基于流體動力斷弧的高速電弧放電加工
2012-04-13 06:37:14趙萬生向小莉
電加工與模具 2012年5期
關鍵詞:實驗
趙萬生,顧 琳,徐 輝,李 磊,向小莉
(上海交通大學機械與動力工程學院機械系統與振動國家重點實驗室,上海200240)
為了提高電火花加工的材料去除率,國內外的研究人員做出了大量研究和嘗試。趙萬生、顧琳等基于成形電極離散化的思路提出了集束電極電火花加工的方法,實現了具有多孔強化內沖液功能的三維成形電極的快速制備[1];李磊等進行施加大電流的集束電極電火花加工性能實驗,發現在強化內沖液的作用下,碳鋼的材料去除率(MRR)可達789.8 mm3/min,遠高于傳統電火花加工[2-3]。
與電火花放電相比,電弧具有更高的能量,因此利用電弧理論上可獲得遠高于電火花加工的效率。要利用電弧放電實現有效的材料去除加工,關鍵是要有讓電弧移動并最后拉斷的有效方式,這里稱為“斷弧機制”。高效放電銑削加工是一種采用旋轉管狀電極、以類似銑削的方式通過電弧放電的高效材料去除方法[4]。蘇州電加工機床研究所研制的高效放電銑削加工機床的加工效率最高可達3 000 mm3/min[5]。由于該加工方法使用管狀電極且工作在大電流下,在獲得高材料去除率的同時電極損耗率也較高。魏斌等也開展了基于電弧放電加工的研究[6],他們采用電解液作為工作液,利用電弧放電和電極旋轉來實現材料的高效蝕除。韓福柱利用移動電弧方式,采用直流電源可獲得較高的材料去除率和較好的表面粗糙度,但由于施加的放電電流較小,材料去除率并不是很高[7]。與電熔爆、短電弧加工等其他采用電弧放電加工蝕除材料的方法類似,高效放電銑削利用電極與工件之間的相對切向滑移運動來實現拉長電弧,并最終實現斷弧。我們稱之為機械運動斷弧機制。
本文作者在集束電極電火花加工實驗中,偶然發現了一種特殊的放電痕——“尾狀放電痕”。這是一種在型腔邊緣呈放射狀拉長形態的放電痕。在形成尾狀放電痕過程中,均伴隨著放電電壓升高和放電電流下降的現象[8](圖1)。根據流場分析得知,尾狀放電痕是放電等離子體通道在高速流動的工作液介質作用下發生橫向偏移所形成的。受此啟發,如果間隙中流體的速度足夠高,將可實現放電等離子體通道的偏移甚至拉斷,從而避免持續穩態電弧的產生,保護工件表面不被燒傷。我們稱這種依靠高速流場迫使放電等離子體弧柱發生偏移并拉斷的原理為“流體斷弧機制”。基于流體動力斷弧機制,利用電弧實現高速、大體積余量去除的三維加工將成為可能。
1 高速電弧放電加工的原理及實驗裝置
1.1 高速電弧放電加工的原理
在放電加工中,極間放電通道是由數量大體相等的正粒子、電子及中性粒子(原子或分子)組成的等離子體。該等離子體是呈電中性的柔性導體,處于易受到外界干擾的動平衡狀態,外力作用下會沿受力方向移動。這一事實已在等離子體噴涂、電弧焊等若干等離子體相關應用領域得到了驗證。研究結果表明,等離子體無論在磁場的羅倫茲力作用下,還是在高速流動氣體動力作用下,均會向受力方向偏移。在放電加工中,如果等離子體通道受到高壓的工作液介質的作用,就會發生沿著流體流動方向的偏移。
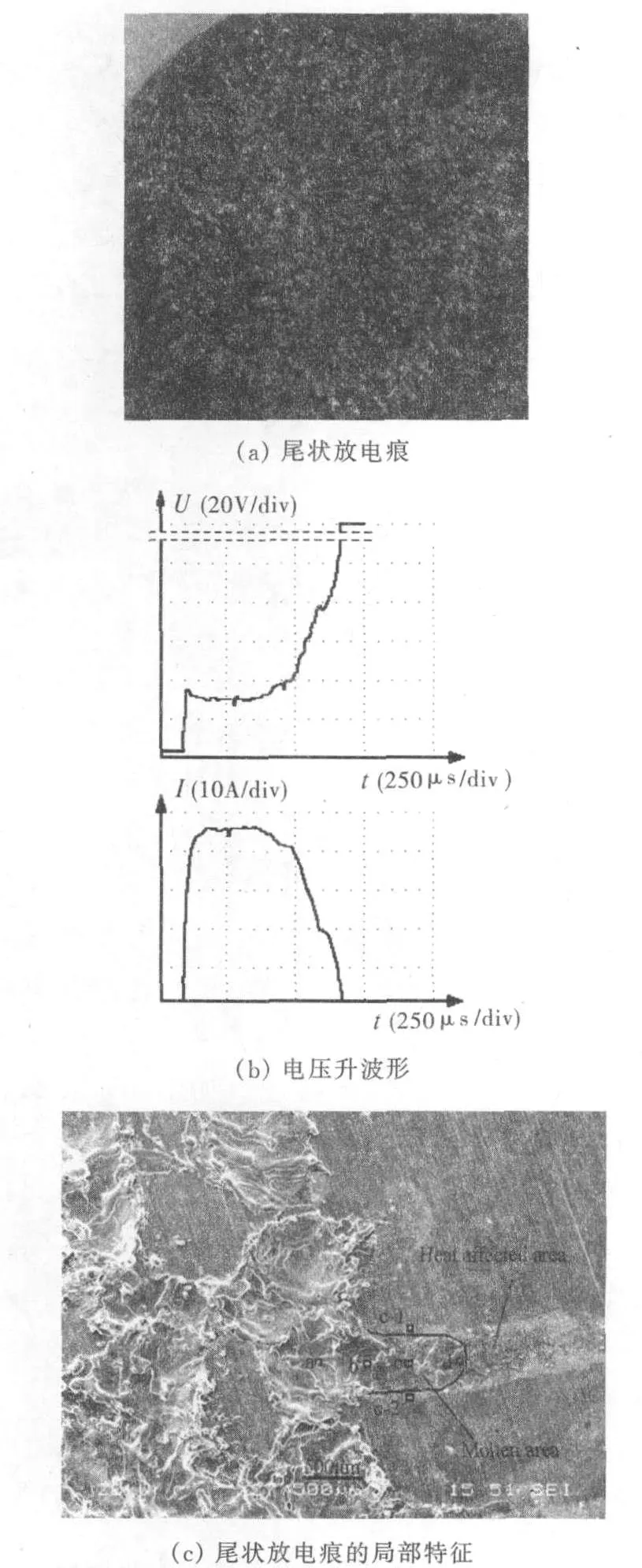
圖1 集束電極電火花加工的尾狀放電痕及形成時的波形
在一定條件下,集束電極的結構決定了其在放電過程中引入了導致放電通道發生偏移的外力,該作用力使放電中等離子體通道向外拉長而在工件表面形成尾狀放電痕。在基于多孔內充液的集束電極電火花加工中,等離子體通道在加工間隙中的高速流場作用下向外拉長,并在工件表面形成尾狀放電痕,由于多孔強化內沖液是集束電極電火花加工的突出特點,可推測加工間隙中的高速流場是引起此現象的主要原因。如圖2a所示,持續的放電過程中,放電通道逐漸擴展,電流密度下降而造成內部反應力在一定時間內下降,從而抵抗流體作用力的能力大大下降。如圖2b所示,在不均勻橫向流體動力作用下,等離子體通道因動平衡被打破而沿工作液流動方向偏移,形成被拉長的弧柱,從而在工件表面形成了尾狀放電痕。根據尾狀放電痕形成的機理,如果加大流體的流動速度,尾狀痕的長度會拉伸甚至偏離工件表面,這樣使用電弧加工形成的等離子體弧柱會被中斷,形成流體斷弧的機制。
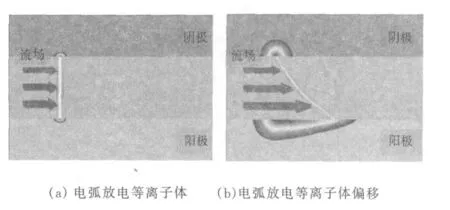
圖2 電弧等離子體的偏移過程
1.2 實驗設備
根據流體動力斷弧的原理,我們對整個實驗系統進行了改造,并采用集束電極作為高速電弧放電的電極。圖3是高速沖液裝置、夾持裝置及電極的結構。
如圖3a所示,高速電弧放電加工的實驗裝置與傳統的電火花加工有很大的不同。首先,高速電弧放電加工的沖液為強化內沖液,這要求在結構設計上要完全區別于采用外沖液或側沖液的電火花加工。為此,我們設計了高速電弧放電加工專用的夾頭。這種夾頭既能保證對集束電極的有效夾持,又能使高速的流體能流暢地通過夾頭內部而不產生泄漏。其次,電弧放電過程中使用峰值達600A的電流加工,為了防止大電流對機床的損害并保護人的安全,必須使放電通道與機床絕緣。最后,區別于傳統電火花使用銅和石墨,高速電弧放電加工使用高熔點的石墨作為電極材料,且其加工極性為負極,實驗使用的工件材料為鎳基高溫合金(GH4169)。
如圖3b所示,集束電極的外輪廓為正六邊形,端面為平面。集束電極采用許多中空管狀的單元電極由夾具集束而成,單元電極的內徑和外徑分別為2 mm和5 mm,長度為100 mm,材料為石墨。
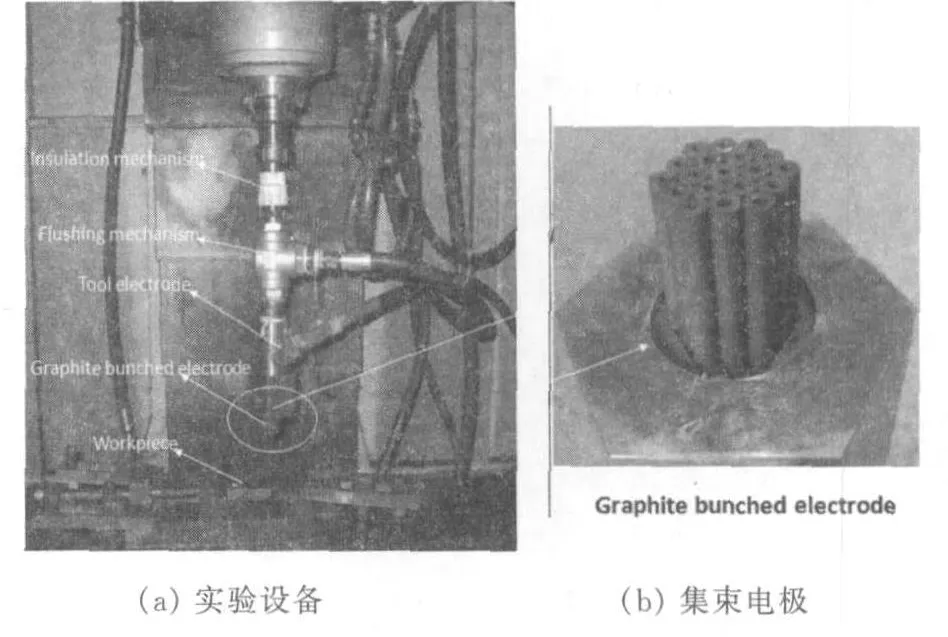
圖3 高速放電實驗設備與集束電極
為了有效地分析實驗過程,采用CWT150B高精度羅氏線圈配合DSO-2902示波器實時采集放電過程中的電流和電壓波形。DSO-2902是多功能高頻存儲示波器,其雙通道采樣速率可達250 MSa/s,能自動記錄幅值在500 V以下的電壓信號。通過對電流和電壓信號的分析,對與放電過程相匹配的數控系統進行了改造。該系統能根據采集的信號進行實時的伺服控制,保證加工過程的效率;同時該系統還具有短路回退功能,在加工過程中對電極有效保護。
1.3 實驗設計
為了獲得高的材料去除率,必須在工件表面施加足夠高的放電能量。傳統電火花加工所使用的脈沖電源峰值電流通常不超過100 A,脈寬不超過數百微秒,其能量密度不足以保證高的材料去除率。為了得到高能的電弧放電,特開發了專用的脈沖電源。該電源的最大峰值電流為600 A,脈寬范圍為100~2 000 μ s,脈間范圍為 100~ 2 000 μ s。
從電弧放電過程中的電壓和電流分析得知,其很大程度上不同于電火花放電過程,因而其伺服控制過程與傳統的電火花放電也不盡相同。電弧放電過程中采用大電流、大脈寬,這使放電過程對參數的微小改變并不敏感,因此放電過程并不需要頻繁修改電源參數,在初始設定合適的電源參數后,整個加工過程只需觀測放電的變化而不干涉電源參數。
由于電火花加工采用油基工作液,當用于大能量的放電加工時,有引發火災的風險。在高速電弧放電加工中,用水基替代油基工作液以避免火災隱患,且可反復循環使用,以提高加工的經濟性。
1.4 實驗過程
高速電弧放電加工實驗過程采用沉入式加工方式,數控系統控制集束電極在 Z軸方向上向下沉入,來實現多孔內沖液集束電極的高速放電實驗。放電過程見圖4。
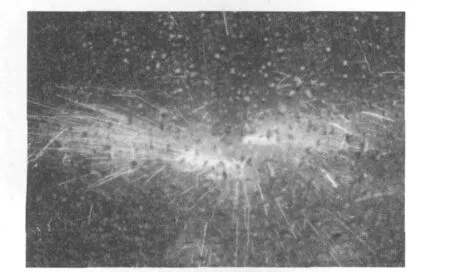
圖4 高速電弧放電加工現場照片
采用DSO512數據采集卡采集的放電過程的電壓與電流波形見圖5。可見,由于采用了強迫內沖液的形式,放電蝕除產物和熱量被迅速帶走,放電通道得以在脈間快速恢復絕緣狀態,因而能持續穩定地進行電弧放電加工。此外,放電過程中每一個脈沖周期都可實現電弧放電,幾乎沒有空載電壓和短路電壓。也就是說,基于流體動力斷弧的電弧放電過程是十分高效的,使用幾百安培的電流即可獲得很高的材料蝕除率。
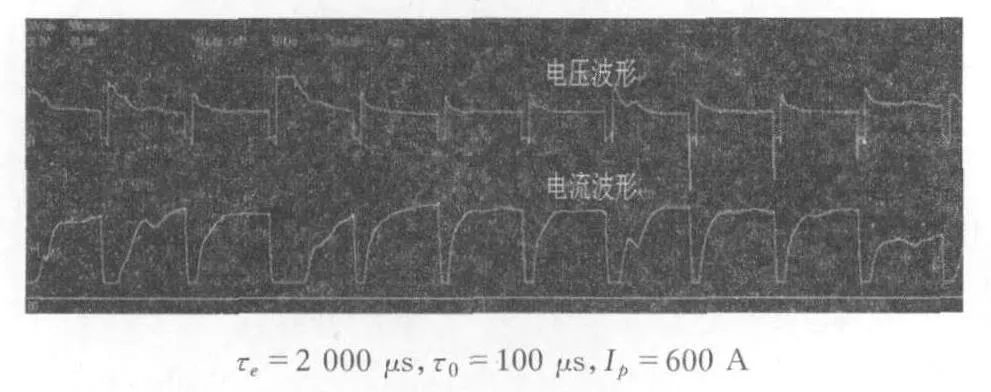
圖5 典型的集束電極高速電弧放電加工波形
2 實驗結果與分析
2.1 材料去除率
實驗結果表明,采用基于流體動力斷弧的高速電弧放電方法加工鎳基高溫合金的材料去除率(MRR)最高可達11 300 mm3/min,是傳統EDM 加工的50倍以上,甚至高于高速銑削。因此,高速電弧放電加工可以解決傳統電火花加工無法破解的效率難題,具有很大的應用潛力。
同時,由于高速電弧放電加工采用了大流量的工作液作為工作介質,能帶走放電產生的顆粒和熱量,使放電通道的絕緣性得以迅速回復,加工過程中的短路次數大大減少,甚至不會產生短路。該優勢使高速電弧放電加工能實現較深型腔的連續高效加工而不必抬刀,從而使加工周期進一步縮短。
2.2 工具電極的損耗率
由實驗可知,高速電弧放電加工的電極損耗率(TWR)在采用石墨電極時小于3%。即便采用較大的電流(600 A)和脈寬(2 000 μ s),其 TWR 并沒有明顯增加。這一方面是因為高速電弧放電加工采用的石墨電極材料的熔點非常高,具有良好的抗放電蝕除性能;另一方面是在采用高速電弧放電加工時,大部分放電能量都分配在陽極,這樣就能有效減少陰極工具電極的蝕除量,從而有利于電極損耗率的降低。這種較低的電極損耗率有利于在使用集束電極進行復雜型腔的沉入式高速電弧放電加工時保持較好的加工尺寸精度。
2.3 對工件表面質量的影響
如圖6所示的金相分析結果表明,高速電弧放電加工后的工件熱影響層并沒有因為使用了大電流而急劇增大,其厚度小于200 μm。熱影響層厚度較小的原因是:由于采用大流量和高流速的多孔內充液并采用水基工作液,放電產生的大量熱量被很快帶走,阻止了放電能量向加工區域深層擴散,從而減少了熱影響層。這意味著,當高速電弧放電加工用于粗加工時,可以給后續的半精加工工序預留較小的余量。
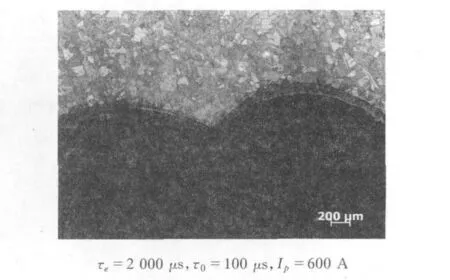
圖6 高速電弧放電加工后工件的局部表面金相
值得一提的是,加工過程中有無流體動力斷弧作用對加工效果的影響是非常明顯的。由于液體介質的入口壓力可以表征液體動力的大小,所以流體動力斷弧的能力可以通過改變液體的入口壓力實現。圖7是一組對比實驗,實驗所用的電參數相同:τe=2 000 μ s,τ0=100 μ s,Ip=600 A,所不同的僅是沖液壓力:分別為 1.5 MPa(圖7a)和 1 MPa(圖7b)。分析加工后的工件表面特征可知:圖7a所示的加工表面較光滑、平整,可見間隙中的高速流體能有效切斷電弧,避免形成穩定電弧及放電集中;而圖7b所示的工件表面不平且有嚴重燒蝕的痕跡,這是斷弧不充分的結果。
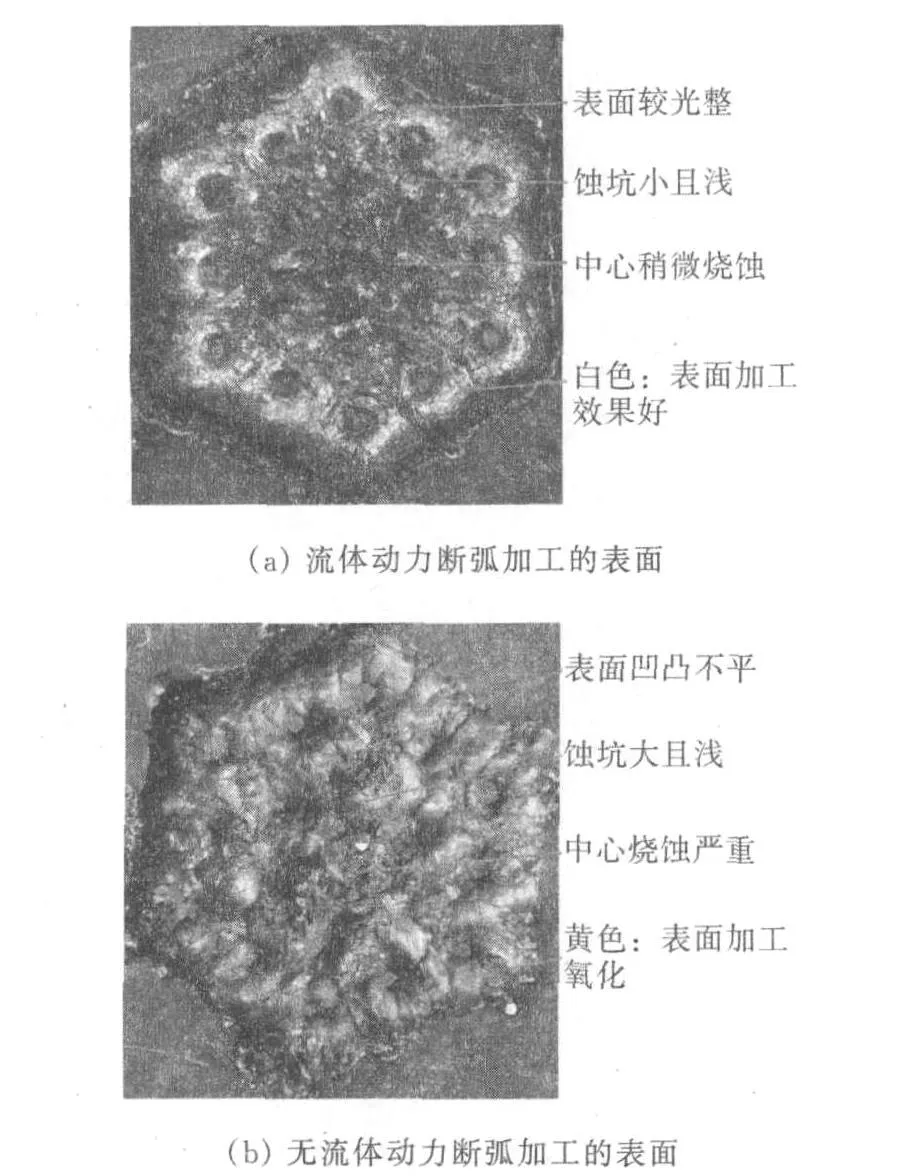
圖7 流體動力斷弧對加工工件表面的影響
2.4 高速電弧放電加工的具有三維特征的樣件
高速電弧放電加工獨特的流體動力斷弧機制使其不僅具備極高的加工效率,非常適合進行以大余量蝕除為目的的難加工材料的粗加工,而且也能進行具有復雜型腔的零件的加工。我們使用具有三維表面的多孔電極進行了三維型腔加工的可行性實驗。圖8為具有多孔內沖液結構的疊片電極及其加工出的三維型腔。
3 結論
初期的實驗證明,高速電弧放電加工所應用的多孔內充液,不僅可及時高效地排出蝕除產物以改善間隙放電環境,還可有效地實現流體動力斷弧以避免集中穩定電弧的形成,并具備了三維型腔的高速去除加工能力。該方法采用水基工作液作為工作介質,可減少有害的中間產物并可循環利用,屬于對環境友好型的高速電加工方式。可見,通過采用多孔內沖液實現的流體動力斷弧機制,能獲得對高能量密度電弧的有效控制,實現難加工材料的高速放電加工,非常適用于進行以大余量去除為目的的粗加工,必將在航空航天,重大機電裝備的制造中發揮重要作用。
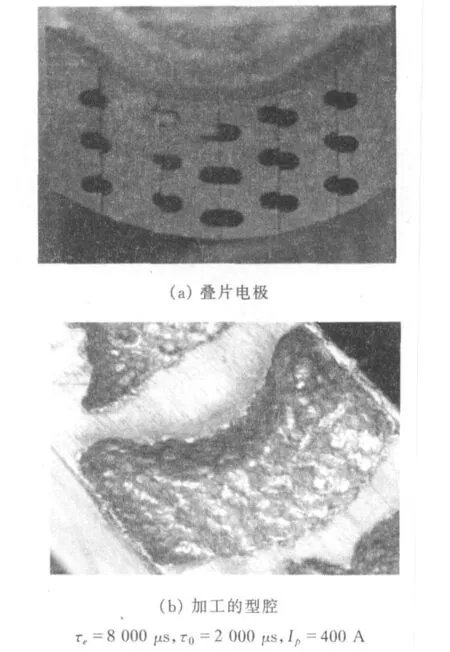
圖8 高速電弧放電加工的復雜型腔
[1] Zhao Wansheng,Gu Lin,Li Li,et al.Bunched electrode for electrical discharge machining[C]//15th International Symposium on Electromachining.Pittsburgh,2007.
[2] Gu Lin,Li Lei,Zhao Wansheng,et al.Electrical discharge machining of Ti6Al4V with a bundled electrode[J].International Journal of Machine Tools andM anufacture,2012,53(1):100-106.
[3] Li Lei,Gu Lin,Xi Xuecheng,et al.Influence of flushing on performance of EDM with bunched electrode[J].T he International Journal of Advanced Manufacturing Technology,2011,58(1-4):187-194.
[4] Liu Yonghong,Ji Renjie,Li Xiaopeng,et al.Effect of machining fluid on the process performance of electric discharge milling of insulating Al2O3ceramic[J].International Journal of Machine Tools and Manufacture,2008,48(9):1030-1035.
[5] 葉軍,吳國興,康樂,等.采用簡單中空長電極進行高效銑削放電加工的方法,中國:02137873.8[P].2003-02-19.
[6] 蘭菲爾M S,魏 B,原 R,等.分布式電弧電蝕,中國:20051006-9696.4[P].2005-11-09.
[7] Han Fuzhu,Wang Yongxain,Zhou Ming.High-speed EDM milling with moving electric arcs[J].International Journal of Machine Tools&Manufacture,2009,49(1):20-24.
[8] 李磊.集束電極電火花加工性能研究[D].上海:上海交通大學,2011:79-85.
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55