探索硬質陽極化前后高精度尺寸的控制*
2012-03-06 02:20:28祁瑛
河南工學院學報
2012年2期
祁 瑛
(中航工業新航集團工藝研究所,河南新鄉 453049)
在航空領域中有很多零件需進行表面處理,表面處理種類很多,如陽極化、鍍銅、鍍鎳、鍍銀等。當零件表面需具有較高的耐蝕性及耐磨損性時,通常采用硬質陽極化。硬質陽極化屬于陽極化的一種。一般來講,硬質陽極化前后的尺寸差異可忽略不計,但是,對于高精度尺寸硬質陽極化前尺寸的確定非常重要,控制不好,就會造成報廢,因此,高精度尺寸硬質陽極化前尺寸的控制就成為加工零件的重中之重。如何保證硬質陽極化處理后零件的尺寸合格,成為生產過程中的瓶頸。在實際生產過程中,經過多次計算、反復驗證等工藝技術研究,掌握了高精度尺寸硬質陽極化前后尺寸控制方面的一些經驗數據及計算方法。
1 鍍層對高精度尺寸的影響
假設鍍層厚度在零件表面上是均勻分布的,則鍍層對零件表面尺寸產生的影響按鍍層滲進一半,凸出一半[1],通過尺寸鏈計算求得零件表面增量。如圖1所示(孔例),其中:D為鍍前孔的尺寸,D1為鍍后孔的尺寸,t為鍍層厚度;△D為鍍后孔單邊增量。
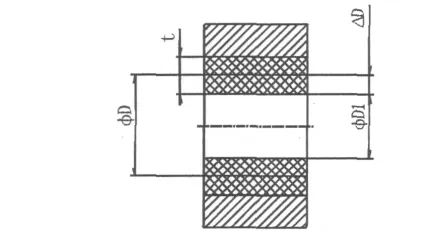
圖1 零件鍍層示意圖
則鍍后零件表面的增量為
鍍后孔尺寸的減小量是鍍層厚度的1倍。
同樣道理,軸鍍后尺寸增大量也是鍍層厚度的1倍。
實際上,進行硬質陽極化處理過程中,浸蝕和拋光對高精度尺寸鍍后尺寸也有影響。因此在編制表面處理工藝規程時必須加以考慮。
1.1 硬質陽極化前除油和浸蝕對加工尺寸的影響
硬質陽極化零件的加工工藝為:原材料→成型加工→脫氧脫脂→浸蝕→水洗→硬質陽極化→水洗→精加工拋光[2]。……
登錄APP查看全文
