回轉窯窯尾密封的安裝技巧
2012-04-16 01:33:50李會玲嚴志剛
科技視界 2012年13期
關鍵詞:筒體
李會玲 郭 強 嚴志剛 陳 濤
(安陽鋼鐵股份有限公司建安分公司 河南 安陽 455004)
回轉窯常用于建材(水泥、耐火材料等)、冶金、碳素、化工、輕工(造紙等)等生產系統的工程內,用其完成原材料的煅燒、烘干、冷卻等作業。特別是冶金行業回轉窯關鍵生產設備,用于完成氧化球團的焙燒工序,經過預熱的氧化球團在回轉窯內翻滾焙燒后進入其它設備,其窯頭和窯尾都安裝有密封裝置,目的是為了減少外界冷空氣進入窯內,同時防止窯內空氣攜帶物料外泄,對氧化焙燒的整個工藝參數和設備高效運行具有重大意義。然而回轉窯屬高溫連續運轉的大型設備,筒體徑向跳動、軸向竄動,對密封的安裝提出了較高的要求。尤其是窯尾密封處的筒體,距離支承位較遠,長期運轉變形較大,運轉中徑向跳動大,密封安裝質量直接影響著密封的使用效果、壽命和回轉窯的運轉率。
1 存在的主要問題
回轉窯窯尾密封形式主要有兩種,一種迷宮式密封,另一種徑向接觸式密封。
安裝窯尾密封存在的主要問題是密封處的筒體徑向跳動值過大,密封的找正非常困難。筒體徑向跳動主要有兩種情況:(1)筒體彎曲。 (2)筒體變形。 分別見圖1(a)和(b)。
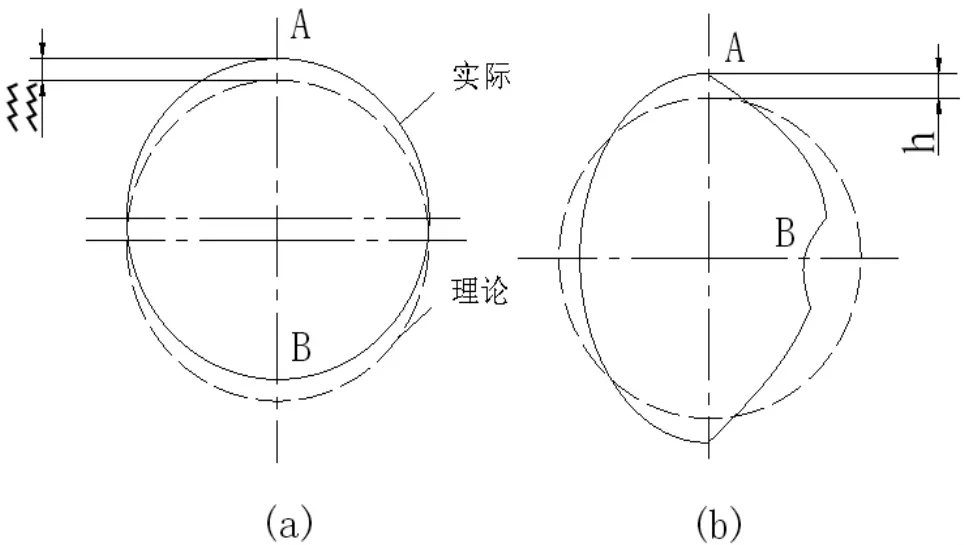
圖1 筒體徑向跳動截面示意圖
密封處筒體徑向跳動值過大,對于徑向接觸式密封,會損壞靜密封環,維修頻繁;對于迷宮式密封會造成筒體與密封碰撞,或者因動靜圈間隙過大而失去密封作用。回轉窯窯尾徑向跳動量通常在40~60mm,而迷宮式密封動靜圈間隙設計一般為70mm,顯然找正是最大難點。如圖1,如果以A點為基準,按70mm間隙安裝密封靜圈,靜圈中心相對于筒體回轉中心必偏向A點,靜圈下半圈可能安裝不上,或者當筒體A處轉至下方位置時,有可能與靜圈碰撞。如果以B點為基準,情況則相反。如果沒有一定技巧,反復測量安裝,難以達到理想狀態。當然在安裝密封前,最好先使筒體彎曲和變形通過找正和筒節的校園、更換達到設計規范。
另外窯尾筒體存在熱脹冷縮及軸向竄動量,需要經計算和測量進行軸向定位;還有窯尾罩的安裝斜度等都是安裝窯尾密封的關鍵。
2 安裝技巧
安鋼水冶永通公司120萬噸球團工程中回轉窯為徑向接觸式密封,徑向接觸式密封的安裝要點,徑向接觸式密封(圖2)與筒體的接觸點在動摩擦圈上,這就要求動摩擦圈在隨筒體旋轉過程中的徑向跳動量不能過大。因此安裝密封的重點在控制動摩擦圈的跳動值。
安裝順序是:動摩擦圈→連接密封罩(固定密封罩)→靜密封裝置→附屬部分。
動摩擦圈由兩邊側板和蓋板組成。
(1)軸向安裝位置的確定動摩擦圈軸向安裝位置不準,會由于筒體的軸向竄動造成靜摩擦圈脫離動摩擦圈而毀壞密封,形成事故。動摩擦位置確定主要依據窯體在運行中的軸向竄動量。該值與窯體運轉時在液壓系統的控制下正常軸向竄動量S和窯尾熱膨脹伸長量C有關。以窯尾密封結構為例說明動圈位置確定方法:回轉窯的軸向居中位置一般以傳動大小齒輪接觸面中心重合為基準。窯體軸向正常竄動量S<100mm,即窯體居中時上竄量A和下竄量B各為50mm。如果測量當前窯體大小齒輪接觸面中心相對位置,發現窯體的上竄量20mm,則取A=30mm。窯尾筒體熱膨脹伸長量C根據下式計算:C=△TaL。
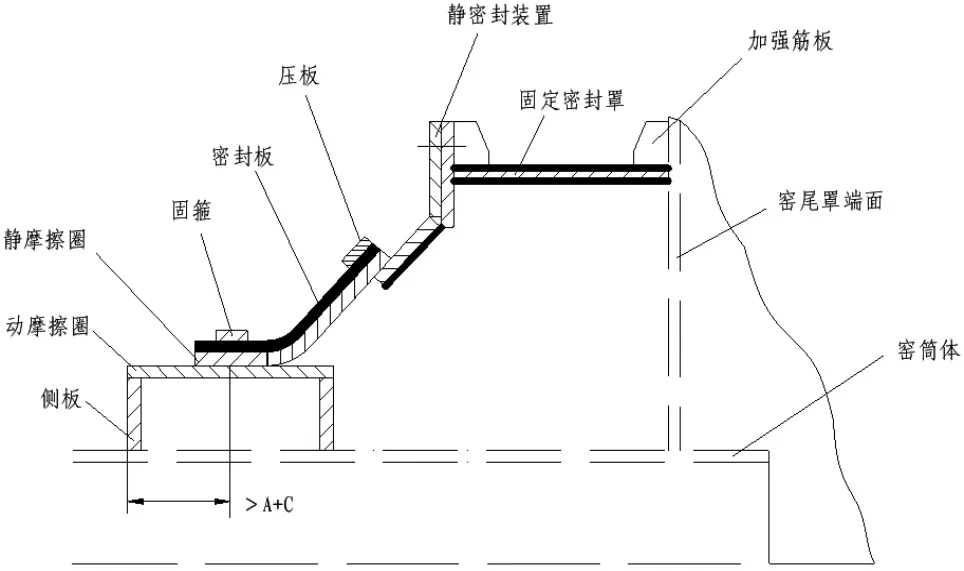
圖2 徑向接觸式密封結構簡圖
△T取窯體正常運轉過程中窯尾溫度,一般為250℃,碳鋼線膨脹系數α取13×10-6/℃,L為安裝擋輪處 (一般在靠近傳動裝置的支承位)至窯尾筒體的長度。此文所述回轉窯L=35000。則:

因此確定摩擦圈接觸處距離動圈外側板應大于A+C=143.75mm。最后結合密封設計尺寸綜合計算,加上一定的余量,確定出動摩擦圈內側板在筒體上的準確位置。

圖3
(2)兩邊側板的安裝,根據上述確定的位置,先安裝內側上半圈側板,在附近筒體上找一舊環縫(筒體對接時的環形焊縫)作為基準,取5個或7個點測量找正側板,使其與筒體垂直。先把4個圈都點焊組對到位,二次找正調整后再焊接牢固。
(3)確定動圈蓋板安裝位置,在側板上確定蓋板內徑位置,消除動圈跳動量是其重點和難點。方法是參照前述筒體最凸點A的確定方法,在筒體下方固定一帶彈簧劃針(見圖3)。
測量并計算側板處筒體各點的跳動值和蓋板內徑與筒體理論外半徑之差在側板上定出蓋板內徑位置基點,通過此基點旋轉筒體畫圓,用氣焊按此圓切去側板余量。為保證精度,最好轉動筒體用自動氣割。
(4)蓋板的組對焊接,先上半圈,后下半圈,用倒鏈拉緊并點焊后,旋轉筒體,測量蓋板兩端徑向跳動,使其動圈摩擦面跳動<5mm,達到圖紙要求。最后焊接牢固,打磨平整。
(5)固定罩的安裝,以動圈摩擦面為基準,根據固定罩外徑,作一長劃針,旋轉筒體在窯尾端面劃線,即為固定罩外徑安裝位置線。最后還要根據斜度修整固定罩,使其與筒體同軸,其誤差≤5mm。同時保證端面垂直于筒體軸線,垂直度偏差≤2mm。最后根據設計要求用筋板及下支撐加固。
(6)精密封裝置、摩擦環及附件的安裝,只要動摩擦圈和固定罩安裝正確,精密封裝置和摩擦環就容易組裝,注意緊固裝置的松緊要適度,摩擦環與動摩擦圈在整個圓周上要接觸均勻。用石棉繩確保密封各組件的嚴實。
3 效果
實踐證明,窯尾密封按此工藝安裝,彌補了簡體跳動過大的缺陷,保證了安裝精度。在熟料窯運轉過程中,接觸式密封均取得很好的使用效果。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:00
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
裝備制造技術(2020年1期)2020-12-25 05:18:30
現代制造技術與裝備(2018年9期)2018-10-17 03:22:14
鍛造與沖壓(2017年17期)2017-09-12 08:05:59
設備管理與維修(2016年5期)2016-03-16 02:20:45
重型機械(2016年4期)2016-03-15 09:00:05
焊接(2016年10期)2016-02-27 13:05:34
