固定管板式換熱器制造工藝
2012-04-16 01:33:50王再麗
科技視界 2012年13期
王再麗
(陜西重型機械制造有限公司 陜西 西安 710032)
隨著社會的不斷發展,大量的生活小區在不斷的進行改造和建設,小區如何取暖就成了一個現實問題。正是在這種狀況下,換熱器的開發、生產應允而生。我公司目前已經成功制造了多個系列的換熱器產品,并且使用效果良好。現就非常普及的一種管板式換熱器的制造工藝做一論述,給今后同類型的產品制造提供一定的經驗。
固定管板式換熱器屬壓力容器產品,結構形式如圖1。
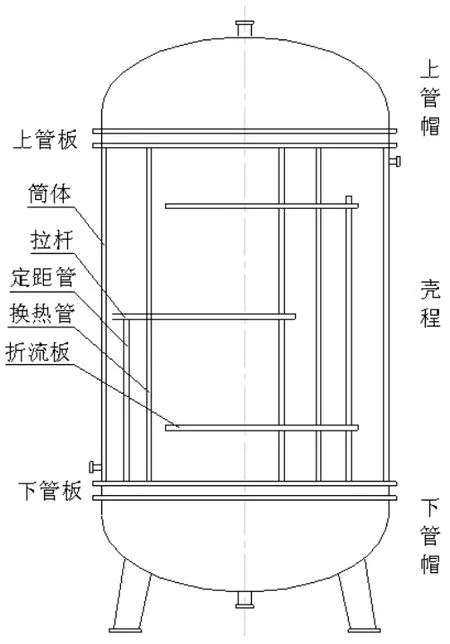
圖1 換熱器基本結構示意圖
主要由上管帽、下管帽和殼程三大部分組成;每一部分又由許多零部件構成,尤其殼程部分零件數量最多,結構復雜,噸位大,給生產帶來很大困難。如何在工藝上采取有效措施保證殼程制造質量,是生產整個換熱器的關鍵。
殼程是換熱器的心臟部分,直徑φ1800、筒體δ16、材質16MnR。紫銅換熱器(φ19×2),數量眾多。殼程上換熱器與管板間采用強力焊加貼脹的連接結構形式。殼程制造完后,要作1.25MPa水壓試驗。其中穿管、脹管、焊管是制造殼程的關鍵。為了順利完成該產品的生產任務,我們在工藝上采取了相應的措施,對各主要零部件的生產環節及殼程組裝環節進行了嚴格控制,取得了較為理想的結果。下面介紹工藝過程。
1 零部件的加工要求
該換熱器連接部分多,孔的數量很大,加工要求高。因此,在工藝上對各部件間的加工提出了如下要求。
1.1 管板在鉆管孔時,要求將上、下管板、折流板按裝配位置由上而下(即上管板在上、折流板在中、下管板在下)疊在一起鉆孔,便于保證管孔同心度。在劃管孔線時,同時在上管板上劃出裝配用十字線,打上0°、90°、180°、270°標記,并引至折流板及下管板上。后續工序不得將標記加工掉。
1.2 與管板一起加工完的折流板,三塊疊在一起擴鉆孔至圖紙要求,并劃線鉆出拉桿孔,便于保證同心度。(十字線標記在車外圓時移植至端面上)。
1.3 上管板與上管帽上的大法蘭,下管板與下管帽上的法蘭的連接孔應分別配鉆成。在劃連接孔線的同時,應將上、下管板的十字線標記移植至各自對應的法蘭上。
2 各零部件的加工
換熱器上的零件非常多,其中某些關鍵零部件單件加工的好壞直接影響到整體裝配時的質量好壞,因而,在單件加工時就作了詳細的工藝要求。下面介紹各零部件的加工要求及工藝過程。
2.1 管板下料后,加工外圓及平面→平臺劃線→鉆孔(鉆孔包括管孔、螺孔及拉桿絲孔)→鉗工攻絲。鉆管孔、螺孔時按一中之1、2、3要求執行。
2.2 折流板采用A3鋼板拼接而成,拼焊后校平,三塊疊放點焊。加工管孔時先按要求一中第一條進行,然后按第二條進行。車完外圓再分別拆開(標記需移植),按各自的裝配位置將其銑至圖紙要求。(組裝時不應調換其鉆孔方向,以保證折流板的同心度,便于穿管)。
2.3 換熱器:按尺寸鋸管→檢查管子兩端的切口有無裂紋→磨管,管端清銹至呈現金屬光澤,不得將管子磨扁,清銹長度不小于管板厚度的兩倍。
2.4 上下管帽:依據圖紙將所屬各零件整體組對,根據大法蘭上的十字線標記處,按管孔位置線組焊接管(法蘭與接管已預先組焊成組件)。對大法蘭與封頭之間焊縫進行100%磁粉探傷,合格后加工大法蘭密封面。
2.5 筒體根據圖紙要求作拼料、接縫圖→按拼料圖分塊下料→刨坡口→卷筒→焊縱焊縫→矯圓→組對各筒體(須按接縫布置圖對接)→焊環縫(自動焊外坡口+手工焊內坡口)→X射線20%探傷。
3 殼程的組裝
3.1 將殼程上所需的法蘭與管節組對在一起并拼焊,同時保證法蘭與接管的垂直度不大于1%Dg(Dg為法蘭公稱直徑)且不大于3mm。
3.2 將檢驗合格的筒體置于焊接滾輪架(或支座)上,依據焊縫布置圖,在筒體上劃出十字線標記,并注明0°、90°、180°、270°標記。然后根據管口方位圖使用樣板劃出各接管孔位,并同時割出坡口,用角面磨光機修磨坡口達圖。
3.3 加強圈套入管子上,按圖將加強圈、接管點固焊,去渣后焊接加強圈、各接管與筒體間焊縫。
3.4 對各接管焊縫進行100%磁粉探傷,并對加強圈進行壓力試驗。試驗時通入0.5MPa壓縮空氣,保壓5分鐘,檢查焊縫質量。
3.5 完成以上工序的筒體置于地梁平臺上,用等高V型鐵(高度不低于500mm)墊平,兩端面須垂直于地梁平臺上,并將預先劃好的90°標記線置于最高點,即0°—180°兩點連線平行于地梁平臺。
3.6 下管板的管孔及兩端面用煤油清洗干凈,不得有油污、鐵屑、銹蝕等。在下管板的90°標記處點焊起吊用“”型吊鉤,將下管板吊起與筒體組對。筒體上的十字線標記與下管板上的十字線標記完全重合,用直角尺測量管板與筒體的垂直度,達要求后,用E5016 φ3.2焊條點固焊(管板的裝焊方向在點焊前必須檢查、確保準確無誤后方可點焊)。
3.7 焊接筒體與下管板間的焊縫,筒體置于滾輪架上,先用E5016φ3.2焊條打底,清渣后再用E5016 φ4焊條焊一遍,并詳細檢查焊縫表面質量。為了保證焊接質量,防止產生較大的焊接變形,焊前預熱坡口兩側150℃左右后再焊,坡口暫不焊滿。用小錘錘擊焊縫,并沿圓周分段對稱施焊,不得將某一部位焊完(即坡口焊滿)后再焊其它部位,同時檢查管板的變形情況,其不平度不得超過1mm。
3.8 焊后將殼程置于V型鐵上,拉桿擰在下管板上,按第三塊折流板的位置穿上第三段 (從上管板至下管板分別為第一、二、三段)定距管,并裝上第三塊折流板,折流板的鉆孔方向應是穿管方向;再穿第二段定距管,裝第二塊折流板;以后以此類推(注意每塊折流板與定距管必須靠嚴)裝完最后一塊折流板后擰上螺母。
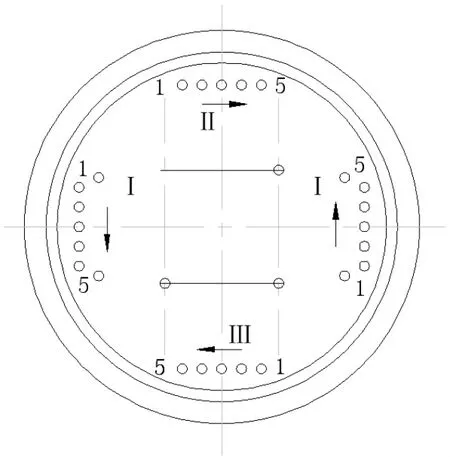
圖2 穿管順序示意圖
3.9 在下管板中心對稱穿四根管子,以便固定定位。再從下管板兩側第一排孔對稱穿管,一層一層向中心穿,然后再對稱穿上、下部如圖2Ⅰ→Ⅱ、Ⅲ順序。管子穿出管板長度不得小于管板厚度+10mm。
3.10 所有管子全部穿完后,準備組對上管板。組對時的起吊及起吊位置同下管板。上管板位置找正后先從下管板穿四根管子于上管板,以便定位。然后拉鋼絲,用卷尺、直角尺測量兩管板間的平行度,其兩管板間差距不得超過2mm。達要求后點焊上管板與筒體,焊后去渣打磨,按與下管板相同的方法焊接,并焊接相同的高度。施焊時殼程置于滾輪架上,便于對稱施焊。
3.11 將剩余的管子全部穿出上管板,并保證管子伸出兩管板的長度均勻。
3.12 將殼程放在焊接滾輪架上,焊接上、下管板與筒體間的焊縫。焊接時由二人同時在兩端進行。每焊完一根焊條,錘擊所焊焊縫。施焊時應將整個圓周分成偶數等分,每焊完一等分后應焊與之對稱的等分。整個施焊過程必須進行分段、多道、多層、對稱焊。
3.13 開始貼脹。在貼脹過程中為防止管板變形,必須分區對稱跳脹,如圖3所示,不應在局部過于集中脹接。脹完后檢查管板密封面平行度不超過1.5mm。
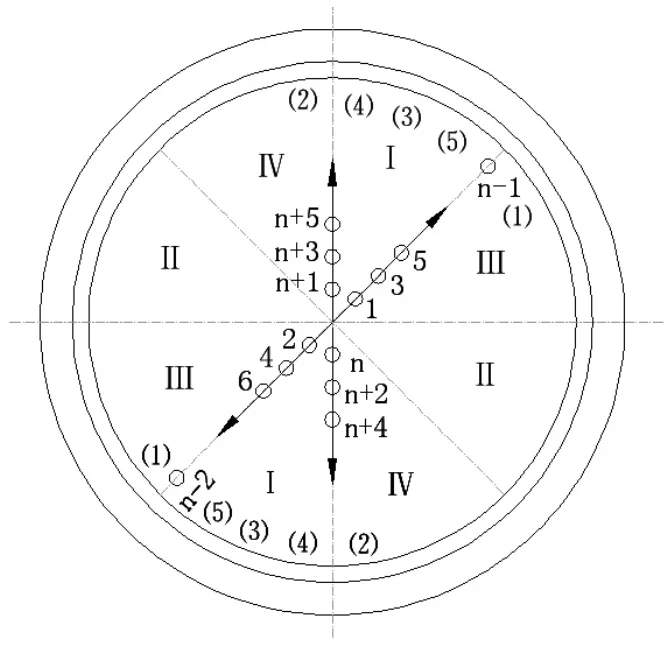
圖3 脹管示意圖
3.14 貼脹過程中要掌握好脹接量,并隨時用塞規檢查,不得出現欠脹、過脹、脹裂等影響質量的情況。
3.15 脹管時采用由手電鉆改制的簡易電動脹管器進行,并且用潤滑用機油或二硫化鉬作潤滑劑。脹完后逐根檢查脹接質量。
3.16 脹接質量檢查合格后,用汽油清洗換熱器管管端,然后將殼程用工裝墊起豎直放置,便于焊接換熱器與管板間焊縫。
3.17 焊接換熱管與管板間焊縫,焊接時盡可能使焊件上、下管板不產生較大變形及殘余應力,宜采用“射線交叉式”的焊接順序 (如圖4)。焊接時環境溫度不低于0℃,否則對管板進行150℃局部預熱后再按上述要求焊接。
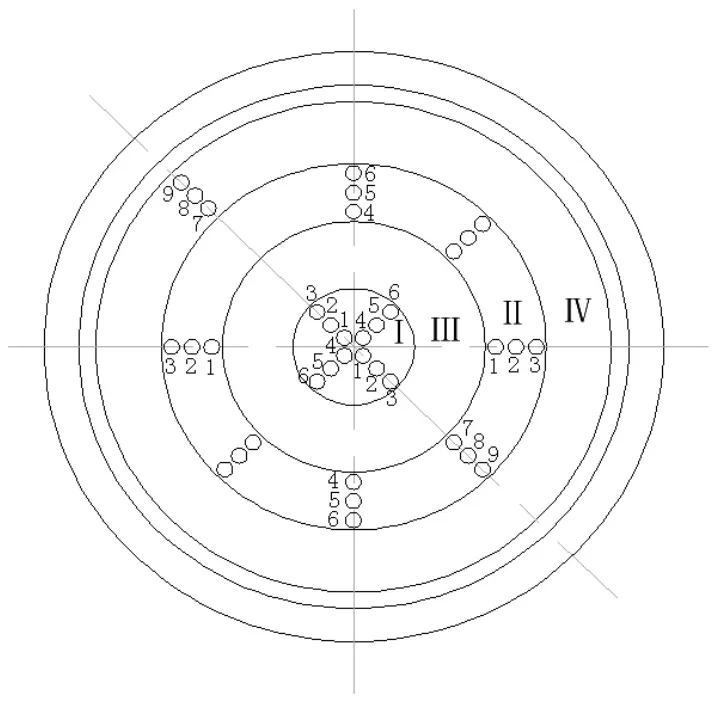
圖4 焊管順序示意圖
3.18 用電磨頭清除管板上和凸出在換熱器內壁的焊瘤。
3.19 焊后對殼程按《容規》要求做1.25MPa水壓試驗,用放大鏡檢查各管口是否滲漏,合格后待用。
4 總裝
將試驗合格的殼程,上下管帽按圖整體組裝,密封面處加橡膠石棉墊,然后對管程進行水壓試驗,試驗壓力為2MPa。試驗合格后將各大件拆開,包裝運輸。
通過各方面的努力,固定管板式換熱器產品得以順利完成,實踐證明,以上各工藝過程是可行的,管板的變形得到了控制。管口通過脹結加焊接保證了密封性,從而使整個產品的質量得到了控制,獲得了明顯的經濟效益,也為我公司的產品開發打開了一條新路。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2016年5期)2016-03-16 02:20:45
