下:
(1)將導線及線夾進行預處理[9],線夾鋁管及導線安裝到位后,搖動飛輪將壓接鉗調整到適當位置,然后將導線及線夾安裝在壓接裝置上,利用前端的支架將鋼錨端頭夾緊,利用后端的支架將導線夾緊。
(2)壓接完成1模后,對照滑動軌道上的刻度搖動飛輪,帶動壓接鉗移動,控制每模前進40 mm(下1模需要與上1模重疊20 mm)[10]。
(3)壓接鉗按照刻度移動到位后,操作液壓機進行壓接,如此循環(huán)完成線夾的壓接。1個線夾壓接完成后,將兩端支架的夾子松開,取出線夾,完成壓接。
整個壓接過程中,只需人力控制液壓機,根據(jù)刻度控制壓接鉗的移動,節(jié)省了人員投入,杜絕了人為因素的不確定性造成的線夾彎曲和各模之間的重疊量不一致。
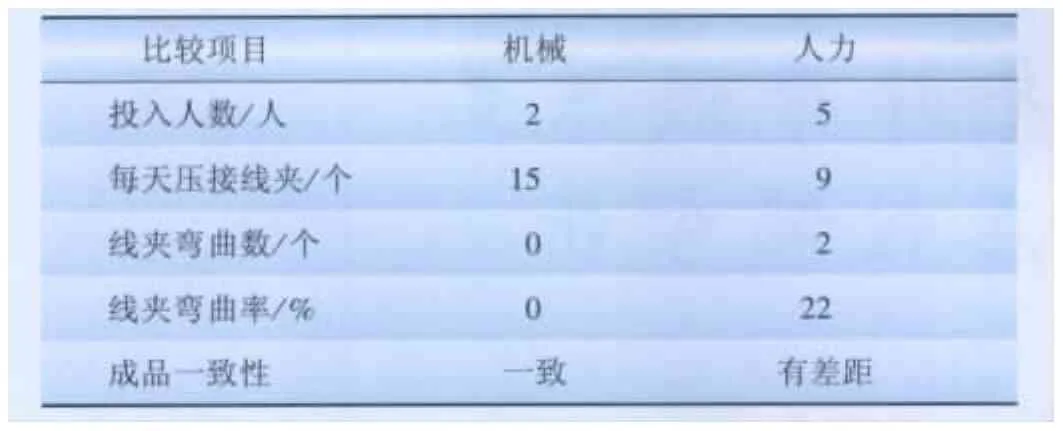
表1 壓接結果對比Tab.1 The results comparison of crimping
由表1可看出,采用定距式軟母線壓接裝置具有以下優(yōu)點:(1)所需人員成倍減少,降低了成本;(2)工作效率大幅提高,由于采用機械控制的方式,線夾的安裝更加方便,節(jié)省了人為控制時反復調整線夾的時間,壓接線夾無彎曲,也節(jié)省了校直線夾的時間;(3)壓接成品一致性好,杜絕了耐張線夾彎曲的質量通病,相鄰模之間重疊量一致,外觀工藝美觀。
3 安全性分析
在第1次停電施工階段,有大量的線夾需要壓接,采用人力操作和機械操作同時進行壓接。采用人力操作的一組在壓接了一定數(shù)量的線夾后,出現(xiàn)了壓接鉗頂蓋斷裂的危險情況,不得不更換新的壓接鉗,降低壓接速度。
出現(xiàn)壓接鉗斷裂的情況后,對鋼模外形和壓接鉗斷口進行了檢查,發(fā)現(xiàn)鋼模有一定的變形,端口呈傾斜狀。通過分析認為,壓接過程中,液壓機油壓達到80 MPa,壓接鉗出力達2 000 kN,線夾壓接到位后液壓鉗上蓋承受2 000 kN的力,連續(xù)的壓接使鋼模和上蓋連續(xù)受到擠壓,溫度上升,引起鋼模和壓接鉗上蓋的強度出現(xiàn)細微的變化,連續(xù)的壓接造成這種細微變化的疊加。液壓機操作人員在操作液壓機時稍有疏忽導致液壓機壓力過高,即引起壓接鉗上蓋斷裂。
通過對壓接過程鋼模變形和傾斜狀的端口產生原因的分析得知,人為控制壓接操作時,由人員將線夾調整到位后,線夾和壓接模之間總會有一小夾角,在壓接鉗下模頂升過程中會導致上模受力不均,進而引起上蓋受力不均,如果由同一組人員連續(xù)操作同一壓接鉗,就會造成鋼模和壓接鉗上蓋出現(xiàn)細微變形,在某一次壓力過高時引起壓接鉗上蓋斷裂。
軟母線壓接裝置壓接鉗連續(xù)工作并未出現(xiàn)異常情況,主要是由于壓接裝置始終保持了線夾與鋼模的平行,使鋼模受力均勻,避免了危險情況的出現(xiàn)[11]。
4 結語
與常規(guī)的壓接方法相比,本文提出的定距式軟母線壓接裝置安全性能高,在1 000 kV南陽站擴建工程的母線安裝工程中得到了應用,并發(fā)揮了很好的效果,對消除質量通病、保證施工任務的完成、提高工藝起了積極的促進作用。
[1]劉振亞.特高壓電網[M].北京:中國經濟出版社,2005.
[2]劉振亞.加快建設堅強國家電網,促進中國能源可持續(xù)發(fā)展[J].中國電力,2006,9(9):1-3.
[3]舒印彪.1 000 kV交流特高壓輸電規(guī)劃中幾個問題的探討[J].電網技術,2005,29(19):11-14.
[4]丁 偉,胡兆光.特高壓輸電經濟性比較研究[J].電網技術,2006,30(19):7-13.
[5]趙彪,孫珂,劉姜玲.特高壓交流試驗示范工程的經濟性[J].電力建設,2009,30(11):24-26.
[6]國家電網公司.電氣裝置安裝工程質量檢驗及評定規(guī)程[R].北京:國家電網公司,2002.
[7]Q/GDW 571—2010 大截面導線壓接工藝導則[S].北京:中國電力出版社,2011.
[8]GB 50149—2010 電氣裝置安裝工程母線裝置施工及驗收規(guī)范[S].北京:中國計劃出版社,2011.
[9]劉華,張斌,周亞輝,等.1 000 kV特高壓變電站大截面軟母線的安裝技術[J].電力建設,2010,31(6):15-18.
[10]DL/T 5009.3—1997 電力建設安全工作規(guī)程[S].北京:中國電力出版社,2002.
[11]吳國洪,袁志平.大截面導線耐張線夾壓接工藝[J].電力建設,2010,31(5):126-129.