沖床自動送料機構(gòu)設(shè)計
2012-02-20 03:31:46陳曉斌段海峰
裝備制造技術(shù) 2012年8期
關(guān)鍵詞:設(shè)計
陳曉斌,段海峰
(華南理工大學(xué) 廣州學(xué)院,廣東 廣州 510800)
在冷沖壓生產(chǎn)過程中,在沖模或沖壓設(shè)備上采用各種機械裝置,代替人工完成沖壓生產(chǎn),稱為沖壓生產(chǎn)機械化與自動化。
在一個沖壓作業(yè)循環(huán)中,從送料、起動、壓力機行程作業(yè)、卸件這4個環(huán)節(jié)中,壓力機滑塊一個行程的時間,只占一個作業(yè)循環(huán)時間的10%~25%,壓力機空運轉(zhuǎn)時間占90%~75%,與沖壓作業(yè)類別、模具結(jié)構(gòu)、沖壓材料狀況、工人操作的熟練程度有關(guān)。
沖壓過程的自動化,是提高沖壓生產(chǎn)率,保證安全生產(chǎn)的根本途徑,其意義在于:改善了勞動條件,減輕工人的體力勞動;提高了勞動生產(chǎn)效率;提高了沖床的利用率,從而節(jié)約了電力,降低了成本;保證了生產(chǎn)安全,用機械代替了人工,使操作者雙手脫離開沖床工作危險區(qū);降低了工時的消耗,延長了沖模的使用壽命,減少了坯件堆放面積。
1 沖壓自動送料機構(gòu)的分類
目前,沖壓自動送料機構(gòu)有很多種方式進行實現(xiàn)。其中可分為以下幾大類:
(1)數(shù)控送料機構(gòu)。此送料機構(gòu)通過數(shù)控的控制,可以實現(xiàn)多方位的送料,可以實現(xiàn)多種送料形式以及復(fù)雜的送料行程。
(2)電氣送料機構(gòu)。此送料機構(gòu),是通過額外的動力源來進行送料功能的實現(xiàn)。
(3)機械送料機構(gòu)。是通過壓力機本身的動力,可以通過上模的上下運動的動力,也可以通過轉(zhuǎn)軸的動力,來實現(xiàn)送料的功能。
數(shù)控送料和電氣送料,雖然其送料精度高,送料平穩(wěn)、快捷,但其控制系統(tǒng)設(shè)計復(fù)雜,成本高,不適合本設(shè)計。所以選用機械送料機構(gòu)。
2 沖壓的零件
沖壓成品為條形元件,材料為不銹鋼,如圖1所示。因為零件未有標注公差,查手冊,按IT10精度,標準公差帶為160 μm。

圖1 沖壓成品圖
零件屬于大批生產(chǎn),工藝性較好。考慮節(jié)省材料,排樣圖如圖2所示。

圖2 排樣圖
沖壓過程圖如圖3所示。
圖3 沖壓過程
3 沖壓送料機構(gòu)方案的設(shè)計
自動送料裝置,按送進材料的形式,分為送料裝置與上件裝置兩類。本設(shè)計屬于送料裝置。
常見送料機構(gòu)形式有5種:一為鉤式送料機構(gòu),二為凸輪鉗式送料機構(gòu),三為杠桿送料機構(gòu),四為夾持送料機構(gòu),五為輥軸送料機構(gòu)。
由于本設(shè)計所用的毛坯件厚度比較薄,不在前三種送料方案所適用的材料厚度范圍內(nèi),第四種和第五種方案適用。
將第四種與第五種方案進行比較,發(fā)現(xiàn)前者需要采用斜楔帶動加料爪和滑板運動,在送料過程中振動會比較大,從而影響到送料精度;而后者是使用輥軸送料,過程更為平穩(wěn),因而,送料精度也較有保障。綜合考慮各種因素以后決定采用雙輥送料機構(gòu)。
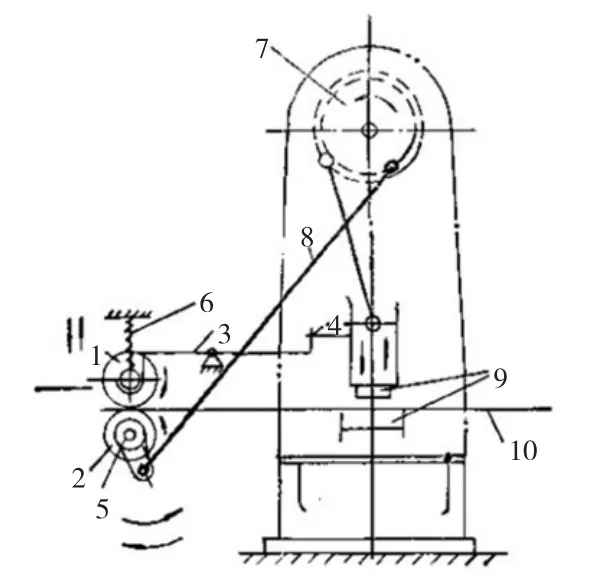
圖4 工作原理圖
工作原理:輥軸1和2固定在壓力機工作臺上,通過偏心輪7,連桿8和單向機構(gòu)5等驅(qū)動下輥軸2作周期性的轉(zhuǎn)動,按照一定速度間歇地把條料送進。上輥軸1除轉(zhuǎn)動外,可以豎向移動,送料時,彈簧6的力量緊緊壓在條料和下輥軸上。當插入條料時,用特備的手柄將上輥抬起。值得注意的是,在沖壓開始之前,借助于裝在沖頭支臂上的調(diào)節(jié)螺釘4和杠桿3把上輥抬起,使壓在兩輥軸之間的條料松開,這樣,可以避免在條料上張力的影響下?lián)p壞模具。同時,也有利于用定位銷將條料精確定位和有利于對條料進行拉緊。
單面滾軸式送料機構(gòu)結(jié)構(gòu)圖,如圖5所示。

圖5 單面滾軸式送料機構(gòu)結(jié)構(gòu)圖
需要說明的是,自動送料機構(gòu)與壓力機之間所用的曲柄搖桿機構(gòu),桿的長度均為可調(diào),另外,曲柄聯(lián)接處有偏心調(diào)劑盤可調(diào)偏心距。
4 沖壓送料機構(gòu)的總體設(shè)計
綜合各個零件的設(shè)計,裝配上箱體,箱底,材料皆用Q235。
總裝配如圖6所示。

圖6 沖壓送料送料機構(gòu)總裝配圖
由于此機構(gòu)的輥子長度為100 mm,因此,適用于條料寬度為80 mm以下的條料。輥子直徑為100 mm。由于與離合器相接的搖桿的擺動角度最大為90°,因此,通過計算得知,此送料機構(gòu)的步距最大為78 mm。
綜上所述,此送料機構(gòu)的適用范圍為條料寬度不超過80 mm,步距不超過78 mm的任何薄料沖壓送料。
5 沖壓送料機構(gòu)的潤滑與密封
(1)潤滑。潤滑是摩擦學(xué)研究的重要內(nèi)容。改善摩擦副的摩擦狀態(tài),以降低摩擦阻力,減緩磨損的技術(shù)措施,一般通過潤滑劑來達到潤滑的目的。本設(shè)計中的齒輪采用脂潤滑,每隔10個工作日手工加一次脂,從而經(jīng)常保持齒面的清潔。潤滑脂采用鈣基潤滑脂中的2號,它具有抗水性好等優(yōu)點,環(huán)境適用性強。
軸承潤滑采用黃油潤滑,每隔8個工作日,用手工機槍加一次油,保持軸承良好的工作特性。
(2)密封。密封技術(shù)被廣泛應(yīng)用于機械設(shè)備和管道連接中。其目的是為了防止在不同壓力、溫度、工作介質(zhì)等條件下,使各個空間隔開,防止外來介質(zhì)侵入和工作介質(zhì)流出。由于種種原因,許多設(shè)備往往達不到密封要求,造成泄漏。
本設(shè)計中的密封,主要是軸承的密封,主要使用氈圈密封的形式密封,防止灰塵進入軸承內(nèi)部,使軸承保持清潔。
氈圈密封因其結(jié)構(gòu)簡單、價格便宜而廣泛使用在軸承密封領(lǐng)域內(nèi),其密封效果是靠矩形氈圈安裝于梯形槽所產(chǎn)生的徑向壓力來實現(xiàn)的。
6 結(jié)束語
本次設(shè)計任務(wù)的主要內(nèi)容,是完成沖壓送料機構(gòu)的設(shè)計。對本送料機構(gòu)中的壓緊機構(gòu)、杠桿抬輥機構(gòu)等重要機構(gòu)的用途及功能,進行了介紹,并且進行了設(shè)計,可以實現(xiàn)在沖壓過程中自動送料功能。
[1]何庭蕙,黃小清,陸麗芳.工程力學(xué)[M].廣州:華南理工大學(xué)出版社,2007.
[2]成大先.機械設(shè)計手冊(第1卷)[M].北京:化學(xué)工業(yè)出版社,2009.
[3]成大先.機械設(shè)計手冊(第2卷)[M].北京:化學(xué)工業(yè)出版社,2009.
[4]吳昌林,汪建曉.機械設(shè)計[M].武漢:華中科技大學(xué)出版社,2006.
[5]姜奎華.沖壓工藝與模具設(shè)計[M].北京:機械工業(yè)出版社,2002.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
