高壓電力電纜皺紋鋁護套的擠制
2012-03-26 12:32:26賴建華
電線電纜 2012年5期
賴建華
(福建南平太陽電纜股份有限公司,福建南平353000)
0 引言
高壓電力電纜鋁護套的生產通常有氬弧焊、壓鋁、擠鋁等幾種方式,氬弧焊及壓鋁不管從工藝上還是設備上都較為成熟,而擠鋁特別是大截面鋁護套的擠制還處于起步階段。從設備維護及生產成本上看,氬弧焊最低,壓鋁最高,擠鋁則介于氬弧焊及壓鋁之間。
目前國內高壓電纜市場上要求鋁護套整體擠包的越來越多,而擠鋁因其維護及生產成本大大低于壓鋁而逐漸被業內所關注,特別是大管徑擠出的穩定性與電纜表面的冷卻保護成為擠鋁成功與否的標志。我公司從2009年開始與合肥神馬科技股份有限公司合作,由對方設計制造設備,我方提供工藝支持共同開發擠鋁機。本文以YJLW03 64/110 kV 1×1 600mm2高壓電力電纜為例,介紹電纜結構、設備組成、生產工藝及產品試驗。
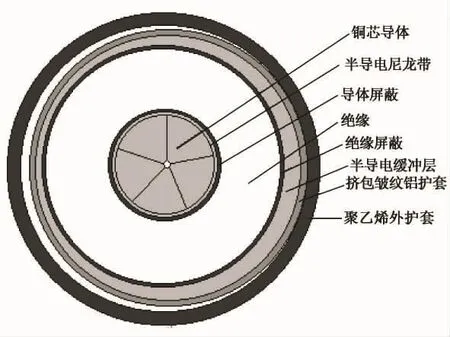
圖1 YJLW03 64/110kV 1×1600mm2電纜結構
1 電纜結構
該電纜導體為5分割結構,采用擠包型鋁護套(見圖1)。
擠包皺紋鋁護套的生產,很重要的一步是確定鋁護套的波峰及波谷尺寸。該電纜結構中半導電阻水緩沖帶采用雙層間隙繞包,其繞包外徑d2=d1+3×t1=89.7+3×2.0=95.7mm。式中,d2為半導電阻水緩沖帶繞包外徑;d1為電纜絕緣外徑;t1為半導電阻水緩沖帶厚度2.0mm。
擠包皺紋鋁護套和半導電阻水緩沖帶采用緊密接觸設計,則擠包皺紋鋁護套波谷內徑d3=d2=95.7mm。
波峰外徑 d4=d3+2×(h+T)=95.7+2×(5.5+2.3)=111.3mm。式中,d3為擠包皺紋鋁護套波谷內徑;d4為擠包皺紋鋁護套波峰外徑;h為軋紋深度;T為擠包皺紋鋁護套厚度。
2 擠鋁機的主要部件及參數
擠鋁機生產線布局見圖2。其中最主要的機頭結構見圖3。
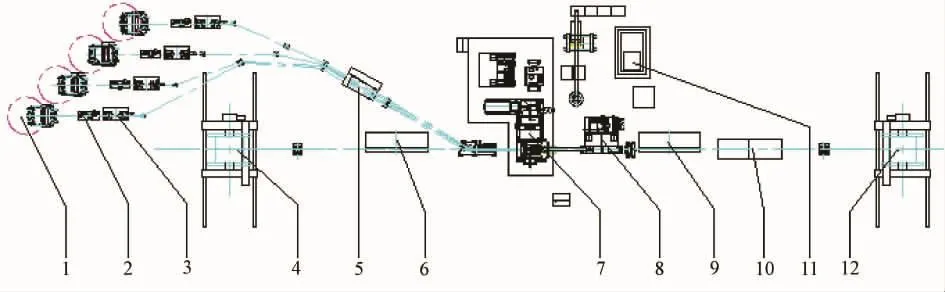
圖2 擠鋁機生產線示意圖
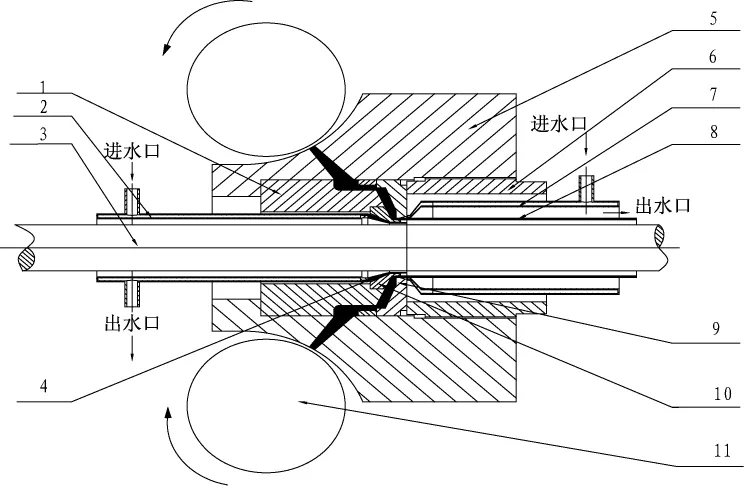
圖3 機頭結構示意圖
該擠鋁機為4根鋁桿同時進桿,上下各2根 9.5~ 12mm的鋁桿。鋁護套的擠制難點在于鋁桿表面雜質的清除、擠出前模具調中、機頭溫度控制、冷卻系統的冷卻效果。其過程是4根鋁桿經放線架進入校直刷毛裝置,接著進入超聲波清洗裝置,出來的光亮鋁桿再經過擠壓輪進入機頭模腔(圖3中黑色實體部分),然后以一定的溫度通過模心(圖3中10)、模套(圖3中9)即可擠出鋁管(圖3中8所示),鋁管經過水槽冷卻后進入軋紋機,軋紋后就可以收盤,氣密性試驗合格后即可進入下一道工序。
2.1 前置冷卻水套頭及后置冷卻水套
為避免擠出過程中纜芯被模芯和高溫鋁套燙傷,設計了前置冷卻水套裝置及后置冷卻水套。前置冷卻水套裝置由冷卻水套和水套頭組成,水套頭是由特殊材料制成的,通過水套冷卻水套頭,確保電纜不被燙傷(圖3中4所示)。為方便纜芯順利通過,纜芯與水套頭內壁有一定的間隙。前置水套頭內徑D1=d2+2×σ=95.7+2×0.4=96.5mm。式中,D1為前置水套頭內徑;σ為纜芯與前置水套頭內壁的間隙。
外徑D2=D1+2×t=96.5+2×0.8=98.1mm。式中,D2為前置水套頭外徑,t為前置水套頭模嘴壁厚。
該后置冷卻水套也是一個由特殊材料制作的噴頭,以一定的角度和壓力將冷卻水噴淋到擠出的鋁管上,快速將鋁護套冷卻到滿足要求的溫度(圖3中7所示)。
2.2 模芯
模芯結構見圖4。
模芯內徑 D3=D2+2×σ1=98.1+2×0.5=99.1mm。式中,D3為模芯內徑;σ1為水套頭與模芯之間的間隙。模芯外徑D4=D3+2×t1=99.1+2 ×4.0=107.1mm。式中,D4為模芯外徑;t1為模芯嘴壁厚度。
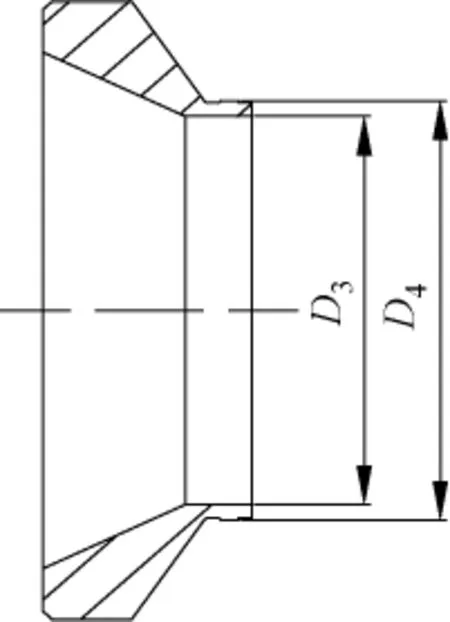
圖4 模芯
2.3 模套
模套結構見圖5。
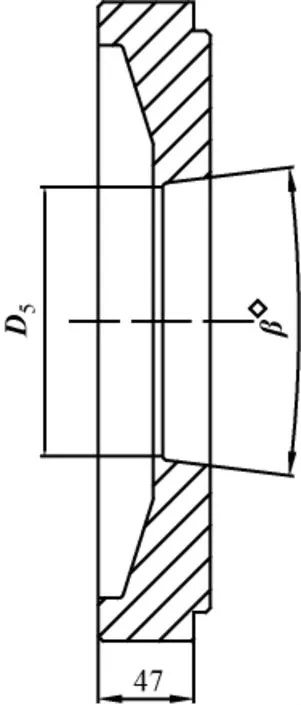
圖5 模套
模套內徑 D5=D4+b=111.3+1.8=113.1mm。式中,D5為模套內徑;b為軋紋后鋁管的外徑縮徑值。模套承線要短,之后是小角度β的喇叭形。
3 鋁護套的擠制工藝
3.1 鋁桿表面雜質的清除
根據 GB/T 11017.2—2002 6.6.1 條規定“皺紋鋁套應采用純度不小于99.6%的鋁材制造”,我們選用符合GB/T 3954—2008標準要求的電工圓鋁桿,型號 A 4,強度95~115 MPa,伸率不小于11%,20℃時電阻率不大于28.01 nΩ·m。為確保鋁護套擠出過程中沒有破洞,鋁桿不得有雜質、夾雜物,外表面不得有油污,所以要求鋁桿表面不能有黃油。
無油鋁桿放線后通過校直機構校直,再通過高速旋轉的鋼刷去除表面污染物和鋁屑,進入高溫超聲波清洗器,進一步清洗鋁桿表面雜質,最后經過烘干后進入機頭。鋁桿所經過的導輪、校直輪、進料輥確保沒有油污,擠壓輪表面無油污。
3.2 擠出前模具的調中
該調中分為模具調中及機頭的調中,模具調中后先將整個機頭放入加熱爐加溫4 h至490℃,然后將機頭吊出來再次調中模具,鎖緊螺絲,然后加熱2 h,再次調中可最大限度消除因加熱而形成的間隙。擠出前機頭至少在加熱爐中保溫10 h。
機頭加熱好,吊裝至靴座上后也必須進行調中。根據在工作區和安裝點的位置,主機的各個部件有不同的溫度膨脹要求,因此在到達正常運行溫度時,模腔堵頭與輪槽的相互位置就會發生變化。為防止這種現象發生,在模腔、擠壓輪和靴座發生溫度膨脹前,堵頭就應該放在輪槽中間的合適位置。因此機頭在冷態下就要調整擠壓輪與小模腔堵頭的間隙,用4根鋁線分別放置4個堵頭位置處,夾緊靴座約1 min,放松后取出鋁線,測量鋁線厚度。通過反復調整機頭導軌高度可以使4根鋁線厚度均在1.0~1.2mm范圍,并且要求在擠壓輪同一側的兩根鋁線厚度一致。這樣就能夠保證擠出的溢料均勻和鋁管平穩。刮刀與擠壓輪的調整一般取0.7mm間隙即可。通過這兩方面的調整,能夠保證擠出的鋁管厚度均勻。
3.3 機頭溫度的控制
因為整個機頭較大,重量達800 kg,所以在生產過程中機頭溫度長期保持在420~450℃之間至關重要。經過多次試驗得知:鋁桿與擠壓輪之間自身的摩擦產生的熱量不足以使機頭維持在420~450℃。后經計算,我們在機頭四面加上特制的加熱塊(共約20 kW),能保證生產過程中機頭溫度在這一范圍,而這也是生產線能夠連續、穩定生產的保證,也保證了擠出鋁管的圓整性。
3.4 鋁管水套冷卻系統
鋁管水套冷卻系統由兩部分組成:一個是電纜進模時的冷卻保護,即前置冷卻水套頭,通過水套頭將電纜和模芯隔離,確保電纜進入機頭前不與模芯接觸,而水直接冷卻該水套頭,使水套頭溫度穩定在90℃以下,保證電纜進機頭前不被燙傷;另一個是鋁管冷卻系統,該系統通過一個噴頭,連接在模套上,鋁管擠出后噴頭的冷卻水按一個角度直接噴到鋁管上,將鋁管快速冷卻到40℃以下,水壓達到0.5 MPa,冷卻內循環水箱容量大于3 t,熱交換器面積大于20 m2。前后水套每次投入使用前必須通水試驗,確認接頭處不會漏水后才能正式生產。可靠的冷卻系統確保電纜不會被燙傷,是產品質量的重要保證。
3.5 生產過程的停電試驗
在試機過程中,我們設計了突然停電環節,整機停機5 min,之后繼續啟動生產線,以此檢驗鋁管的擠出質量及鋁管冷卻效果。停機處的鋁管從外觀上看有輕微的突起,經測量該處外徑比正常大1mm。切斷取出電纜觀察,緩沖帶及電纜表面沒有燙傷,說明冷卻系統可靠;鋁管內表面光滑,說明突然停機沒有造成鋁管向內凹凸。
4 產品的試驗
為了驗證設備的工藝性能,我們對所擠出的未軋紋空管和軋紋空管進行了檢測。
4.1 空鋁管擠出時外徑的穩定性及厚度
我們共擠了800 m的空管,每隔200 m取一個樣,共3個樣,經檢測的結果如下表1和表2。

表1 空鋁管的外徑 (單位:mm)
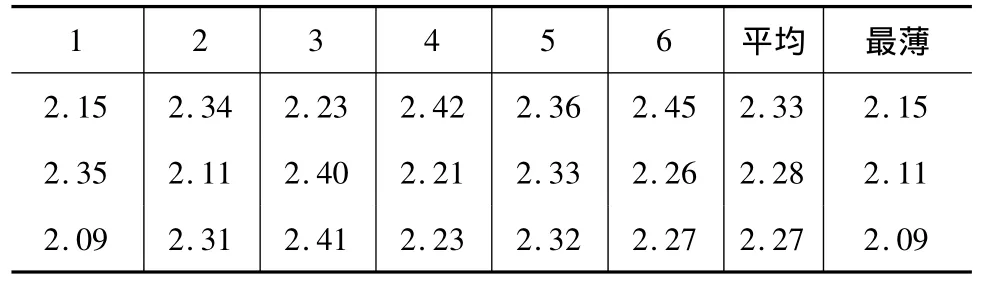
表2 空鋁管的厚度 (單位:mm)
從上表1和表2可知,擠出空管的外徑穩定性及厚度均滿足要求。
對軋紋空管,經取樣測得:軋紋深度5.5mm;軋紋節距30.0mm;波谷內徑95.81mm;波峰外徑111.6mm;最薄點厚度2.08mm。這說明擠出鋁護套結構參數滿足產品設計要求。
4.2 鋁套氣密性試驗
鋁護套經充氮氣(0.4±0.01)MPa密封4 h后檢查,氣壓并無明顯下降,保持在(0.4±0.01)MPa不變,說明氣密性良好。
4.3 電纜的熱膨脹試驗
軋紋后取三段30 cm長電纜,放入烘箱,在95℃下連續烘4 h,取出電纜,解掉繞包的緩沖帶,檢查電纜表面,沒有壓痕,間隙設計滿足電纜膨脹要求。
4.4 電纜的彎曲試驗
我們對電纜進行15倍電纜外徑的彎曲試驗。取出100 m電纜在電纜盤上按要求繞,然后展直,再反向繞,如此反復做3次,從外觀上檢查鋁護套沒有變形,軋紋處也沒有裂紋。從中截取30 cm樣品,取出電纜后觀察電纜表面,沒有壓痕。
4.5 電纜的局放耐壓試驗
按GB/T 11017—2002要求,對該做過彎曲試驗后的電纜進行局放及耐壓試驗。先將電壓升至2.5 U0,即160 kV耐壓30 min,電纜絕緣沒有擊穿。做局放試驗時,將電壓逐漸升至1.73 U0,保持10 s后降至1.5 U0即96 kV,未檢測出放電(該設備的靈敏度為0.8 pC)。
5 結束語
在本次鋁護套擠出過程中,我們主要解決了鋁管擠出偏心、電纜冷卻保護不好和鋁管圓整度較差等問題。擠出產品與同規格的氬弧焊產品比較,鋁護套的圓整性和厚度的均勻性均無太大區別,產品也通過了電氣和機械性能各項檢測要求。
另外,本次大規格電纜的鋁護套連續生產時間超過了20 h,生產線的擠出和冷卻系統均未出現異常現象,絕緣表面也未出現燙傷的情況,其生產速度也比用氬弧焊生產線快一些。從生產質量和效率來看,用擠鋁機完全可滿足生產大規格電纜鋁護套的生產需要。
[1]楊俊家.高壓XLPE絕緣電力電纜皺紋鋁護套的應用[J].電線電纜,2003(8):44-48.
[2]陳光高.220kV交聯聚乙烯絕緣電力電纜的研制[J].電線電纜,1997(6):13-16.