鑄鋼零件激光熔覆修復試驗研究和工程應用
2012-04-13 06:37:50賈治國鄧琦林
電加工與模具 2012年6期
賈治國,鄧琦林
(1.中國人民解放軍四八○五工廠,上海200136;2.上海交通大學機械與動力工程學院,上海200240)
在船舶和艦艇上大量使用鑄鋼零件,如錨鏈軸、舵叉等。由于長期工作于潮濕和鹽霧等惡劣環境,在使用一段時間后,這類零件的腐蝕會非常嚴重,加速了零件的磨損,導致零件無法繼續使用。由于鑄鋼零件組織粗大、脆性大,并伴有縮孔和夾雜等,使鑄鋼零件的修復變得非常困難[1]。常規的修復方法如電弧堆焊、氬弧堆焊和等離子弧堆焊等,由于輸入的熱量巨大,且要求將零件預熱到非常高的溫度,必將導致零件有較大的變形,修復后的零件可能無法使用[2-4]。激光熔覆修復是一種非常好的零件修復技術,可用于修復鑄鋼零件[5-7]。
激光熔覆修復系統主要由計算機、粉末輸送系統、激光器和數控工作臺四部分組成。激光熔覆修復的原理見圖1。金屬粉末由送粉裝置和噴嘴輸送到高能激光束在零件基體上形成的熔池中,零件基體在X-Y平面內移動并形成一層薄的熔覆層,逐道熔覆完一層后,激光頭和安裝于其上的粉末噴嘴沿Z軸方向上升一個給定的距離,再熔覆一層。這樣逐道、逐層熔覆合金粉末材料,最終完成零件的修復,再經機械加工獲得最后的尺寸。為防止熔覆粉末的氧化,通常用惰性氣體對熔池進行保護。
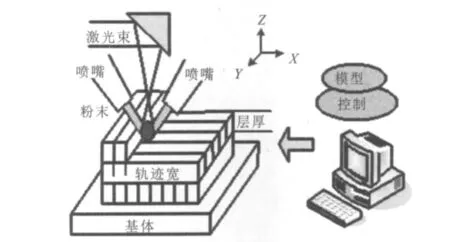
圖1 激光熔覆修復原理圖
激光熔覆修復技術具有許多獨特的優點:①激光熔覆層與零件基體呈冶金結合,強度高,能經受強烈振動和沖擊;②激光熔覆時熱量輸入集中,對零件基體影響小,不會造成零件的熱變形或變形極小;③激光熔覆可用的粉末很多,通過調配可形成新的合金粉末,適合各種工況的零件修復;④激光熔覆修復采用計算機控制,修復過程穩定,修復質量得到保證;⑤激光熔覆修復使用的合金粉末比零件原材料各方面的性能都好,經激光熔覆修復的零件使用壽命比新零件還要長很多。
本文先對鑄鋼試樣進行激光熔覆修復試驗,在此基礎上再對實際零件進行激光熔覆修復的工程應用。
1 試驗材料及方法
基體材料為鑄鋼材料,其化學成分見表1。試樣尺寸為100 mm×80 mm×20 mm。激光熔覆粉末選用了3種Ni基合金粉末,粒度為-150~+300目,其化學成分見表2。
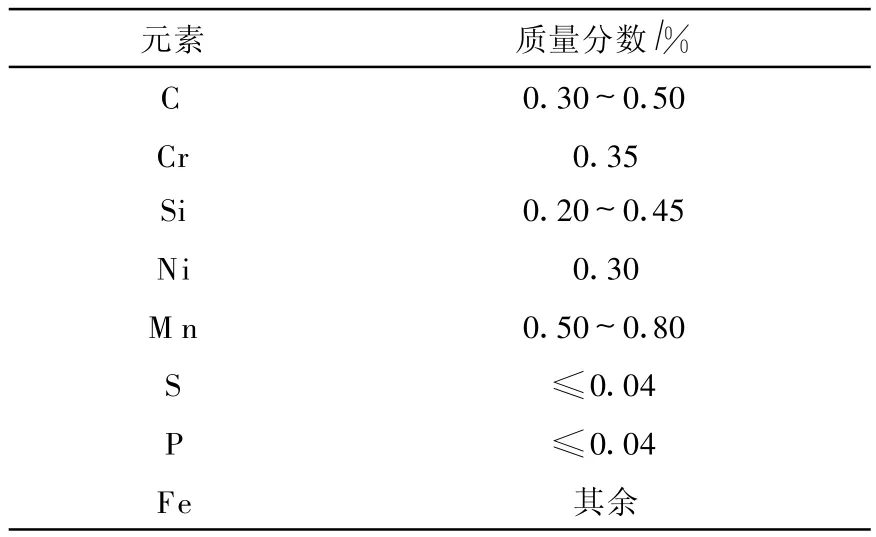
表1 鑄鋼的化學成分
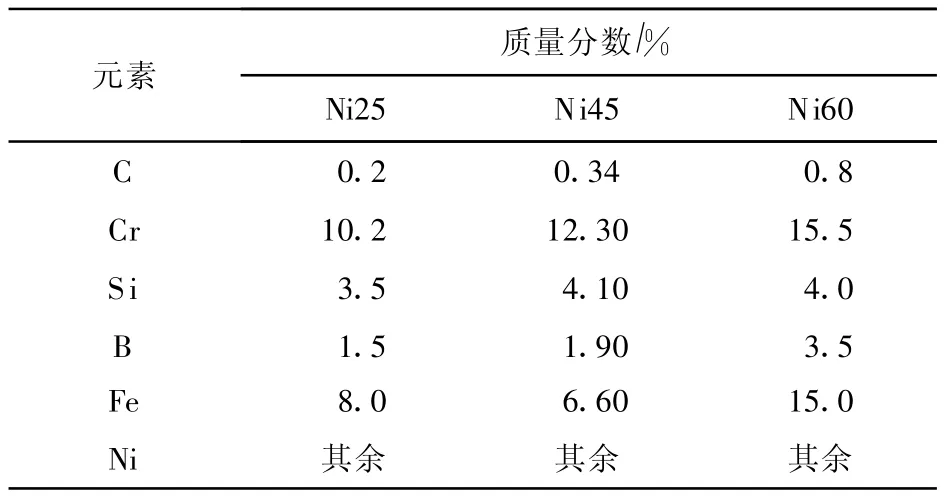
表 2 3種Ni基合金粉末的化學成分
實驗采用3 000 W橫流CO2激光器及激光熔覆專用送粉系統,實現激光熔覆的同步送粉。在激光熔覆處理前,基體材料表面采用500#金相水砂紙打磨鐵銹,并用無水乙醇和丙酮依次擦洗干凈。
實驗工藝參數為:激光功率2 000~2 500 W,掃描速度5~10 mm/s,光斑直徑5~8 mm,道與道之間的搭接率為50%,送粉器量為5~10 g/min,每層厚度為0.5~0.8 mm,氬氣送粉和氬氣簾保護。
實驗過程中,進行單道單層和多道多層熔覆實驗。激光熔覆結束后截取試樣,經打磨和拋光后,先采用硝酸酒精溶液腐蝕基體材料,再采用三氯化鐵鹽酸溶液腐蝕Ni基合金激光熔覆層。采用金相顯微鏡進行組織觀察。
2 試驗結果與分析
2.1 多道多層的激光熔覆
多道多層激光熔覆修復試樣的內部結構見圖2和圖3。
由圖3可見,在激光熔覆時,凝固表面的液相金屬始終與其固相基底保持接觸。熔覆開始時,由于基體強烈的冷卻作用,在固液界面形成很大的溫度梯度,界面的失穩擾動波長很小,可看成是穩定的平界面,故凝固界面以平面晶方式長大。因此,在熔覆層與基體界面形成白亮的平面晶帶(圖3a),說明二者呈良好的冶金結合。由于熔覆層通過基體散熱,熱流方向垂直于界面,界面前沿存在很高的正的溫度梯度,驅使柱狀樹枝晶以外延方式生長。在熔覆層底部,垂直方向的溫度梯度占優,且遠大于水平方向的溫度梯度,熔覆層晶粒的生長方向幾乎是垂直于基體表面的(圖3b);隨著熔覆過程的進行,水平方向的溫度梯度逐漸增加,垂直方向的溫度梯度逐漸減小,接近熔覆層的二分之一處時二者持平(具體位置還取決于工藝參數),在每一熔覆層頂部,水平方向的溫度梯度超過垂直方向的溫度梯度,熔覆層晶粒的生長方向趨近于水平方向(圖3c)。

2.2 粉末梯度變化的激光熔覆
由于鑄鋼零件的組織粗大且脆性大,為防止激光熔覆修復時在熔覆層與基體之間產生裂紋,同時又要滿足零件表面高強度和高硬度的性能要求,在實驗中采用了梯度變化的粉末材料,底部用Ni25,中間用Ni45,表層用Ni60,所獲得的激光熔覆修復層內部組織結構見圖4。
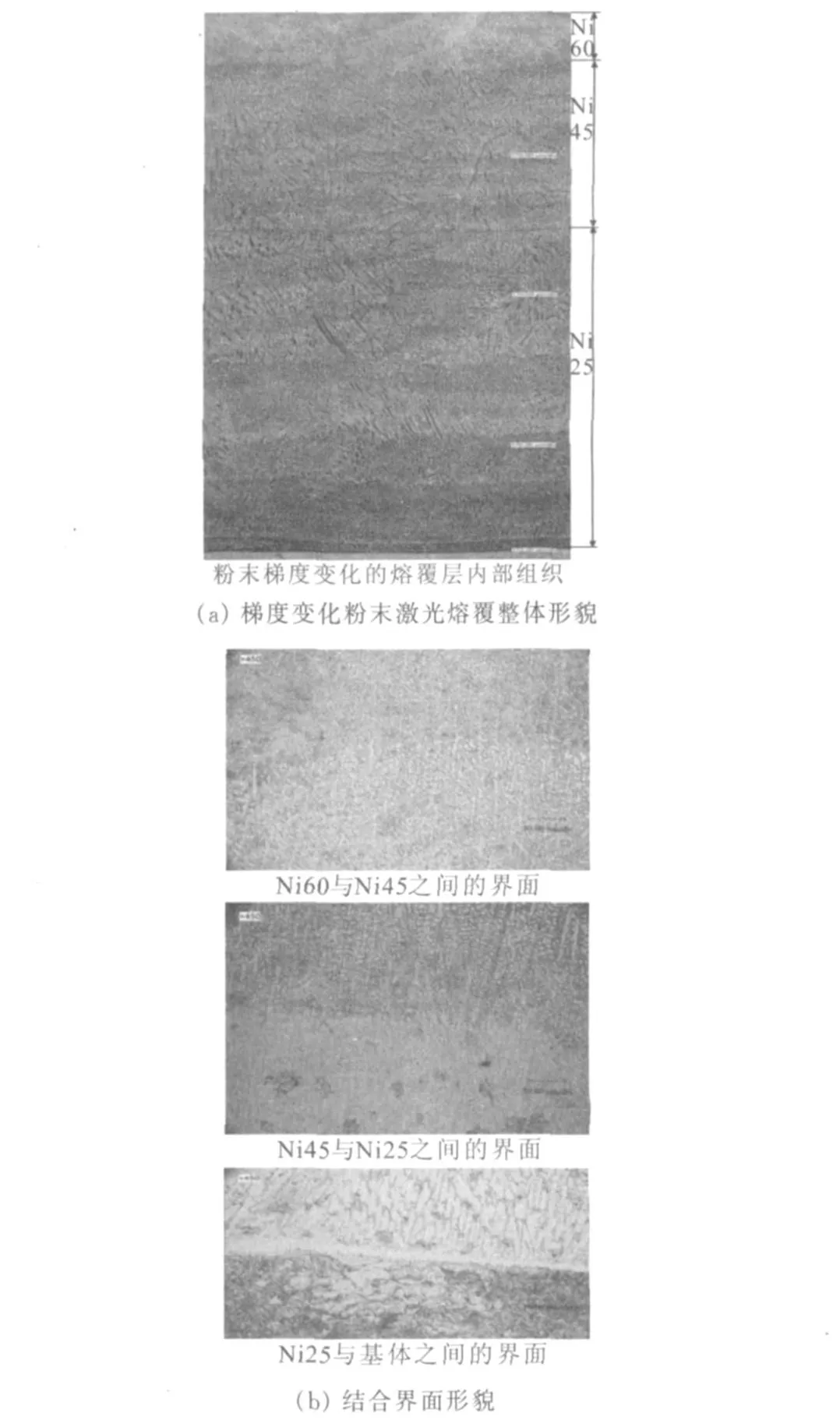
圖4 粉末梯度變化的激光熔覆層
由圖 4可見,Ni25與基體實現了冶金結合,Ni45與Ni25、Ni60與Ni45之間的結合也非常好,從整體看,激光堆焊層組織致密,未見任何缺陷。這樣既實現了激光熔覆層與鑄鋼基體的完美結合,整個熔覆層性能優良,組織致密、無缺陷,熔覆層表層又能滿足高強度和高硬度的實際使用要求。
3 鑄鋼零件激光熔覆修復的工程應用
在前述激光熔覆修復試驗取得成功的基礎上,對船舶和艦艇上使用的錨鏈軸進行了激光熔覆修復工程應用。由圖5a可見,錨鏈軸外側待修復部位已嚴重腐蝕,激光熔覆修復前必須對其進行機械加工以去除腐蝕層。經機械加工后才知腐蝕很深,單邊達5 mm,且原有的鑄造縮孔和夾雜已因腐蝕而變得非常嚴重(圖5b、圖5c)。
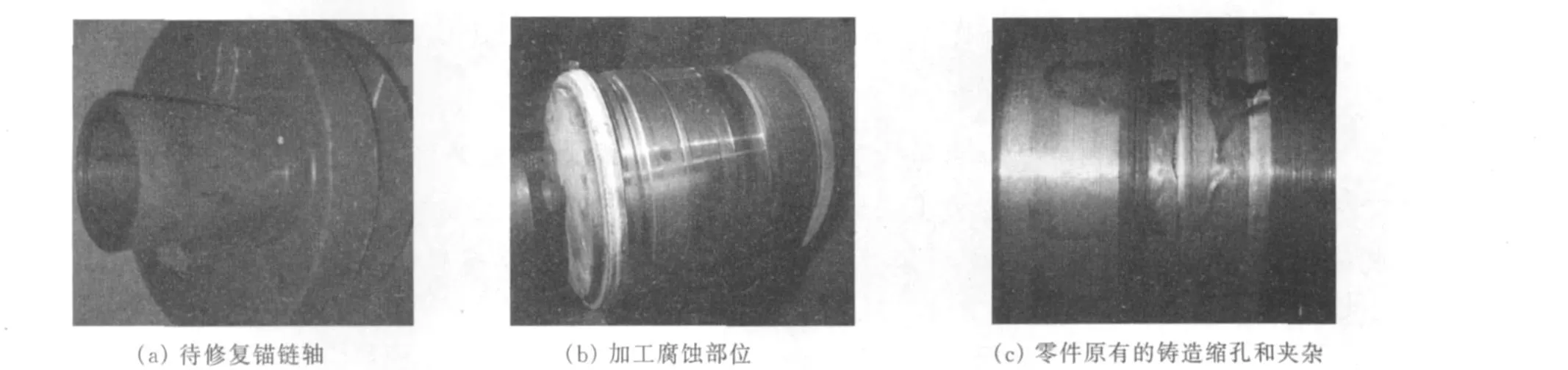
圖5 待修復的錨鏈軸
錨鏈軸的本體材料是鑄鋼,其焊接性是非常差的,手工電弧堆焊或氬弧堆焊時,一般要將工件本體預熱到很高的溫度,如200~300℃,否則堆焊時會出現裂紋。該錨鏈軸內孔鑲有銅套,高的預熱溫度會導致錨鏈軸膨脹變形,甚至會導致孔內的銅套脫出,所以不能采用手工電弧堆焊或氬弧堆焊。即使采用激光熔覆修復,也需對修復過程和工藝參數進行嚴格控制,以防止銅套變形或脫出。
錨鏈軸的激光熔覆修復采用梯度變化的粉末來實現,激光熔覆層的厚度要大于零件要求的尺寸(圖6a)。激光熔覆修復后的錨鏈軸經機械加工后,精度已達到使用要求(圖6b)。經著色探傷,表明激光熔覆層沒有任何缺陷(圖6c)。
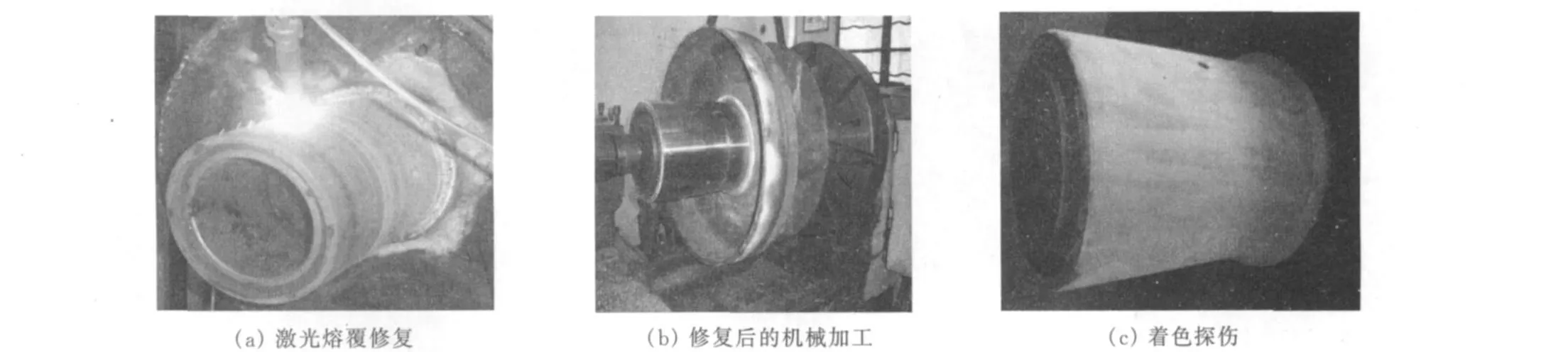
圖6 錨鏈軸的激光熔覆修復過程
4 結論
(1)激光熔覆是修復鑄鋼零件的好方法,熔覆層與基體呈冶金結合,組織致密,晶粒細小,性能優良,修復的零件不變形或變形極小。
(2)采用梯度變化的Ni基合金粉末進行激光熔覆修復,既可實現與鑄鋼類脆性零件的冶金結合,不會產生裂紋,又可實現熔覆層整體性能優良、涂層致密、無缺陷,還可滿足零件表面高強度和高硬度的要求。
(3)采用粉末梯度變化的激光熔覆修復技術,對船舶和艦艇重要零件錨鏈軸進行了激光熔覆修復,經機械加工和著色探傷,修復后的錨鏈軸符合使用要求。
[1] 任頌贊.鋼鐵金相圖譜[M].上海:上海科學技術文獻出版社,2003.
[2] 胡秀彬,龔淑鐘,馮繼偉,等.ZG75CrMo熱軋工作輥堆焊工藝的研究[J].焊接技術,1999(4):13-14.
[3] 唐詩忠,王銀鳳.ZG310-570與45#鋼焊接裂紋產生的原因及防止[J].工程與試驗,2009,49(2):34-35.
[4] 王福京.淺談鑄鋼件裂紋的形成與預防[J].金屬加工:熱加工,2009(9):70-71.
[5] 吳雄兵.激光熔覆技術在高線軋輥修復中的應用[J].鄂鋼科技,2009(4):33-35.
[6] 董光星.激光熔覆技術在高爐鼓風機轉子修復中的應用[J].冶金動力,2010(1):55-56.
[7] 朱剛賢,張安峰,李滌塵.激光熔覆工藝參數對熔覆層表面平整度的影響[J].中國激光,2010,37(1):296-301.
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11