三軸機床微細異型電極加工與尺寸誤差分析
2012-04-13 06:37:08郭學杰裴萬生余祖元李劍中
電加工與模具 2012年5期
郭學杰,裴萬生,余祖元,李劍中
(大連理工大學機械工程學院,遼寧大連116024)
與傳統機械相比,微機械體積小、耗能低、性能穩定,在航空航天、醫學、生化、通訊等領域具有廣泛需求。而微細電火花加工作為微細加工技術的一種,因其可加工任何導電材料而無需考慮材料的硬度,而被廣泛應用于微孔和微型磨具的加工。日本學者發明了線電極磨削技術[1],解決了微細工具電極的在線制作問題,推動了微細電火花技術的應用,同時促進了對微細電火花加工技術的深入研究。余祖元等通過復合電極搖動和工件超聲振動的方法加工出了深徑比達29的微孔[2]。
本文利用三軸微細電火花加工機床,通過直線插補與圓弧插補方法,分別加工出了圓錐臺、四棱臺以及帶有圓弧曲面的微細異型電極,并獲得了較高的加工尺寸精度。
1 插補算法
1.1 直線插補原理
數控加工中,按脈沖驅動方式的不同有脈沖增量插補和數字增量插補。脈沖增量插補主要用于步進電機驅動的開環系統;數字增量插補主要用于采用交、直流伺服電機為伺服驅動系統的閉環、半閉環數控系統,也可用于以步進電機為伺服驅動系統的開環數控系統。本文所用實驗機床為雙閉環直流伺服系統,因而選用了數據采樣插補法。
直線插補的基本原理如圖1所示,假設要加工的直線OP在XY平面上,起點坐標為坐標原點O(0,0),終點坐標P為(x0,y0),刀具進給方向和X軸夾角為θ。設插補進給步長為 Δ L,則插補步數N為:
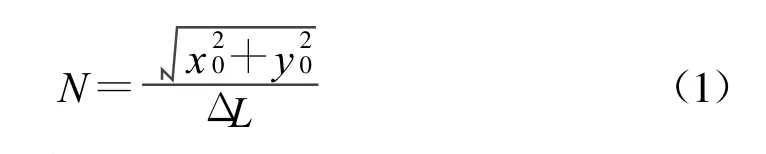
數控加工中,插補步數應是整數,即應對上式的結果取整。插補過程中,前(N-1)步所走步長均為Δ L,第N步走完剩余長度。通過取速度的正弦值和余弦值來保證X、Y軸同時到達終點。
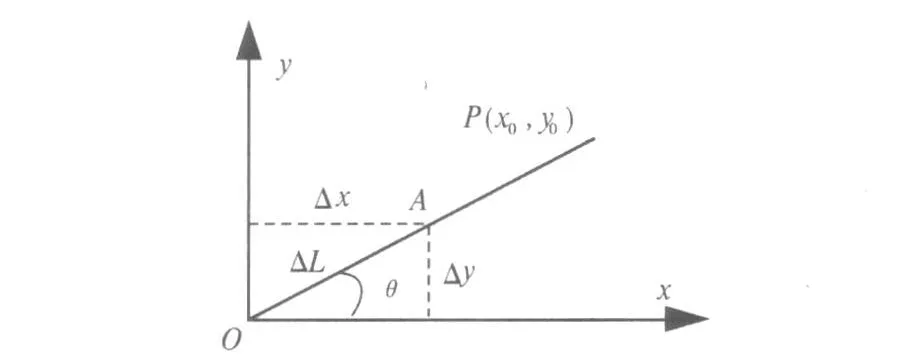
圖1 直線插補原理
1.2 圓弧插補原理
圓弧插補的基本原理如圖2所示,設圓弧起點與終點為 A(x0,y0),B(xe,ye)。P(xi,yi),Q(xi+1,yi+1)為相鄰兩個插補點。根據圓的參數方程有:
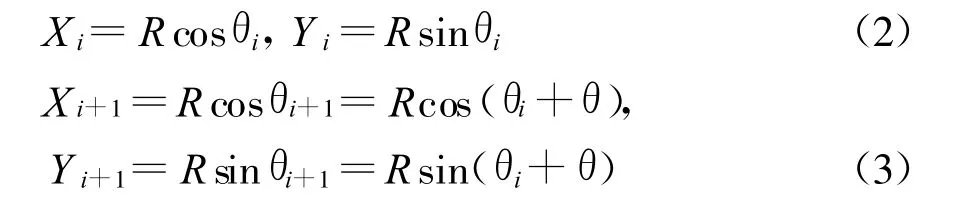
式中:R為圓弧半徑,θ為步長 Δ L所對應的步距角。
由P、Q兩點的坐標可計算出弦PQ與X軸的夾角,進而計算出每步X軸、Y軸的速度。設插補進給步長為 Δ L,則加工圓弧AB的插補步數N為:

同直線插補一樣,插補步數須為正整數,即前(N-1)步每步所走角度為步距角 θ,第 N步走完剩余角度。
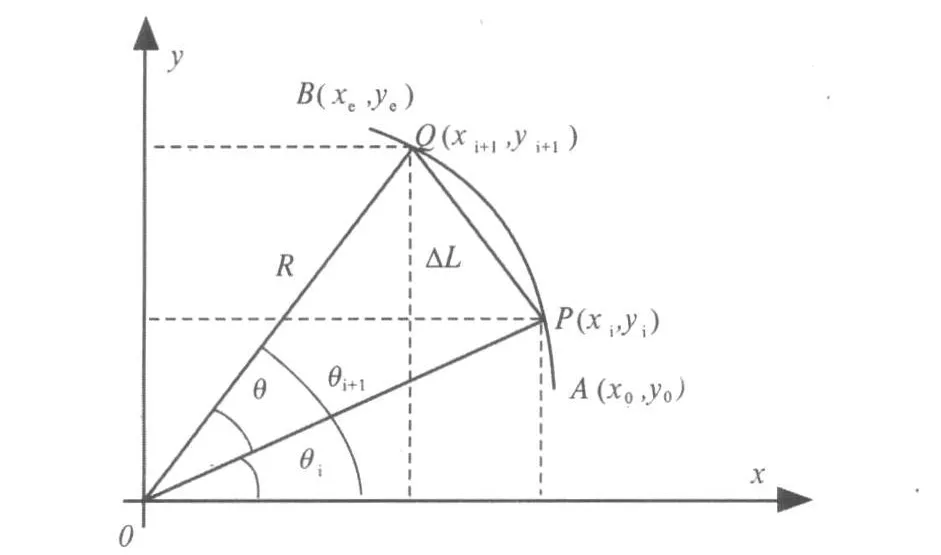
圖2 圓弧插補原理
1.3 基于labview的插補算法
根據以上直線插補與圓弧插補原理,本文使用labview編制的插補算法(圖3)。
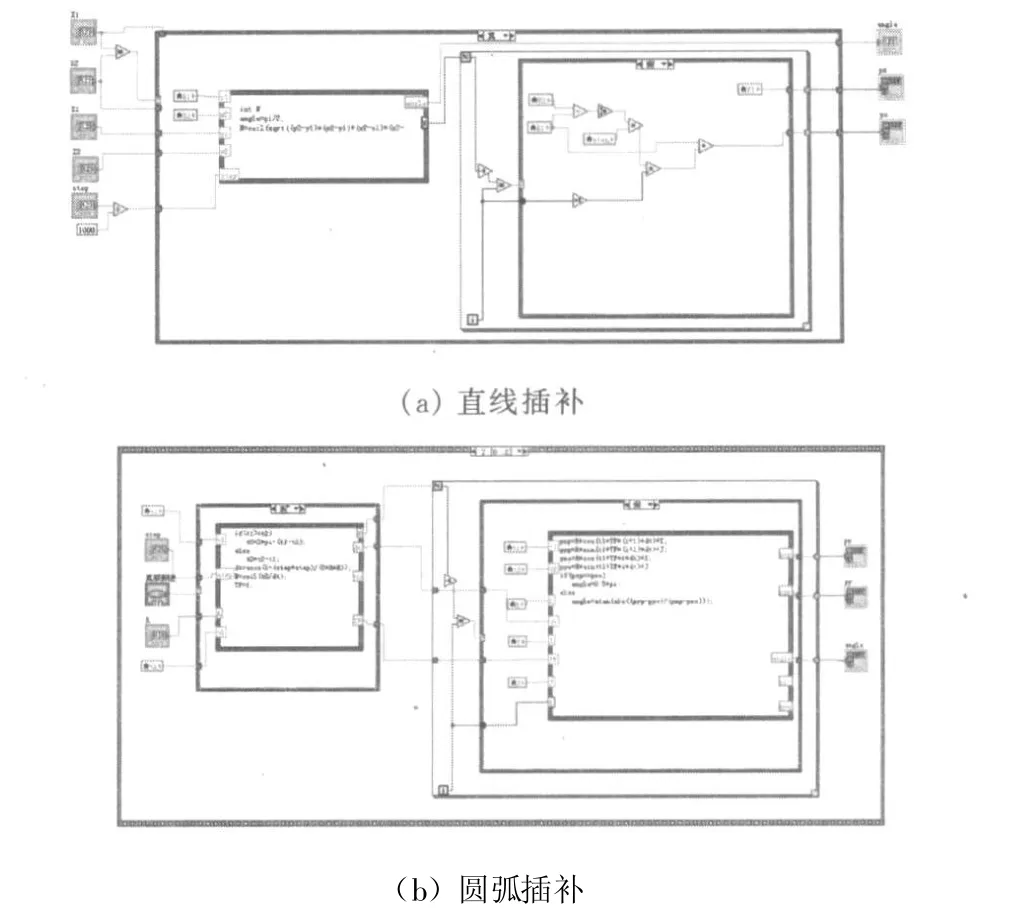
圖3 基于labview的插補算法
2 微細異型電極加工
2.1 微細異型電極加工原理
微細電極的制備采用線電極電火花磨削(WEDG)方法。如圖4所示,線電極在導向輪上連續低速移動,工件(待成形的工具電極)則根據需要隨機床主軸旋轉和進行三維運動。若通過所設計的插補算法,實現主軸在XZ平面走斜線與圓弧軌跡,并配合主軸的旋轉與否,則可在三軸臥式微細電火花機床上加工出圓錐、棱臺等各種形狀復雜的微細異型電極。
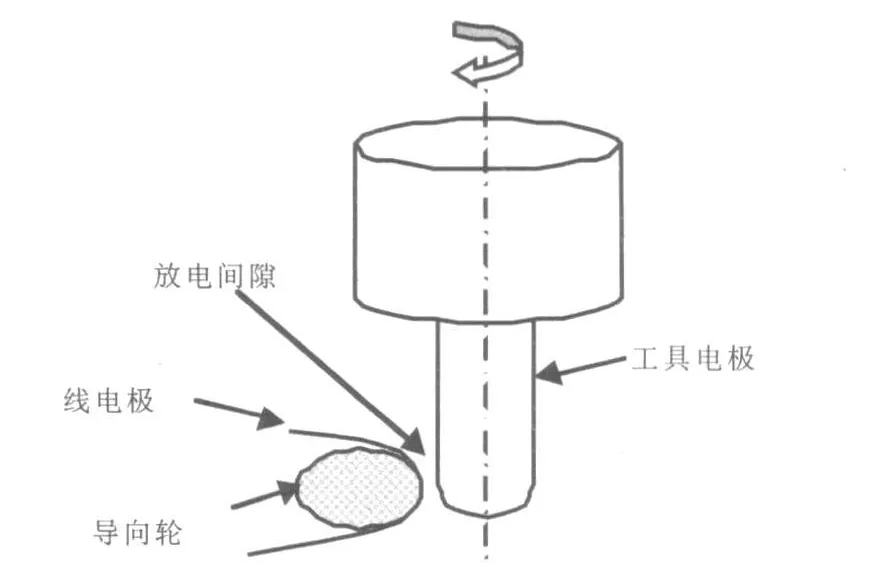
圖4 WEDG加工原理圖
2.2 微細異型電極的加工結果
圖5為預加工微細異型電極的設計尺寸,表1為其加工參數,圖6為其在臥式微細電火花機床上的實際加工結果照片。
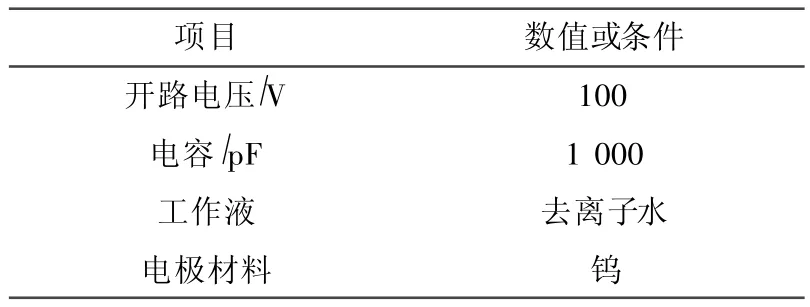
表1 微細異型電極加工參數
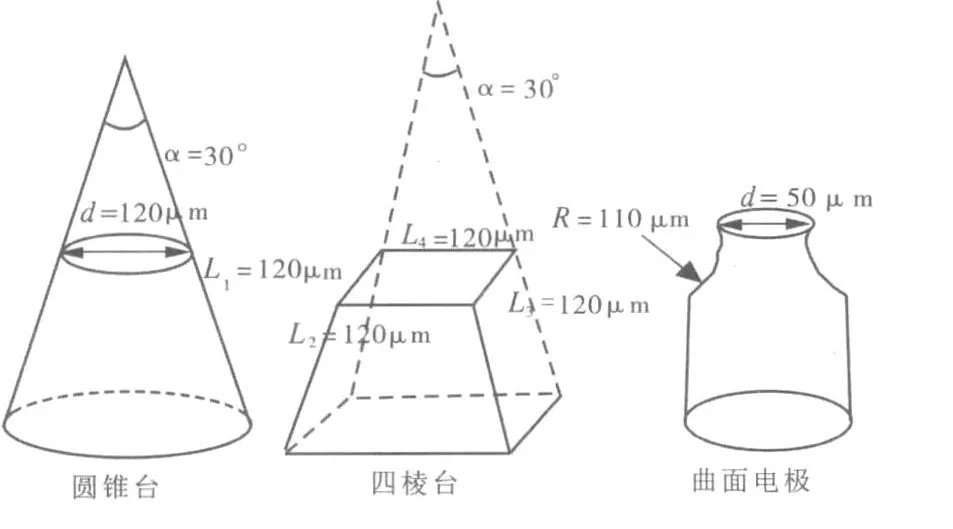
圖5 微細異型電極的設計尺寸
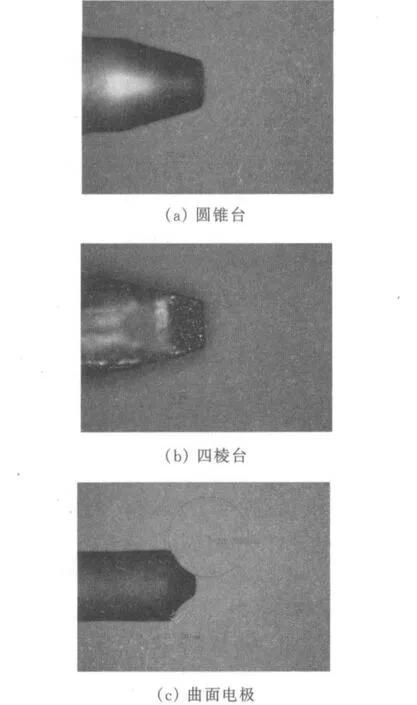
圖6 加工的微細異型電極
2.3 微細異型電極尺寸誤差
加工后微細異型電極的尺寸測量在SMS&OLYSIM測量顯微鏡上進行。設計尺寸、測量結果及尺寸誤差如見2~表4。由表2~表4可知,微細異型電極加工后的尺寸相對誤差均在2%以內,說明插補算法有較高的精度。
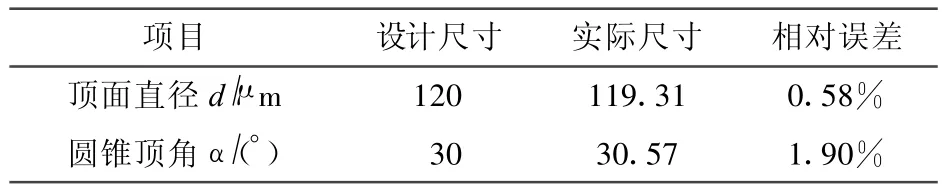
表2 圓錐臺尺寸誤差
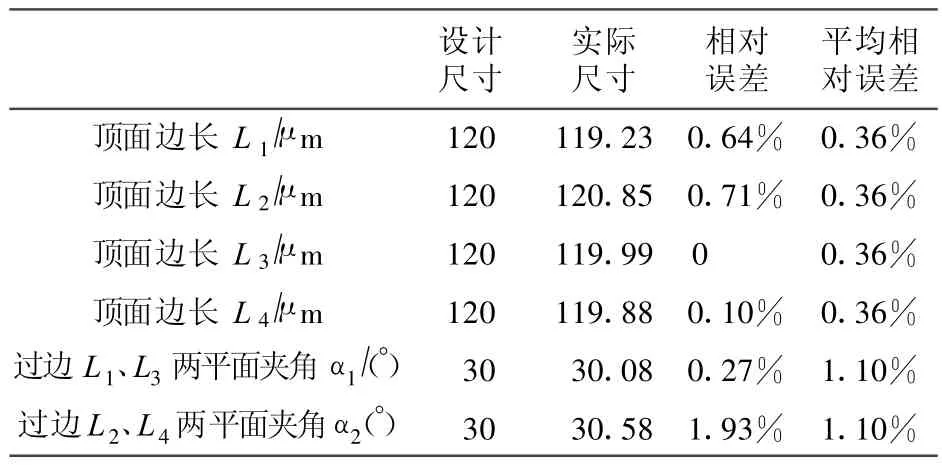
表3 四棱臺尺寸誤差
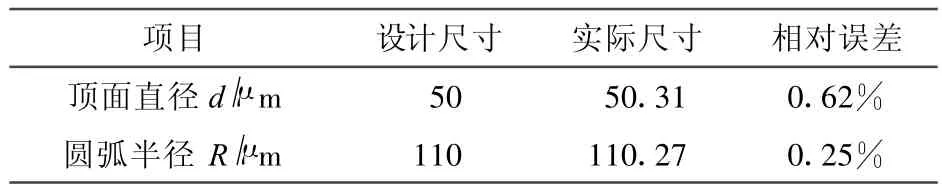
表4 曲面電極尺寸誤差
2.4 尺寸誤差原因分析
(1)放電間隙
為研究加工條件下放電間隙的變化,預先進行了10組微孔的加工,表5為通過測量孔徑與電極直徑后計算出的放電間隙。由表5可見,同樣條件下加工獲得的微孔,其放電間隙在11.2~18.3 μm的范圍變化,說明放電間隙具有隨機性,因而導致異型電極加工的尺寸誤差。
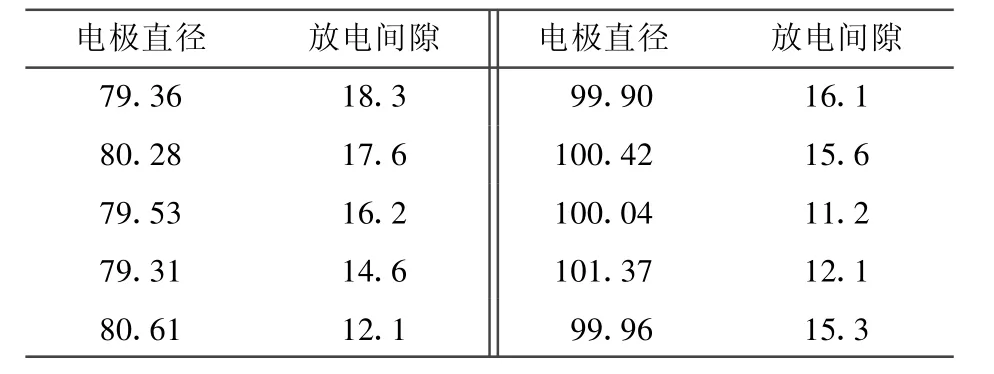
表5 鉆孔實驗的放電間隙 μm
(2)機床精度
插補的思想是用微小折線來逼近所要加工的線形,進給步長 Δ L越小則插補點越多,插補曲線就越接近所要加工的線形,加工精度也就越高;但 Δ L的取值也要考慮到機床運動平臺的最小分辨率。實驗加工設備采用德國 Physik Instrumente公司的M-521型高精度運動平臺,其最小分辨率為0.1 μm。因而實驗中 Δ L的值取為0.3 μm,這是導致異型電極加工誤差的另一原因。提高機床運動平臺的精度,減小進給步長,能減小電極尺寸誤差。
(3)測量誤差
測量采用的SMS&OLYSIM測量顯微鏡,其測量誤差為±1 μm。也是導致異型電極加工誤差的原因之一。多次測量求平均值,可減小電極尺寸誤差。
3 總結
采用直線插補與圓弧插補算法,在三軸微細電火花機床上實際加工出了圓錐臺、四棱臺以及帶有曲面的微細異型電極,并對微細異型電極尺寸誤差進行計算,其相對誤差均在2%以內,說明插補算法有較高的精度。本文最后對微細異型電極尺寸誤差的形成原因作了全面分析,分析得到放電間隙的隨機性、機床運動精度、尺寸測量精度等均是導致誤差形成的原因。
[1] Masuzawa T,Fujino M,Kobayashi K,et al.Wire electro-discharge grinding for micro-machining[J].Annals of the CIRP,1985,34(1):213-216.
[2] Yu Zuyuan,Zhang Y,Li J,et al.High aspect ratio micro-hole drilling aided with ultrasonic vibration and planetary movement of electrode by micro-EDM[J].Annals of the CIRP,2009,58:213-216.