金屬材料的疊加制造技術及其在工具制造中的應用
2012-04-13 06:37:12宮海軍王懋露
電加工與模具 2012年5期
關鍵詞:方法
宮海軍,王懋露,王 揚
(哈爾濱工業大學機電工程學院,黑龍江哈爾濱150001)
疊加制造技術是一種以逐層結合材料的方式加工零件或原型的先進制造技術。與傳統的去除加工方法不同,該技術將離散的材料按需結合,以達到材料成形的目的。起初,這項技術只能制作一些非金屬原型或簡單模型,所以工業領域普遍使用“快速成形”來命名使用該原理的一系列技術[1]。自20世紀80年代以來,很多快速成形方法已實現商品化,相關技術已廣泛應用于航空航天、機械、電子、制造、醫療和教育等領域。近年來,隨著研究的深入和技術的進步,金屬零件也實現了通過疊加制造的方法來進行加工。所以,“疊加制造”逐漸取代“快速成形”而成為該項技術的總稱。
工具制造是疊加制造技術在工業領域的一項重要應用,超凡生產效率和相對低廉的生產成本是目前很多企業采用該技術加工復雜形狀工具的主要原因。疊加制造技術加工工具可分為間接方法和直接方法。間接方法是指使用非金屬材料的零件作為中間環節加工工具的工藝過程[2],而本文主要介紹直接方法制造工具的一些技術,包括選擇性激光熔化(Selective Laser Melting,SLM),電子束熔融(Electron Beam Melting,EBM),激光工程化凈成形(Laser Engineered Net Shaping,LENSTM),超聲波固結(Ultrasonic Consolidation,UC),三維打印(Three Dimensional Printing,3DP)。在此基礎上,本文舉例說明了這些方法在模具隨形冷卻水道加工、模具成形加工、工具材料改進、工具修復和表面涂覆、電火花電極加工等方面的應用,并歸納了疊加制造技術在工具制造中的優勢。
1 疊加制造技術的主要方法
1.1 選擇性激光熔化(SLM)技術
SLM是一種激光逐層熔化金屬粉末的材料疊加制造技術。每一層金屬粉末按截面形狀在激光束的熱作用下完全熔化,經冷卻凝固,最終與前一凝固層融合[3]。該技術的工藝過程與選擇性粉末燒結(SLS)類似,只是在SLS過程中,非金屬材料用較低的激光能量便可實現燒結,無需給零件添加輔助支撐結構。但在SLM過程中,金屬粉末的預熱溫度很低,主要依靠激光的高能量熔化金屬粉末。所以,材料在冷卻過程中會出現很大的殘余應力和變形[4]。因此,需要使用支撐結構將零件固定在金屬底板上。成形后,進行熱處理去除應力,并去除支撐結構。圖1是SLM系統結構的示意圖。
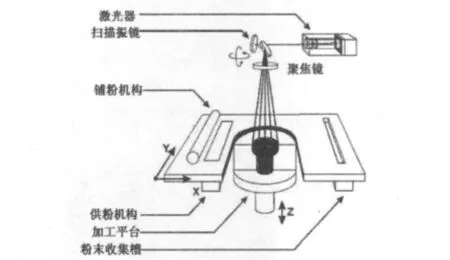
圖1 SLM技術示意圖[5]
目前,基于SLM技術推出商品化設備的公司包括德國的 EOS GmbH、Concept Laser GmbH、3DMicromac AG 、SLM Solutions GmbH,美國的 Renishaw Inc及法國的Phenix Systems。雖然每個公司的設備各有特點,技術名稱也略有差別,但疊加制造的基本原理都是類似的。
1.2 電子束熔融(EBM)技術
EBM是一種采用高能電子束逐層熔化金屬粉末的疊加制造技術。EBM與SLM的疊加制造過程大致相同,但整個過程在真空環境下進行。金屬粉末首先被電子束預熱,在整個熔化和固化過程中,零件的殘余應力和熱變形很小[6-7]。所以,零件無需支撐或只需少量支撐結構即可進行加工。電子束聚焦系統的掃描速度很快,與SLM技術相比,加工效率更高,但零件的表面質量一般。EBM系統結構示意圖見圖2。
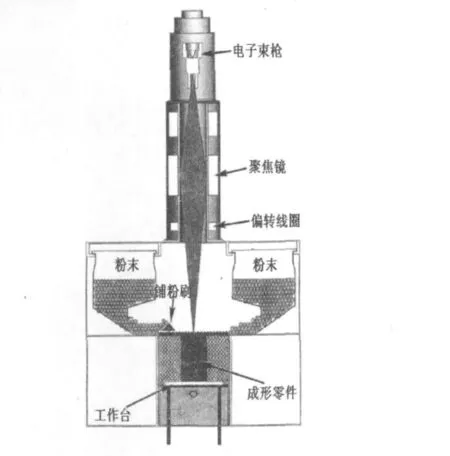
圖2 EBM系統結構示意圖[7]
目前,商品化的EBM系統設備主要由瑞典Arcam AB公司生產制造,并推出Arcam A1和A2兩種型號的設備供用戶選擇。
1.3 激光工程化凈成形(LENSTM)技術
LENSTM是一種將金屬粉末噴射到高能激光照射基板后形成熔池繼而熔化固化的疊加制造技術,由美國Sandia National Laboratories最早提出。噴射管道與激光頭通常做一體化設計,對稱分布在激光頭的四周,其軸線的交點同時也是激光束的焦點,這樣可保證金屬粉末伴隨著保護氣體噴射到熔池中[8](圖3)。目前,三軸LENSTM系統主要通過工作臺的水平運動和激光頭的垂直運動實現,而五軸LENSTM系統則通過激光頭在3個方向的直線運動和工作臺在2個方向的旋轉運動實現。

圖3 LENST M加工過程示意圖[9]
美國Optomec公司于1997年推出了第一臺商品化的LENS設備“LENS 750”,之后又相繼推出了更先進的“LENS 850(R)”和 “LENS MR-7”。POM是另一家致力于LENSTM加工的美國公司,其設備通過集成多臺CCD相機實現了加工過程的閉環控制。美國的AeroMet公司開發出了應用于航天領域大型薄壁零件的LENSTM加工設備,但該公司于2005年關閉了設備的研發部門。
1.4 超聲波固結(UC)技術
UC是一種整合了超聲焊接和數控輪廓銑削的疊加制造技術。該技術使用超聲振動頭將一定厚度的金屬薄片焊接到基體上,然后使用銑刀沿截面輪廓將該層面不需要的材料去除,銑削掉的薄片被立刻吹離加工區域,即加工出疊加過程中的一層,往復進行即可實現三維實體的制造[10]。圖4是UC加工過程示意圖。
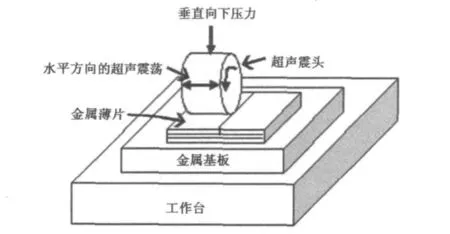
圖4 UC工藝過程示意圖[11]
美國Solidica公司于2000年推出了商品化的UC設備,可實現超聲波固結的金屬薄片,包括鋁、不銹鋼、鈦合金等,薄片厚度約0.1~0.15 mm。此外,金屬絲或碳化硅纖維也可嵌入到薄片之間,加工出金屬基復合材料;光纖和傳感器也可嵌入到薄片間,實現零件與信息傳遞系統的一體化。
1.5 三維打印(3DP)技術
3DP是由麻省理工學院最早發明的一種疊加制造技術,它同樣使用離散的粉末作為加工材料,鋪粉機構相似于SLM。但3DP使用噴頭將粘結劑按照當前層截面形狀噴射到粉末表面,將當前層與前一層材料粘結在一起,逐層粘結至加工結束。其工藝過程見圖5。Ex One公司打破了3DP加工僅限于非金屬材料的限制,開發出了適用于金屬粉末的ProMetal技術。該技術使用強力高分子聚合物粘結劑將金屬粉末粘結成零件,在低溫熔爐內將零件中的粘結劑燒除,然后放入高溫熔爐內燒結,最后放入其他金屬粉末材料中滲透[12]。Ex One的設備包括Ex One R1和R2,可使用不銹鋼和青銅粉末加工砂模、型芯及各種金屬零件。
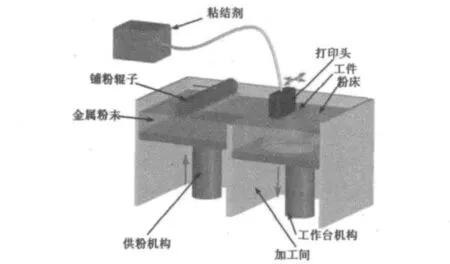
圖5 3DP工藝過程示意圖
2 疊加制造技術在工具制造中的應用
2.1 隨形冷卻水道加工
傳統模具的冷卻水道只能加工成簡單的直孔,當模具型腔結構復雜時,其冷卻效果差。隨形冷卻是指冷卻水道根據型腔表面輪廓的變化而變化,從而達到最佳效果的一種冷卻方式,它既能提高生產效率,還能改善產品質量[13]。但由于加工技術的限制,隨形冷卻一直沒有被真正應用于模具制造過程中。隨著疊加制造技術的出現,隨形冷卻模具的加工也逐漸成為現實。
EBM是一種加工隨形冷卻水道的可行方法。Rannar[14]利用該方法,使用Arcam公司的H13工具鋼粉末加工出的型芯見圖6,其內部采用了回轉形的冷卻水道。通過與常規冷卻水道模具加工出的零件比較發現,使用該型芯加工出的零件尺寸精度和冷卻時間有極大改善。
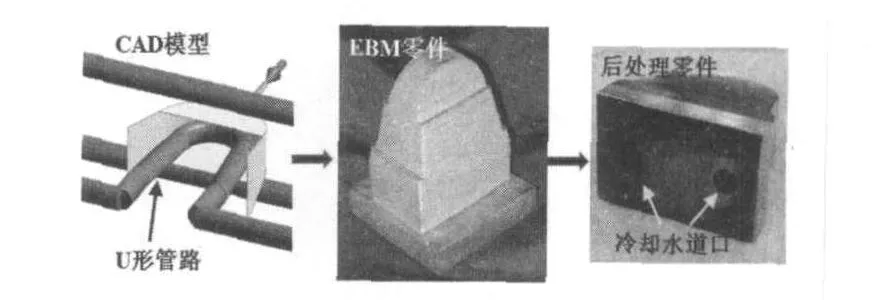
圖6 EBM加工隨形冷卻水道實例[14]
SLM也是加工隨形水道的一種有效方法,目前可使用的金屬粉末材料包括馬氏體鋼、不銹鋼、鈷鉻合金鋼和鈦合金等。圖7是意大利INglass公司使用SLM技術加工出的模具,其內部的隨形水道完全按照模具工作表面的輪廓設計并加工。復雜的隨形水道不但減少了模具的整體重量,而且增大了水道的散熱面積,提升了散熱能力。
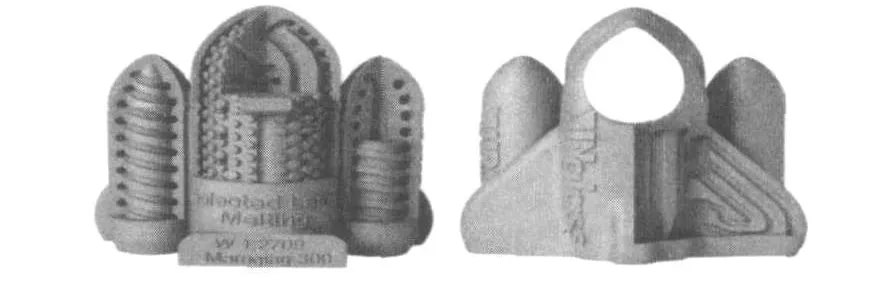
圖7 SLM加工馬氏體鋼隨形冷卻水道
2.2 模具成形加工
使用傳統方法加工形狀復雜的模具,成本高且周期長。但對于疊加制造技術來說,即使是非常復雜的模具,也可一次加工完成。SLM技術最重要的應用之一,就是加工具有復雜形狀的注塑模具[15]。圖8是德國FIT公司采用SLM技術生產的注塑模具及其加工的零件。圖9是 Renishaw Inc.的AM125/250設備加工的金屬模具。
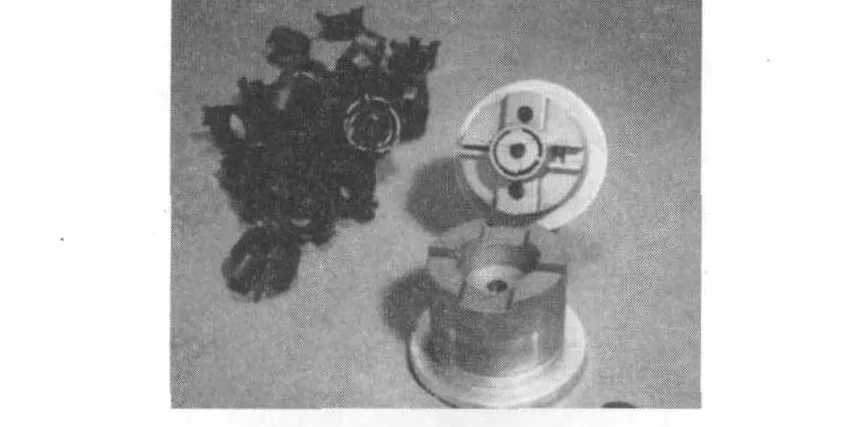
圖8 采用SLM技術加工注塑模具
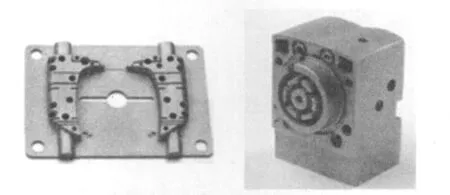
圖9 采用SLM技術加工金屬模具
UC技術同樣可用于模具的生產加工[16]。圖10是Solidica公司生產的FormationTM型UC設備加工出的鋁制模具及該模具加工的航空用鉸鏈和刀架。
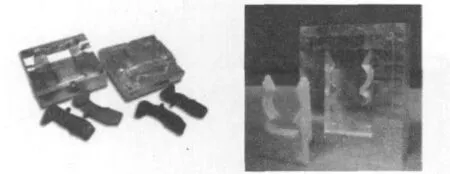
圖10 采用UC技術加工的模具及產品[10,17]
圖11是使用ProMetal技術加工的沖壓模具及其加工出的鋁制航空零件。最終的產品材料中含有約60%的不銹鋼成分和40%的青銅成分[18]。
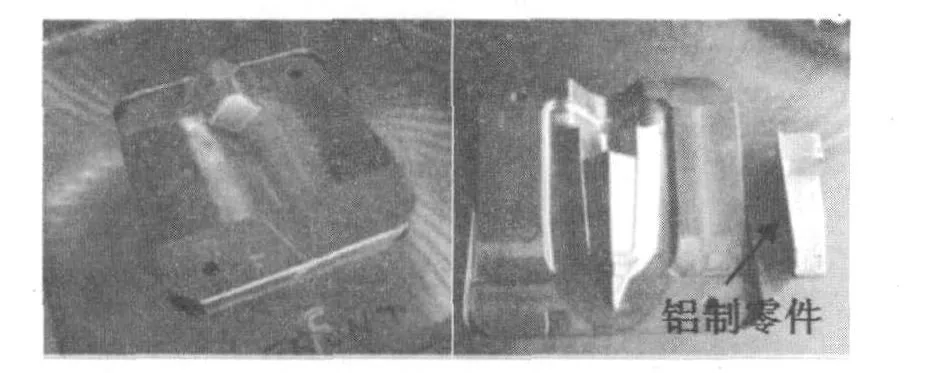
圖11 ProMetal技術加工的沖壓模具及零件[18]
2.3 工具材料改進
疊加制造技術可在加工過程中使用異性或非均質材料,即通過調配材料的組成比例或利用不同材料之間的各向異性,加工復合材料或功能梯度材料,這將使工具的制造過程更靈活,材料的種類更多樣化。
在LENSTM的金屬粉末供給系統中,不同材料的粉末可按預先設定好的比例混合在一起,也可使貯存容器中的不同材料按系統指定的比例動態混合。這樣所加工出的材料就具有不同的成分分布,達到加工功能梯度材料的目的[19-20]。
UC也具備加工該種類材料的能力。已知的研究表明,鋁合金3003可作為基材和一系列的工程常用材料,如:銅、鉻鎳鐵合金、不銹鋼等,通過超聲固結在一起[21]。這表明UC是一項加工復合材料或功能梯度材料的可行技術,具有進行工具快速加工的巨大潛力[22]。圖 12是 UC技術加工鋁合金和MetPreg材料相結合的微觀結構圖片。
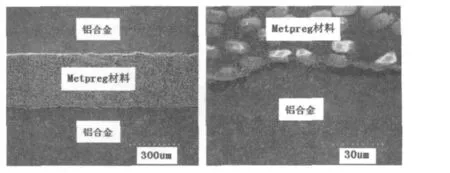
圖12 UC加工鋁合金和MetPreg材料的微觀結構[22]
2.4 工具修復和表面涂覆
對于形狀復雜或使用難加工材料制造的工具,出現破損或受到腐蝕后的修復變得十分困難,有些工具甚至無法修復。而LENSTM可使用金屬粉末進行添加修復,所以修復過程不受工具表面形狀和材料特性的影響。特別是五軸LENSTM系統,在零件工作臺增加了沿Y和Z兩個方向的轉軸,這使工具修復精度更高,過程更靈活。圖13是LENS修復凹槽樣件。

圖13 LENS修復凹槽樣件[23]
表面涂覆是指在工具表面涂覆一層特殊材料,以達到抗腐蝕、抗氧化、耐磨和隔熱等特性。LENS可將金屬材料甚至半導體粉末材料涂覆在工具表面[24-25]。圖14是鈦合金涂覆在鈷鉻合金表面。
2.5 電火花電極加工
很多疊加制造技術都被間接用于電火花電極的加工,如光固化立體造型技術、選擇性粉末燒結技術和熔融沉積技術等。但這些技術往往都是間接使用非金屬材料首先制造原型,經導電化處理后使其具有電極功能的[26]。
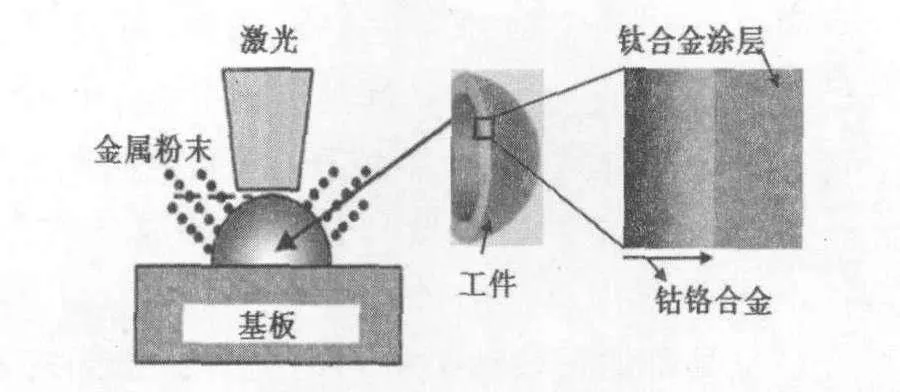
圖14 LENS在鈷鉻合金表面涂覆鈦合金[25]
Dimla等使用SLM技術加工出銅基電極,將其表面電鍍后用于電火花加工,取得了很好的效果[27]。圖15是SLM技術加工出的電極及電鍍后的產品。
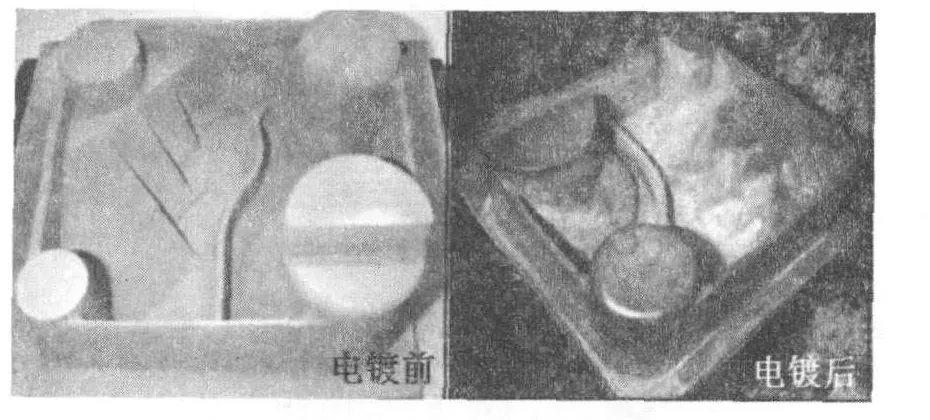
圖15 采用SLM加工的電火花工具電極[27]
3 金屬材料疊加制造技術的優勢
金屬材料疊加制造技術在工具制造領域的潛在應用能力,取決于它在復雜幾何形狀加工、多種材料復合加工及成本效率方面的優勢[28]。
3.1 復雜幾何形狀加工
疊加制造技術最具代表性的特點之一就是它能制造形狀極為復雜的工具,工具幾何形狀的復雜程度幾乎不會對工具的生產制造產生任何影響,這是傳統加工方法難以做到的。舉例來說,使用傳統方法加工內部帶有螺旋線形狀通道的工具是難以進行的,但對基于層疊累積的加工過程來說,加工類似工具只不過是在每一層的燒結或熔化過程中留出一個圓形未加工區域,逐層累積并去除未加工材料便會形成螺旋線形狀的通道。
3.2 多種材料復合加工
通常來講,功能決定著工具材料的選擇。然而對于某些具有特殊功能的工具,單一材料往往不能滿足要求。比如一些要求具有很強的耐磨耐腐蝕特性的工具表面,且工具內部又需要一定的延展性。傳統上使用表面熱處理的方法可加工這類工具,但硬化層的厚度和微觀組織結構往往難以控制。而使用疊加制造的方法不但可通過改變加工參數的策略使同種材料具有功能梯度的變化,還能復合多種材料于一體,使工具具有更好的機械性能。
3.3 成本和效率
傳統工具制造方法多為切削加工,工具從毛坯到最后成形往往需要多道工序,工序間的轉移運輸同樣需要花費較多時間。對于小批量生產的工具,其總加工時間就會很長。但對于疊加制造技術來講,絕大多數的加工過程都是在一臺機床上一次加工完成的,幾乎沒有不同工序間的轉移運輸。機床的操作者只需了解一些基本的使用方法和材料使用知識即可,對操作技術的要求較低,這在某種程度上也降低了對技術人員的依賴,降低了總成本。
4 結論
本文詳細介紹了基于金屬材料的疊加制造技術的主要原理、工藝流程及技術特點,并舉例說明了這些技術在模具隨形冷卻水道加工、模具成形加工、工具材料改進、工具修復和表面涂覆、電火花電極加工等方面的應用,最后歸納了疊加制造技術在工具制造中的優勢,為使用疊加制造技術研發工具新材料和新工藝提供了參考。
[1] Gibson I,Rosen D,Stucker B.Additive manufacturing technologies:rapid prototyping to direct digital manufacturing[M].New York:Springer,2009.
[2] Hague R,Reeves P.Rapid prototyping,tooling and manufacturing[M].United Kingdom:Rapra Technology Ltd,2000.
[3] Kruth J,Mercelis P,Van Vaerenbergh J.Binding mechanismsin selective laser sintering and selective laser melting[J].Rapid Prototyping Journal,2005,11:26-36.
[4] Mercelis P,Kruth J.Residual stresses in selective laser sintering and selective lasermelting[J].Rapid Prototyping Journal,2006,12:254-265.
[5] Thijs L,Verhaeghe F,Craeghs T,et al.A study of the microstructural evolution during selective laser melting of Ti-6Al-4V[J].Acta Materialia,2010,58:3303-3312.
[6] Harrysson O,Cansizoglu O,Marcellin-Little D,et al.Direct metal fabrication of titanium implants with tailored materials and mechanical properties using electron beam melting technology[J].Materials Science and Engineering:C,2008,28:366-373.
[7] Murr L,Esquivela E,Quinones S,et al.Microstructures and mechanical properties of electron beam-rapid manufactured Ti-6Al-4V biomedical prototypes compared to wrought Ti-6Al-4V[J].Materials Characterization,2009,60:96-105.
[8] Grujicic M,Cao G,Figliola R.Computer simulations of the evolution of solidification microstructure in the LENSTMrapid fabrication process[J].Applied Surface Science,2001,183:43-57.
[9] Mudge R,Wald N.Laser engineered net shaping advances additive manufacturing and repair[J].Welding Journal,2007,86:44-48.
[10] White D.Ultrasonic consolidation of aluminum tooling[J].Advanced Materials and Processes,2003,161:64-65.
[11] Janaki Ram G,Yang Y,Stucker B.Effect of process parameters on bond formation during ultrasonic consolidation of aluminum alloy 3003[J].Journal of Manufacturing Systems,2006,25:221-238.
[12] Shivpuri R,Cheng X,Agarwal K,et al.Evaluation of 3D printing for dies in low volume forging of 7075 aluminum helicopter parts[J].Rapid Prototyping Journal,2005,11:272-277.
[13] Dimla D,Camilotto M,Miani F.Design and optimization of conformal cooling channels in injection molding tools[J].Journal of Materials Processing Technology,2005,164-165:1294-1300.
[14] Rannar L,Glad A,Gustafson C.Efficient cooling with tool inserts manufactured by electron beam melting[J].Rapid Prototyping Journal,2007,13:128-135.
[15] Wilkening C.Fast production of technical prototypesusing direct laser sintering of metals and foundry sand[C]//Proceedings of the 6th Solid Freeform Fabrication Symposium.Austin TX,1996:133-140.
[16] Graff K,Short M,Norfolk M.Very high power ultrasonic additive manufacturing(VHP UAM)for advanced materials[C]//Proceedings of the 21st Solid Freeform Fabrication Symposium.Austin TX,2010:82-89.
[17] Karunakaran K,SuryakumarS,Bernard A.Hybrid rapid manufacturing of metallic objects[C]//14èmesAssises Europ é ennes du Prototypage&Fabrication Rapide.Paris,2009:24-25.
[18] Agarwal K,Mathur D,Shivpuri R.Evaluation of ProMetal technique forapplication to dies for short run forgings[C]//Proceedings of the 13rd Solid Freeform Fabrication Symposium.Austin TX,2002:376-383.
[19] Griffith M,Harwell L,Romero J,et al.Multi-material processing by LENSTM[C]//Proceedings of the 8th Solid Freeform Fabrication Symposium.Austin TX,1997:387-393.
[20] Liu W,DuPont J.Fabrication of functionally graded TiC/Ti composites by Laser Engineered Net Shaping[J].Scripta M aterialia,2003,48:1337-1342.
[21] Obielodan J.Fabrication of multi-material structures using ultrasonic consolidation and laser-engineered net shaping[D].Logan UT:Utah State University,2010.
[22] Janaki Ram G,Robinson C,Yang Y,et al.Use of ultrasonic consolidation for fabrication of multi-material structures[J].Rapid Prototyping Journal,2007,13:226-235.
[23] Gill D,Smugeresky J,Atwood C.Laser Engineered Net ShapingTM(LENS○R)for the repair and modification of NWC metal components,SAND2006-6551[R].New Mexico:Sandia National Laboratories,2006.
[24] Das M,BallaV,Basu D,et al.Laser processing of SiC-particlereinforced coating on titanium[J].Scripta Materialia,2010,63:438-441.
[25] Espa?a F,Balla V,Bose S,et al.Design and fabrication of CoCrMo alloy based novel structures for load bearing implants using laserengineered net shaping[J].Materials Science&Engineering:C,2010,30:50-57.
[26] Kechagias J,Iakovakis V,Katsanos M,et al.EDM electrode manufacture using rapid tooling:a review[J].Journal of Materials Science,2008,43,2522-2535.
[27] Dimla D,Hopkinson N,Rothe H.Investigation of complex rapid EDM electrodes for rapid tooling applications[J].The International Journal of Advanced Manufacturing Technology,2004,23:249-255.
[28] Hague R,Campbell I,Dickens P,et al.Integration of solid freeform fabrication in design[C]//Proceedings of the 12th Solid Freeform Fabrication Symposium.Austin TX,2001:619-627.
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
意林原創版(2016年10期)2016-11-25 10:28:30
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12