超聲電解復合加工深小孔裝置與試驗研究
2012-04-13 06:37:50劉澤祥
電加工與模具 2012年6期
劉澤祥,康 敏
(南京農業大學工學院,江蘇南京210031)
當今制造業正面臨著來自難加工材料的挑戰,如:加工零件的高精度、高表面質量、復雜形狀和高成本。難加工材料在現代制造工業領域的應用越來越重要,特別是在航天航空、汽車、模具等制造領域,其突出的材料屬性(如:高強度、耐熱性、耐磨性、耐腐蝕性等),在提高產品性能方面取得了很大的經濟效益。利用單一傳統的加工方法已不能有效地對其進行加工,這就促成兩種或兩種以上加工方法的復合。面對材料的高硬度和成形零件的復雜性,特種加工成為加工領域的熱點研究問題[1-3]。
孔的加工約占機械加工總量的三分之一。目前國內外對小孔、深小孔還未提出確切的定義,一般說來,將直徑小于3 mm的孔稱為小孔,將深徑比大于5的孔稱為深小孔。在孔的加工中,尤其以深小孔、異形孔的加工最為困難[4-5]。
為解決難加工材料上的深小孔加工這一技術難題,特別是具有復雜型面或干涉結構零件的深小孔,本文通過對一臺小型立銑床的機械本體進行改裝,設計了具有X、Y、Z 3個平動軸和超聲振動主軸旋轉的數控旋轉超聲電解復合加工機床,并在某公司的GUC-400-ESV型連續軌跡運動控制器基礎上開發開放式數控系統,通過對3個平動軸的控制,實現對深小孔的旋轉超聲電解復合加工。
1 超聲電解復合加工技術國內外研究現狀
超聲加工和電解加工單一工藝的研究及應用已有較長的時間,并逐漸成為較成熟的加工手段,在國內外的軍事工業及民用工業領域都得到了廣泛的應用。但針對不同的加工對象、加工條件和加工要求,在某種程度上還存在著一定的缺陷,如:超聲加工難加工金屬材料時效率極低甚至不能加工;電解加工對所有金屬材料都能加工,但在加工表面易形成一層鈍化膜,阻礙電解加工的繼續進行。因此,為進一步發掘電解加工及超聲加工機理的優勢,國內外科研人員考慮把超聲振動引入到電解加工中,使超聲、電解作用有機復合,發揮各自優勢,利用超聲磨粒沖擊和超聲“空化”作用來破壞電解加工中產生的鈍化膜、加速加工產物的排出,從而彌補電解加工存在的不足[6-8]。
俄羅斯、德國等國外科研人員開展了有關超聲加工和電解加工復合工藝方法的研究,并取得了一定的實用性進展,形成了超聲電解復合加工機床的系列產品。波蘭先進制造技術研究所的Ruszaj等人將工具陰極的超聲振動引入到電解加工中,大大改善了加工表面粗糙度[9]。埃及學者Hewidy等人研究了低頻振動的電解加工,結果表明:應用低頻振動改變加工間隙內的物理狀態,是提高加工精度和加工表面質量的有效手段之一[10]。印度學者Bhattacharyya等人開發的微型工具振動系統用于微細電解加工,研究了振動頻率、振幅、電解液濃度對微細孔加工精度、材料去除率的影響[11]。臺灣學者Pa P S在超聲電解復合光整加工方面做了深入研究,研制出超聲磁場電解復合光整加工技術,并設計了試驗臺進行驗證[12-13]。
我國對超聲電解復合加工技術的研究最初在光整加工方面,應用超聲電解復合技術進行光整加工,能提高加工速度、加工精度和表面質量,是一種有效的鏡面加工方法[14-16]。
南京航空航天大學在超聲電解復合加工技術領域開展過基礎性研究[17-18],對超聲電解復合加工機理及技術優勢進行了初步探討,利用自行研制的變幅桿和不同截面的微細陰極工具頭,開展了一系列超聲電解復合微細加工基礎實驗,初步證實了這種復合技術的可行性和優點[19-21]。
國內外超聲電解復合加工技術的研究,主要是利用超聲振動沖擊與“空化”作用去除電解鈍化膜,排除產物并及時更新電解液,改善加工間隙狀況。不采用磨粒,單靠超聲“空化”作用,不能有效地去除鈍化膜,采用游離磨粒雖然能有效去除鈍化膜,但由于游離的磨粒隨機破壞鈍化膜,勢必不利于電解的定域性加工。針對超聲電解復合加工技術存在的不足,提出將磨粒電鍍或燒結在工具頭上,實現對工件的加工設想。超聲高頻振動迫使鍍有磨粒的陰極敲擊工件陽極表面電解加工所形成的鈍化膜,使工件露出新的金屬層,電解加工得以繼續進行且定域性有所提高。為進一步研究該技術,研制了一臺旋轉超聲電解復合加工裝置。
2 旋轉超聲電解復合加工裝置的設計
將旋轉超聲電解復合加工裝置設計分為機床本體、旋轉超聲振動系統、電解液系統和控制系統四部分。
2.1 機床本體的設計
旋轉超聲電解復合加工機床本體的X、Y、Z的平動是通過伺服電機帶動3個PZT-200滾珠絲杠滑臺來實現的,滾珠絲杠的定位精度為0.02 mm,重復定位精度為0.01 mm。為了保證在加工過程中與機床絕緣,采用大理石 T型工作臺,其表面按照P0級加工,四周開槽用于鑲嵌金屬,以便和工作箱螺紋連接。工作箱與大理石工作臺連接時,應在兩者之間加上薄橡膠板用于密封,螺紋鎖緊后,在連接處涂上密封膠,使工作箱密封性好,不漏液。工作箱由亞克力材料制成,亞克力板透明、耐臟,有利于觀察試驗過程中的現象。設計的旋轉超聲電解復合加工裝置用來滿足電解加工設備要求[6-7]。
2.2 旋轉超聲振動系統的設計
目前,電解加工深小孔最大的問題是電解液難以進入到加工區域,且因加工區域空間狹小,電解加工產物不能及時排除而導致加工速度低,加工精度和表面質量較差[9-11]。為實現旋轉超聲電解復合加工深小孔,要求振動系統回轉精度不大于0.02 mm,采用內噴式電解加工,使電解加工產物在超聲高頻振動及主軸旋轉作用下排除出加工區域,提高加工速度,改善加工精度和表面質量。為此,設計了頻率為20 kHz的旋轉超聲振動系統。
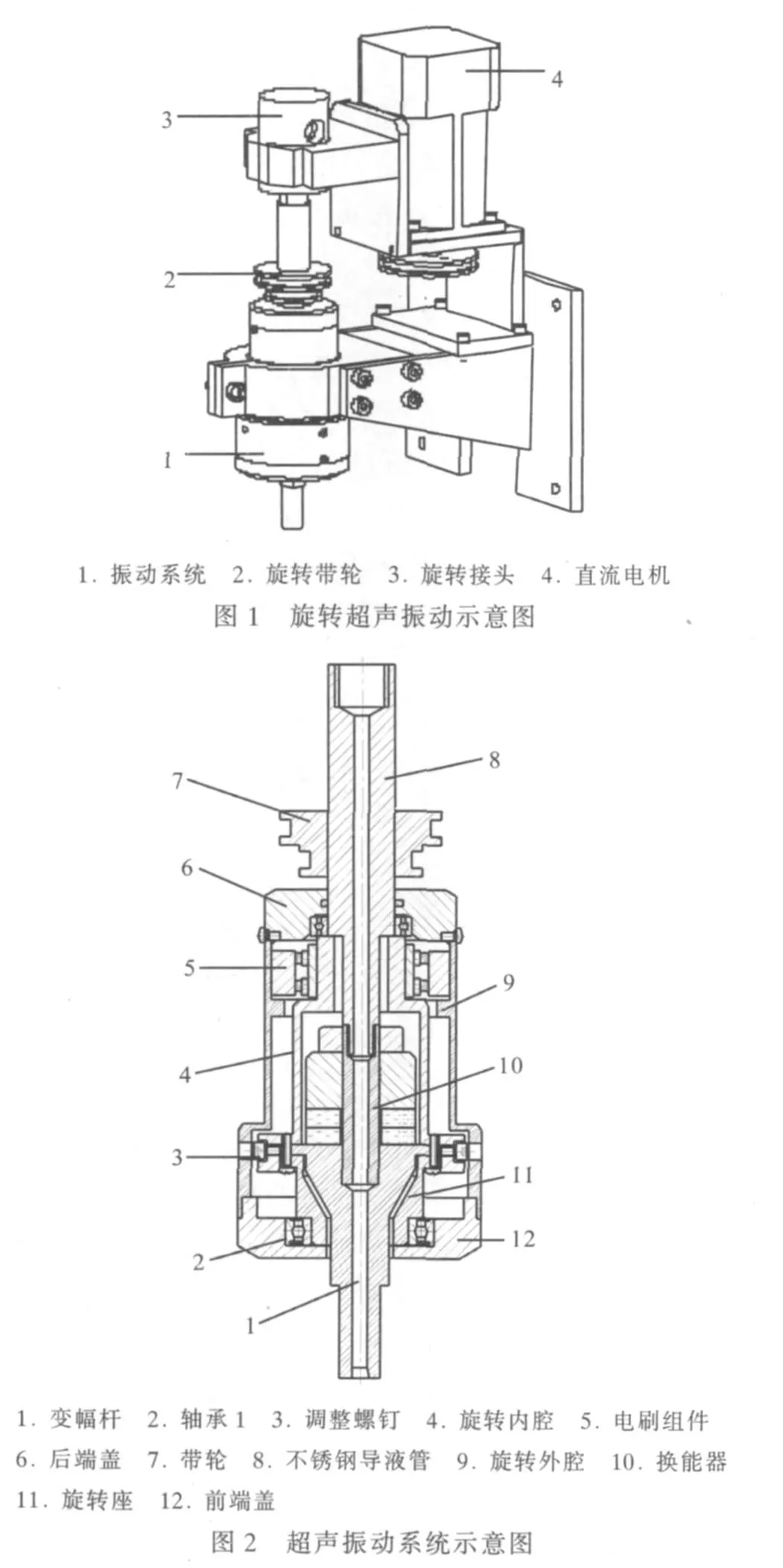
旋轉超聲電解復合加工裝置首先要考慮的是如何將電解液引入,實現內噴加工。考慮將電解液經變幅桿引入和經換能器引入兩種方案,經過試驗驗證,確定電解液經換能器引入。設備要求在耐腐蝕不銹鋼材料上加工直徑為5 mm的電解液流道,從而給超聲振動系統的制造帶來了困難。為方便超聲振動系統的制造、提高回轉精度,設計了由1/4波長換能器、1/4波長變幅桿組成的振動系統。如圖1、圖2所示,采用1/4波長設計超聲振動系統,無論質量還是回轉精度,都得到了改善。變幅桿法蘭位于振動系統的位移節點,即振動最微弱的位置,因而將旋轉內腔、旋轉座在變幅桿法蘭處通過螺釘鎖緊連接而不影響振動系統。換能器的后端蓋是存在超聲振動的,不銹鋼導液管和換能器的不銹鋼預定螺釘若采用硬接觸連接方式,將會影響到整個振動系統,振動頻率的改變使系統停止工作,因而在連接時為確保兩者不直接接觸,采用了一種特殊的軟連接方式來滿足超聲振動系統的要求。振動系統處于密封腔中,避免與電解液接觸而發生腐蝕,通過調心螺母調整振動系統回轉精度,來滿足加工要求。不銹鋼的導液管連接一高精度的旋轉接頭,實現旋轉超聲電解復合內噴加工。經過試驗驗證,所設計的超聲振動系統體積小,質量輕,旋轉阻尼小,回轉精度不高于0.02 mm,轉速大大提高,在0~3 000 r/min連續可調,振幅在30~80 μm,滿足設計要求。
2.3 電解液系統的設計
電解液在電解加工系統中所起的作用與在一般電化學裝置里一樣,具有導電介質和反應介質的功能。同時,由于電解加工的電流密度很高,電解液必須高速流動,及時帶走反應產物和熱量[6]。電解液的離子活潑性與溫度有著直接的聯系,必須保證電解液一定的溫度。因此,電解液系統主要由電解液槽、凈化裝置、熱交換器和泵等組成。
電解液箱分為供液槽和回液槽。電解液經精過濾后進入泵體,向機床供液,再由工作箱進入回液槽,電解液沉淀后通過粗過濾網再流向供液槽,這有利于電解液的凈化。電解液泵為耐腐離心泵,最大揚程187 m,流量4.2 m3/h,壓力調節范圍為0~1.8 MPa。電解液箱由不銹鋼材料制成,具有凈化、沉淀和過濾的功能。電解液溫度是影響電解液活性的主要因素之一,將直接影響電解加工速率。采用管式熱交換器與恒溫控制器構成了電解液恒溫系統,保證了電解液處于設定的溫度。電解液系統原理見圖3。整個管路壓力調節方便,并可觀察加工過程中管路流量、壓力情況。
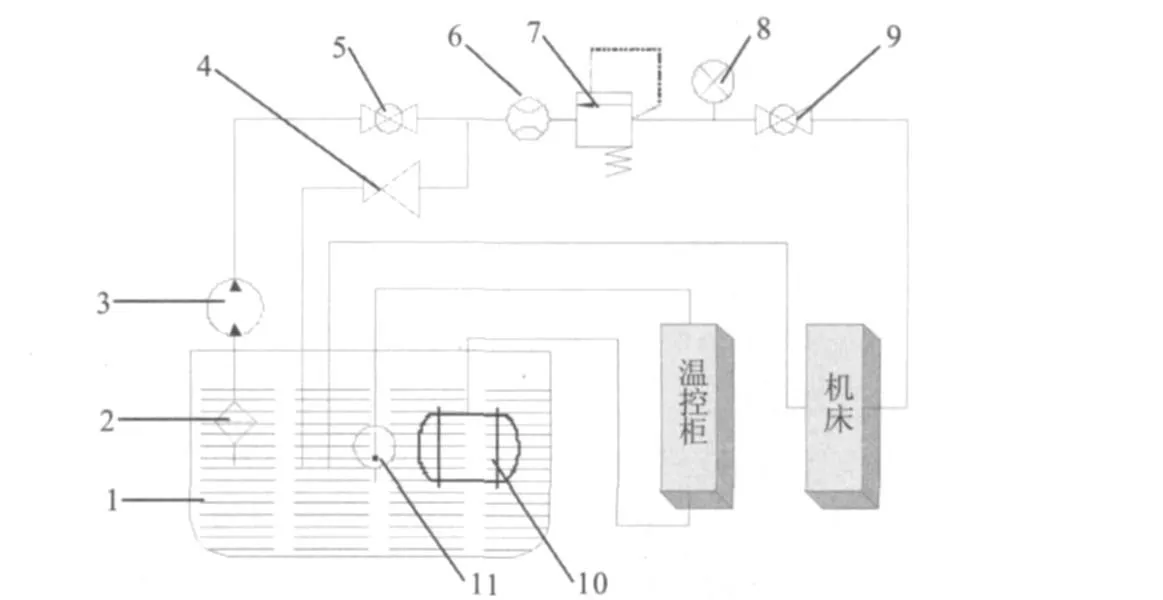
圖3 電解液系統示意圖
2.4 控制系統的設計
控制系統是影響超聲電解復合加工能否順利進行,達到所要求精度的關鍵因素。控制系統硬件由GUC系列運動控制器、各軸伺服電機及驅動器和相關繼電器等組成,控制系統硬件見圖4。
傳統的控制系統采用專用的計算機控制系統,其系統對用戶是封閉的,存在著各數控系統生產廠家的產品軟硬件不兼容、系統功能固定、人機界面不靈活等缺陷。本試驗裝置控制系統是在應用某公司出品的GUC-400-ESV型連續軌跡運動控制器基礎上開發的開放式數控系統。
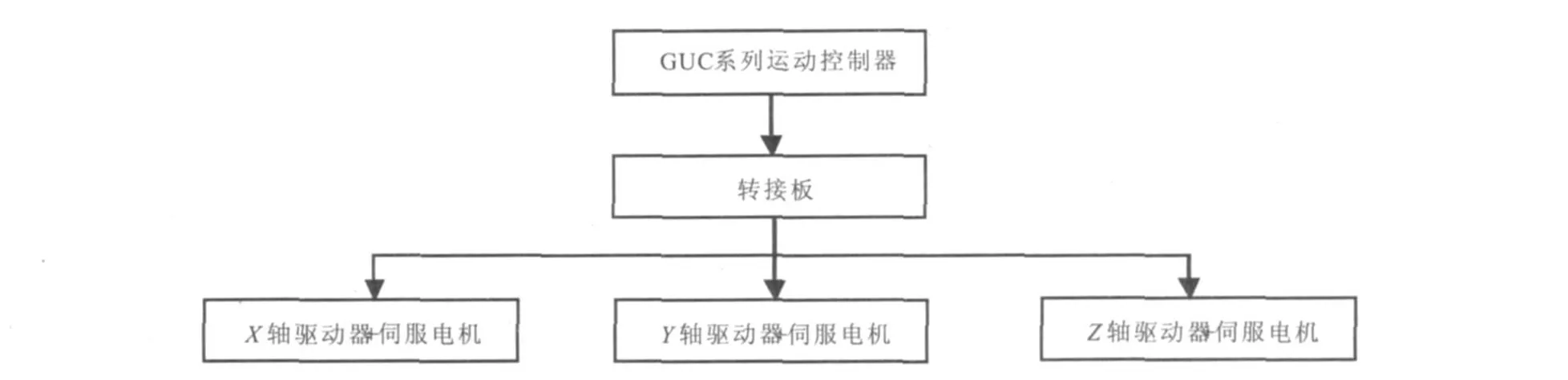
圖4 控制系統硬件結構圖
GUC系列運動控制器是嵌入式PC與運動控制器結合為一體的產品,與“工業計算機+運動控制器”結構的運動控制系統相比,具有更高的可靠性、穩定性、抗干擾能力和更高的性價比。該產品具有優越的運動控制性能,其運動控制支持直線插補和圓弧插補,帶緩沖區的速度前瞻及小線段預處理功能等特別適用于高速度、高精度運動控制要求的場合;該運動控制器還提供高速I/O現場總線擴展接口,可進行 I/O的擴展,能滿足多I/O點控制的要求,其四軸的電機控制信號涵蓋了每軸Home、Index及探針硬件捕獲功能和每軸正負限位及伺服報警的輸入。基于以上優點,本試驗裝置選用GUC-400-ESV型運動控制器,對超聲電解復合加工過程進行了精確控制。
3 旋轉超聲電解復合加工深小孔初步研究
為驗證旋轉超聲電解復合加工裝置的可行性,以加工電壓、加工間隙、陰極轉速、進給速度和電解液壓力為試驗因素,不銹鋼毛細管為陰極(外徑1.8 mm,內徑1.4 mm,外徑用環氧樹脂絕緣),在8 mm的1Cr18Ni9Ti不銹鋼板上進行通孔加工試驗。以孔的入口直徑、表面粗糙度為評價指標,試驗結果分析如下。
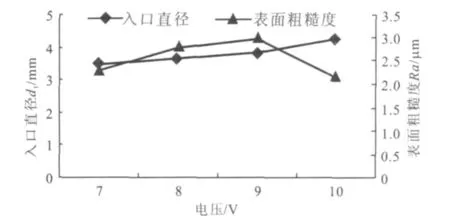
圖5 加工電壓對孔質量的影響
圖5是加工電壓對孔質量的影響。從圖中可看出,隨著電壓的增大,通孔入口直徑 d1呈增大趨勢。電壓增大,電流密度增加,加工速度也增加,材料去除率也增大,因而孔的入口直徑變大。同時,電壓增大,使孔的表面粗糙度值先增大后減小。大多數情況下,表面質量隨電流密度的增大而改善[6],8 V、9 V時的表面粗糙度值增大的原因有待進一步研究。對于加工電壓這個因素來說,表面質量和入口直徑兩個評價指標是相互矛盾的,兩者不能同時達到最佳狀態,最佳電壓范圍為8~9 V。
圖6是進給速度對孔質量的影響。隨著進給速度的增加,加工時間減少,入口直徑 d1也隨之減小,但由于試驗誤差和測量誤差,入口直徑變化不明顯。表面粗糙度值隨著進給速度的增加先減小后增加,說明對超聲電解復合加工而言,當其他因素一定時,存在著一個最佳進給速度,該速度與金屬的溶解速度相當,則表面粗糙度就好,低于或高于該范圍的速度,都將使表面粗糙度值增大。對進給速度這個因素,存在著最佳進給速度范圍(本試驗為1.4~1.6 mm/min),使入口直徑和表面粗糙度能同時達到較好的加工效果。
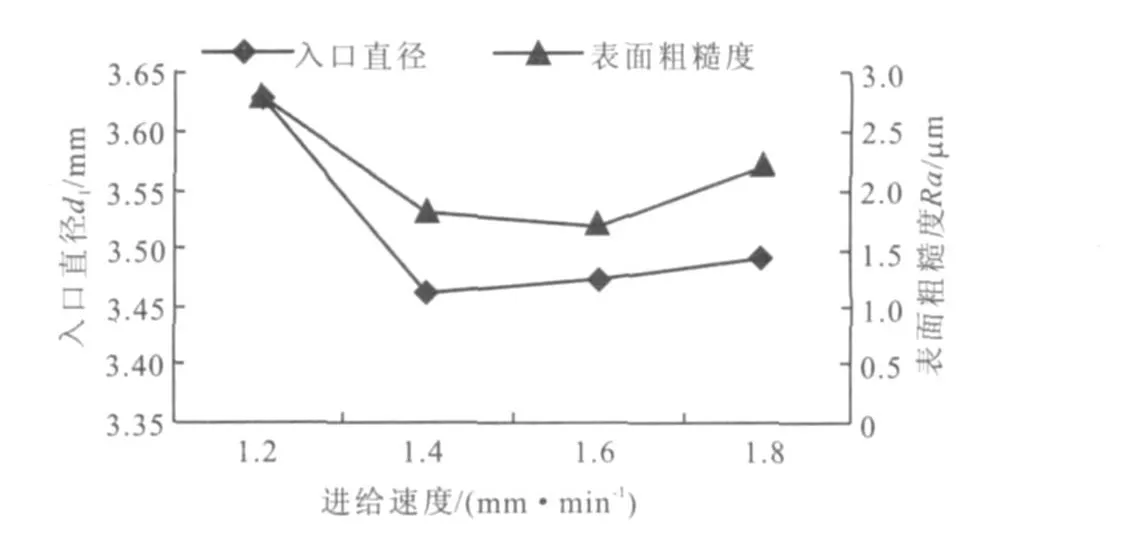
圖6 進給速度對孔質量的影響
圖7是加工間隙對孔質量的影響。加工間隙對入口直徑 d1和表面粗糙度的影響有著明顯的區別。隨著初始間隙的增大,入口直徑呈先減小后增大的趨勢,表面粗糙度值則呈先增大后減小的趨勢。由此可看出,加工間隙對入口直徑和表面粗糙度這兩個評價指標是矛盾的,兩者不能兼顧。
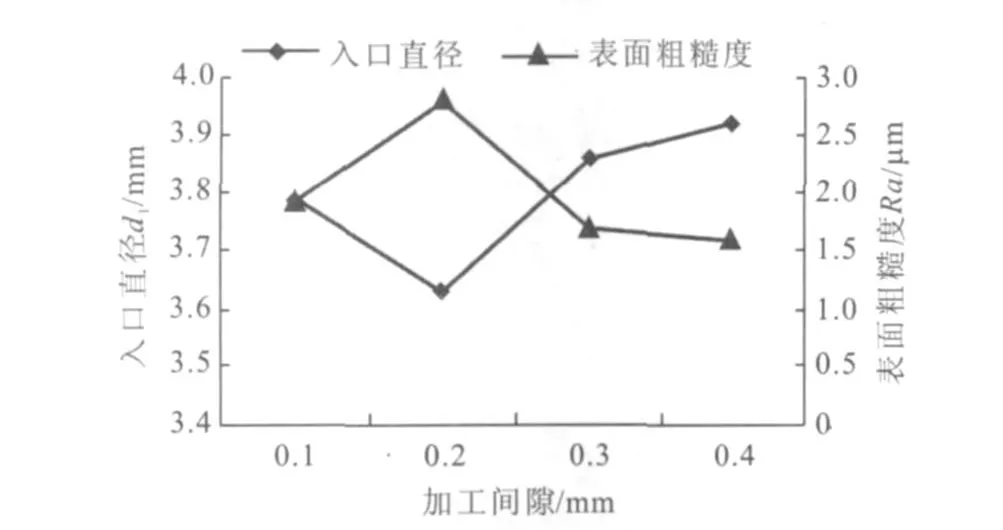
圖7 加工間隙對孔質量的影響
圖8是陰極轉速對孔質量的影響。隨著陰極轉速的等倍數增大,孔的入口直徑d1隨之減小。陰極轉速的提高,會使陽極來不及反應,而陰極又進入另一個離子交換過程,這樣,使入口直徑變小,而表面粗糙度值變大。這說明轉速過快可能會造成二次反應不能及時進行,因而表面粗糙度值也變大。
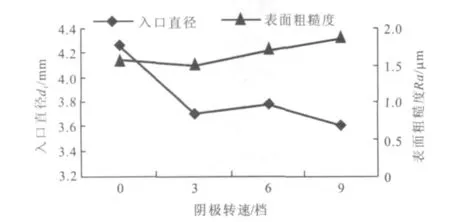
圖8 陰極轉速對孔質量的影響
圖9是旋轉超聲電解復合加工深小孔實物。通過試驗,完成了通孔的加工,證明了所研制機床的可靠性及可行性。通過對試驗結果的分析,揭示了各加工參數對評定指標的變化規律。同時,上述變化規律用傳統的電解加工理論無法解釋,進而為以后的超聲電解復合加工提供了基礎。

圖9 加工實物圖
4 結束語
本文設計了一種基于GUC系列運動控制器的數控超聲電解復合加工裝置,為滿足深小孔的超聲電解復合加工要求,特別設計了旋轉超聲振動系統,電解液循環系統有良好的密封和耐腐性能,確保加工能正常、穩定地進行;以模塊化的思想設計了開放式數控系統,編制了針對該裝置運動及控制系統的后置處理程序。初步試驗分析了加工電壓、進給速度、加工間隙和陰極旋轉速度對孔的加工尺寸精度及表面粗糙度的影響,為今后的研究提供了基礎。
[1] 朱荻.國外電解加工的研究進展[J].電加工與模具,2000(1):11-16.
[2] 黃春峰,賴傳興,陳樹全.現代特種加工技術[J].航空精密制造技術,2001,37(6):14-20.
[3] 曹鳳國,張勤儉.超聲加工技術的研究及其發展趨勢[J].電加工與模具,2005(增刊):15-31.
[4] 王峻.現代深孔加工技術[M].哈爾濱:哈爾濱工業大學出版社,2005.
[5] 艾冬梅,賈志新.小孔加工技術發展現狀[J].機械工程師,2000(1):8-10.
[6] 徐家文,云乃彰,王建業,等.電化學加工技術原理工藝及應用[M].北京:國防工業出版社,2008.
[7] 范植堅,李新忠,王天誠,等.電解加工與復合電解加工[M].北京:國防工業出版社,2008.
[8] 章偉,陳澄洲,張發英,等.電解、磨粒、超聲復合加工技術及其加工表面粗糙度的預測方法[J].工具技術,1998,32(12):20-23.
[9] Ruszaj A,Zybura M,Zurek R,et al.Some aspects of the electrochemical machining process supported by electrode ultrasonic vibrations optimization[J].Proceedings of the Institution of Mechanical Engineers,Part B:Journal of Engineering Manufacture,2003,217(10):1365-1371.
[10] Hewidy M S,Ebeid S J,El-Taweel T A,et al.Modelling the performance of ECM assisted by low frequency vibrations[J].Journal of Materials Processing Technology,2007,189:466-472.
[11] Bhattacharyya B,Malapati M,Munda J,et al.Influence of tool vibration on machining performance in electrochemical micro-machining of copper[J].International Journal of Machine Tool and Manufacture,2007,47:335-342.
[12] Pa P S.Design of effective plate-shape electrode in ultrasonic electrochemical finishing[J].The International Journal of Advanced Manufacturing Technology,2007,34(1-2):70-78.
[13] Pa P S.Electrode form design of large holes of die materialin ultrasonic electrochemical finishing[J].Journal of Materials Processing Technology,2007,192-193:470-477.
[14] 馬德通,張肖陶,李福援.電解超聲復合銼削的應用[J].新技術新工藝,1990(1):18-19.
[15] 趙雪松,高洪.精密模具超聲電解復合拋光試驗研究[J].農業機械學報,2004,35(3):188-190.
[16] 唐建生,杜建根,張成光.超聲脈沖電解復合研磨加工機理研究[J].武漢理工大學學報,2008,30(1):142-145.
[17] 楊大春,云乃彰,嚴德榮.硬脆金屬的超聲電解復合加工研究[J].電加工與模具,2002(2):31-33.
[18] 朱永偉,徐玉明,齊金華.超聲電解復合加工的陰極制作工藝研究[J].宇航材料工藝,2007(4):46-49.
[19] 朱永偉,王占和,云乃彰.超聲電解復合微細加工裝置與試驗研究[J].機械科學與技術,2008,27(8):986-991.
[21] 李紅英,云乃彰,朱永偉.超聲電解復合微細加工硬質合金試驗研究[J].航空制造技術,2009(1):78-82.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
工業設計(2022年8期)2022-09-09 07:43:20
艦船科學技術(2022年8期)2022-06-05 07:36:28
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40