軌道車輛鋁合金車體焊接工藝探究
2012-02-20 09:08:04張占嶺
裝備制造技術 2012年4期
張占嶺
(南車青島四方機車車輛股份有限公司,青島 266000)
為實現軌道車輛的高速運行,軌道車輛車體采用輕量化設計,車體采用鋁合金結構,以降低軸重,節約能源,減少輪軌沖擊。但在鋁合金車體制造過程中,鋁合金型材及板材的焊接通常采用MIG焊接工藝,鋁合金的線膨脹系數約為鋼的2倍,凝固時體積收縮率達6.5%-6.6%,因此易產生焊接變形。對于薄壁鋁合金型材(最薄處2.3mm)的焊接,焊接變形大,并常常產生氣孔、裂紋等焊接缺陷,焊接難度大,生產的過程中會遇到很多的問題,因此鋁合金車體進行焊接時,必須掌握鋁合金車體焊接工藝,從而減小焊縫缺陷和焊接變形,提高焊接的質量,保證車體的幾何尺寸及強度滿足設計要求。
1 鋁合金車體焊接工藝要求
軌道車輛鋁合金車體主要使用5000系、6000系、7000系三種鋁合金。其中5000系為鋁鎂合金,焊接性好;6000系為鋁鎂硅合金,焊接性好,焊接強度較高;7000系為鋁鋅合金,由于鋅的加入,焊接性變壞,焊接強度也降低。由于鋁合金熔點低、導熱系數及熱膨脹系數較大,因此在焊接時容易產生裂紋、融合不良、氣孔等缺陷。軌道車輛鋁合金車體焊接一般采用MIG/TIG焊接工藝,焊接時,應該注意環境、焊絲以及焊接方法等,從而可以保證焊接的質量。
1.1 環境要求
因為鋁和鋁合金的導熱系數比較大,在相同的焊接工藝條件下,鋁合金的冷卻速度是鋼冷卻速度的(4~7)倍,鋁合金在快速冷卻的過程中,導致氫的溶解度下降,釋放出大量的氣體,這些氣體在快速冷卻的條件下來不及排除而形成大量的氣孔。
1.2 焊絲、保護氣體選擇
軌道車輛鋁合金車體焊接用焊絲牌號一般采用SAF ER5356,屬于 Al-5%Mg焊絲,規格為 φ1.2、φ1.6兩種。這種焊絲中添加了微量元素鎘和鈦,不僅有利于使焊縫金屬的晶粒細化,而且可以有效改善力學的性能,具有較好的耐腐蝕性和力學性能。A5356焊絲在母材為5000系、6000系、7000系均可使用。其中進口ER5356焊絲直徑為1.2mm,化學成分為:

材料牌號ER5356 Si 0.25 Fe 0.40 Cu 0.1 Mn 0.05~0.2 Mg 4.5~5.5 Cr 0.05~0.20 Zn 0.1 Ti 0.06~0.20 Al余量
焊接保護氣體采用高純氬氣,要符合GB/T10624-95規定,純度達到99.999%以上方可使用。
1.3 焊接方法的選擇
鋁合金的焊接方法有很多種,鋁合金車體焊接共采用了熔化極惰性氣體的保護焊(MIG)、鎢極惰性氣體的保護焊(TIG)和電阻點焊三種焊接方法。
1.4 焊接速度的選擇
在焊接時候,對于厚板的焊縫,為了能夠保證焊接的質量在焊接的過程中使焊縫充分的融合,并且使焊縫內的氣體充分的溢出,在進行焊接的過程中一般采用較慢的焊接速度和較大的電流進行焊接,對于薄板焊縫,為了避免焊縫過熱,在焊接的過程中一般采用較快的焊接速度和較小的焊接電流,從而保證焊接的質量。
2 鋁合金車體焊接工藝
根據鋁合金焊接技術的經驗總結及鋁合金車體焊接變形規律,對車體總組裝焊接制定了焊接工藝流程:車體預組→焊前尺寸調整→焊前清理→自動焊接→焊后打磨。
通過上述的焊接工藝流程可以看出,要控制鋁合金車體焊接質量及整體幾何吃尺寸滿足技術要求,減小車體的焊后調修量;必須加強過程控制,通過在預組及焊前尺寸調整過程中對鋁合金車體幾何尺寸進行預變形控制,減小車體焊接變形,提高焊接質量。
2.1 車體焊接幾何尺寸控制
鋁合金車體焊接過程中,由于焊縫的中心線與結構截面的中性軸(通過重心的軸)不重合或不對稱,導致了車體焊接完成后側墻發生彎曲變形。這種變形在車體焊接中主要表現在車體焊接后側墻直線度、寬度、高度及對角線發生變化,不能滿足技術要求;通過實踐從焊接順序、預變形控制等方面制定了相應的工藝措施,主要措施如下:
(1)在車體焊接順序方面,為盡量減小焊接不對稱引起的變形,制定在焊接時,焊接方向一致從一端向另一端焊接;焊接時要對稱焊接,一二位側同時焊接。
(2)在預變形控制方面主要是在焊接前通過專用工藝裝備及測量設備測量出車體側墻直線度、車體寬度、高度及斷面對角線,根據記錄數據分析,通過手拉葫蘆、工藝頂桿等工具對車體進行預制變形。
(3)現從車體長度方向上均勻的選取5個測量點,下表為車體5個測量點尺寸在各個工藝流程中變化情況。
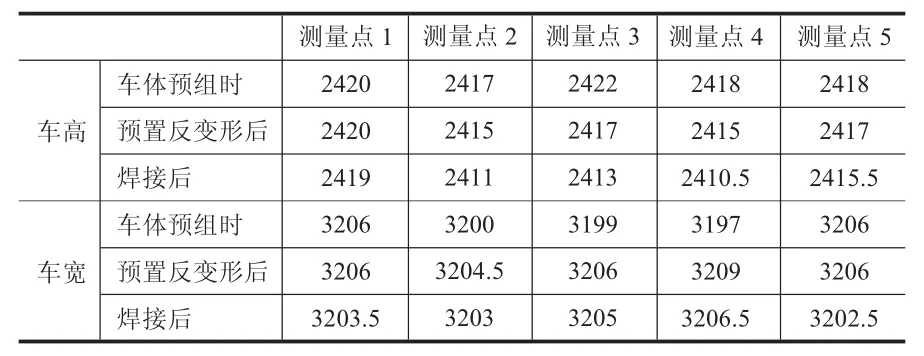
?
從上表可以看出,焊接后車體的車寬與車高都會變小,因此車體的車高與車寬在焊接前應該根據現車的情況進行調整,適當的增加車高與車寬的幾何尺寸,即用焊接的預變形法實現鋁合金車體焊后尺寸的控制。
2.2 焊接工藝參數的選取
在進行焊接時,自動焊焊接參數應該根據焊接工藝的要求進行選擇,其中焊接參數主要有
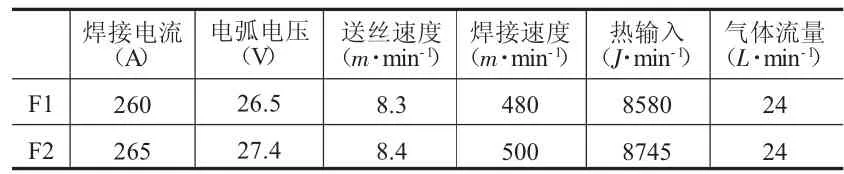
焊接速度(m·min-1)焊接電流(A)260 265電弧電壓(V)26.5 27.4送絲速度(m·min-1)熱輸入(J·min-1)氣體流量(L·min-1)F1 F2 8.3 8.4 480 500 8580 8745 24 24
3 鋁合金材料焊接易產生的缺陷及防止對策
由于鋁合金熔點低、導熱系數及熱膨脹系數較大,因此在焊接時容易產生裂紋、融合不良、氣孔等缺陷。
3.1 裂紋
鋁合金焊接時產生的裂紋主要有兩種:凝固裂紋和晶界液化裂紋。焊接裂紋易于產生的部位:焊縫開頭和焊縫結尾。
3.2 氣孔
鋁合金焊接中氫氣是產生氣孔的主要原因,氫氣的侵入源(保護氣體約占12%,電極焊絲的附著約占24%,母材附著約占7%,從空氣中浸入約占57%)中尤為空氣中侵入的氫氣所占比列最大,氣孔的防止對策如下:(1)母材及焊絲表面的油污、水分應去除。(2)焊絲拆包裝后,應盡快用完,當天如沒使用完的焊絲,應拆下,送到保溫箱中保存。
3.3 焊接變形
鋁合金焊接易出現縱向收縮變形、彎曲和翹曲、波浪變形、角變形等各種焊接變形及焊接殘余應力。防止焊接變形的措施:(1)合理的焊接順序,必要時制定焊接順序方案。(2)機械固定,根據產品結構,設計和制作合適的工裝夾具。
4 總結
軌道車輛車體采用鋁合金進行焊接制造,在車體制造技術條件中要求極為嚴格,鋁合金熔點低、導熱系數及熱膨脹系數較大,在焊接過程中需要進行大電流快速焊接的特點,加大了難度;通過在車體生產制造過程中不斷探索、改進,逐步提高鋁合金車體制造技術;減少焊接中出現的缺陷,從而提高焊接質量和工作效率。
[1]佟維,劉曉雪.《高速動車組鋁合金車體結構優化策略》.計算機力學學報;2009,03(9):83—88.
[2]李永軍,孫丙河.《CRH3型動車組鋁合金車體總組成焊接系統》.大連交通大學學報;2009,02(7):25—27.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
