淺析模具高速加工工藝及編程技術(shù)
2012-02-20 09:08:04譚文平劉紅華
裝備制造技術(shù) 2012年4期
譚文平,劉紅華
(1.湖南株洲金利金屬容器廠,株洲 412005 2.湖南涉外經(jīng)濟學院機械學院,長沙 410205)
隨著高速加工技術(shù)的不斷發(fā)展,在模具的制造加工中,高速加工技術(shù)得到了越來越多的應用。同時加工機床、數(shù)控系統(tǒng)、刀具系統(tǒng)、CAD/CAM軟件等相關(guān)技術(shù)的快速發(fā)展又進一步推動了高速高工技術(shù)的發(fā)展。模具加工的工藝也逐步代替了傳統(tǒng)模具加工采用的“退火一銑削加工一熱處理一磨削”或“電火花加工一手工打磨、拋光”等復雜冗長的部分、甚至全部的工藝流程[1]。
1 模具高速加工工藝
1.1 粗加工
模具粗加工的主要目地是單位時間內(nèi)去除盡可能多的材料,同時為半精加工做好準備工作。圖1所示在粗加工過程中刀具載荷受到工件輪廓形狀的影響。因此在切削過程中若被切削層的金屬形狀發(fā)生變化時,致使刀具上承受的載荷值發(fā)生改變,造成切削過程的不穩(wěn)定,也使得刀具磨損速度不均勻,降低了工件加工表面的質(zhì)量。目前CAM軟件的不斷發(fā)展一定程度上解決了上述問題,從而獲得良好的加工質(zhì)量。穩(wěn)定的切削載荷,使得切削層面積和材料去除率保持恒定,因此切削載荷和刀具磨損速率也將保持不變,以此提高刀具的壽命和工件的加工質(zhì)量。最終可以避免改變刀具進給方向時將刀具埋人工件中[2]。
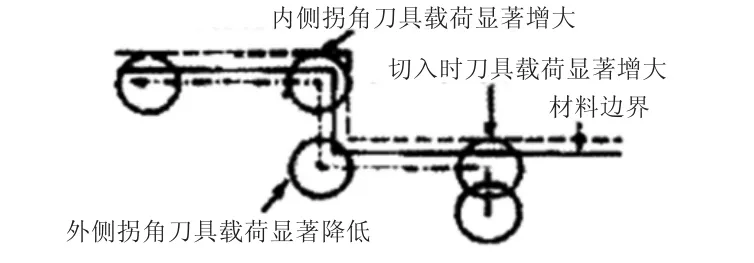
圖1 粗加工時工件輪廓形狀對刀具載荷產(chǎn)生的影響
1.2 半精加工
模具半精加工的主要目地是就是使工件獲得好的輪廓形狀,對于工具鋼模具,均勻的表面精加工余量尤其的重要。精加工時刀具切削層面積的變化及刀具載荷的變化都與加工余量相關(guān),最終將影響切削過程中的穩(wěn)定性及工件表面質(zhì)量。因此對于半精加工策略的優(yōu)化,能夠保證加工后工件表面產(chǎn)生均勻的剩余加工余量。現(xiàn)有的CAD/CAM軟件一般都具有對剩余加工余量進行分析的功能,并能及時根據(jù)剩余加工余量的具體情況采取合理的加工策略。
1.3 精加工
模具的高速精加工策略與刀具和工件的接觸點有很大的關(guān)系,但是在加工過程中刀具與工件的接觸點會不斷地變化,而接觸點的位置與曲面斜率和刀具有效半徑有關(guān)。對于較復雜曲面,要盡可能的采取同一工序連續(xù)加工的方法,以減少抬刀和下刀的次數(shù)。但是在加工中由于工件表面斜率的變化,如果只對加工的側(cè)吃刀量(Step over)加以定義,就會導致斜率不同的表面上的實際加工的步距不均勻的情況,進而對加工質(zhì)量產(chǎn)生很大影響。
1.4 優(yōu)化進給速度
一般晴況下,為了避免進給方向的突然轉(zhuǎn)變,在精加工中曲面的曲率半徑要大于刀具半徑的1.5倍。在模具的高速精加工中,為保證切削過程的平穩(wěn)性,在每次切人、切出工件時,避免采用直線轉(zhuǎn)接,而要使得進給方向的改變盡量采用圓弧或曲線轉(zhuǎn)接。
2 模具高速加工中的NC編程策略
高速加工的成功實現(xiàn)不僅取決于高速主軸、CNC系統(tǒng)、專用刀具,以及特殊的加工工藝和加工控制方法等[因素3-7],更有其他諸多因素的影響。因此對工藝過程進行優(yōu)化時,為消除刀具的非正常磨損,對金屬模具高速加工優(yōu)化NC編程策略有以下幾點:
2.1 合理選擇切削用量
精加工時,要想獲得較好的表面加工質(zhì)量,要求使得每齒進給量即刀具切削載荷等于走刀的步距增量。如果二者不相等,則加工的工件表面質(zhì)量會很差。針對平面、坡面、曲面和圓面等不同的零件形狀,我們應該根據(jù)具體情況采用不同的步距量。此外如果進給運動滯后的話,將會影響加工的工件質(zhì)量,而且也會加速刀具的過熱磨損。
2.2 走刀路徑的選擇與優(yōu)化
高速加工不僅必須滿足無干涉、無碰撞、軌跡光滑、切削載荷平滑等的刀具軌跡要求;同時,要保證零件的加工精度和表面粗糙度;達到縮短走刀的路徑,減少進退刀時間和其它輔助時間的目的;最后還要保證數(shù)值計算的方便,縮減編程工作量、減少程序段數(shù)[8]。
2.3 典型型面與難加工型面的加工策略
高速加工工藝技術(shù)是成功進行高速加工的關(guān)鍵技術(shù)之一。典型型面與難加工型面的加工的加工是決定高速加工技術(shù)成敗的一大因素。若選用不當?shù)那邢鞣椒ǎ粌H加劇了刀具的磨損,甚至達不到高速加工的最初目的。因此在高速加工中要根據(jù)零件輪廓的類型及其復雜程度決定選擇適當?shù)募庸し椒ǎ垣@得優(yōu)質(zhì)的高速加工工件。
2.4 采用高速高精度的關(guān)鍵控制技術(shù)
采用高速高精度的關(guān)鍵控制技術(shù),如加工殘余分析、待加工軌跡監(jiān)控、自動防過切保護、尖點控制、高精度輪廓控制技術(shù)、NURBS插補、進給速度優(yōu)化、刀具軌跡編輯優(yōu)化及裁剪修復、刀具軌跡驗證等,能夠保證高速加工的順利實現(xiàn),獲得良好的工件質(zhì)量。
3 結(jié)論
本文主要討論了高速加工的工藝,闡述了影響高速加工質(zhì)量的關(guān)鍵因素,急需要注意的問題。為提高加工效率、加工質(zhì)量和刀具壽命,保證高速加工的順利進行,高速加工NC編程策略的優(yōu)化就顯得尤為重要。其中涉及刀具路徑選擇以及不同工序、不同加工形狀的編程過程的一些細節(jié)問題。選擇合適恰當?shù)募庸し椒ǎm宜的切削用量,保證高速加工的順利實現(xiàn),獲得良好的工件質(zhì)量。
[1]陳森燦,葉慶榮.金屬塑性加1二原理[M].北京:清華大學出版社,l991.
[2]中國機械T程學會.鍛壓手冊(1)[M].北京:機械]二業(yè)出版社,2002.
[3]Schulz H.Hochgeschwindigkeitsfilsen Metallischer and Nichtmetallischer Werkstofe.Carl Hanser Vedag,Mtlnchen,Wien,1989.
[4]Lepold J.Werkzeuge fuer Hochgeschwindigkeitberarbeitung.Carl Hanser Vedag,Munchen,Wien,1999.
[5]Enselmann A.HSC-Harfrgsen von Formen und Gesenken-Tec h nologie.Wirtschaftlichkeit,On timiemng.Vulkan Vedag,Essen,1999.
[6]FlalbOehmer P,Rodriguez C A,Oezel T,Altan T.High-speed Machining of Cast Iron and Alloy Steels for Die Mold Manufacturing.Materials Processing Technology.2000,98:104-114.
[7]Elbestawi M A.High Speed Milling of Dies and Molds in Their Hardened State.Annals ofCIRP,1997(1):57-62.
[8]周 濟,等.數(shù)控加工技術(shù).北京:國防工業(yè)出版社,2002.
猜你喜歡
房地產(chǎn)導刊(2022年5期)2022-06-01 06:20:14
中學生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
中學生數(shù)理化(高中版.高二數(shù)學)(2021年12期)2021-04-26 07:43:48
中學生數(shù)理化(高中版.高考數(shù)學)(2021年12期)2021-03-08 01:28:50
中學生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
