基于正交試驗的端蓋注塑件優(yōu)化
2012-06-05 12:01:50趙蓓蓓于滬平李宏生
電加工與模具 2012年1期
趙蓓蓓,于滬平,李宏生
(上海交通大學材料科學與工程學院塑性成形技術與裝備研究院,上海 200030)
隨著注塑工藝的發(fā)展,注塑制品的應用越來越廣泛,人們對塑料制品的外觀質(zhì)量和使用性能的要求也越來越高。塑料制品在注射成形過程中出現(xiàn)的裂紋、縮孔、翹曲等缺陷,會嚴重影響制品的外觀質(zhì)量和力學性能,使塑件很難滿足現(xiàn)代工業(yè)的發(fā)展要求。
本文針對端蓋在注塑成形過程中出現(xiàn)的翹曲變形現(xiàn)象進行研究,嘗試用正交試驗結合CAE技術和復合形法來解決減小翹曲變形量的問題。所采用的CAE分析軟件是塑料流動分析軟件Moldflow Plastics Insight 6.1。
1 引起注塑件翹曲變形的主要因素
在塑件成形過程中,翹曲變形是影響注塑制品質(zhì)量的重要因素,而引起翹曲變形的原因主要有以下幾個方面:
(1)塑料。塑料原料本身的流動性、熱物理性能、力學性能等對翹曲都有不同程度的影響,尤其是塑料中玻璃纖維的取向會造成較大的翹曲變形[1]。
(2)塑件結構。塑件的厚度、質(zhì)量分布、局部貯熱差異、幾何形狀彎曲程度及加強筋設計的合理性等[2],都會引起塑件的翹曲變形。
(3)注射成形工藝參數(shù)。注射成形全過程涉及的主要工藝參數(shù)有:模具溫度、熔體溫度、注射速度、注射壓力、保壓壓力、保壓時間和成形周期等,這些工藝參數(shù)影響材料的定向和結晶[2]。因此,能否合理地選擇參數(shù)將直接影響塑件的翹曲變形。
(4)模具。冷卻水道、澆口位置及數(shù)量、頂桿的布置、模腔的剛度等設計是否合理,也將影響塑件的翹曲變形。
2 翹曲變形分析
2.1 塑件造型及有限元網(wǎng)格劃分
用PRO/ENGINEER軟件構建制品三維模型,通過IGES交換文件格式讀入,并轉(zhuǎn)換成Moldflow的MPI表面網(wǎng)格(Fusion)模型。由于此端蓋零件尺寸較小,為了提高生產(chǎn)效率,采用一模四腔的型腔排布。在對模型進行網(wǎng)格劃分時,綜合考慮分析精度和運算時間,將有限元網(wǎng)格的三角形邊長設定為5mm,經(jīng)軟件的自動修補和手動功能對網(wǎng)格單元進行控制修改,最后得到網(wǎng)格單元共64128個,節(jié)點數(shù)為32332個,沒有畸形網(wǎng)格。圖1是在Moldflow軟件中網(wǎng)格劃分完畢的產(chǎn)品模型圖。
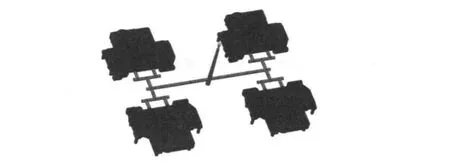
圖1 有限元網(wǎng)格劃分
2.2 模擬工藝參數(shù)確定與優(yōu)化
模擬分析采用的材料是牌號為Akulon k222-KGV4/A的PA6塑料。在數(shù)值模擬軟件Moldflow中,可看到此材料的成形工藝特性,材料適宜的成形模溫為50~80℃,推薦模溫為65℃,熔體溫度為230~265℃,推薦料溫為248℃,推薦頂出溫度為182℃,最大剪切應力為0.31 MPa。
采用正交試驗方法,選擇不同的工藝參數(shù)進行模擬,在成形工藝條件范圍內(nèi)選取最優(yōu)工藝方案。結合模擬軟件給出的工藝參數(shù)和材料性能,確定影響翹曲的因素有:定模溫度、動模溫度、熔體溫度、螺桿速度、螺桿位置、保壓時間、保壓壓力。分析因素和相應水平見表1。
2.2.1 正交試驗配置
利用正交試驗法對影響塑件翹曲變形的主要工藝參數(shù)進行優(yōu)化。根據(jù)表1的數(shù)據(jù)選擇正交表L27(37),利用正交試驗矩陣設計對定模溫度、動模溫度、熔體溫度、螺桿速度、螺桿位置、保壓時間、保壓壓力等7個因素、3個水平進行模擬試驗,研究其對翹曲變形的影響,找出最佳的工藝參數(shù)組合。L27(37)正交試驗配置見表2[3]。
2.2.2 試驗數(shù)據(jù)模擬結果分析
試驗設計結果是制品的翹曲變形量,采用軟件的Cool-Flow-Warp模塊進行分析,其結果見表2。
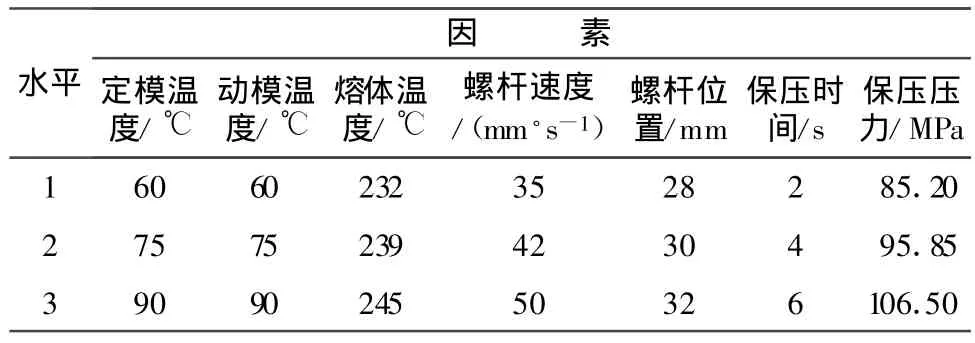
表1 因素水平表
表2中,K1、K2、K3分別為某工藝參數(shù)在第1、2、3水平下的翹曲變形量之和;k1、k2、k3分別為某工藝參數(shù)在第1、2、3水平下的翹曲變形量的平均值,即ki=Ki/9;極差為ki中的最大值與最小值之差;S為每列組數(shù)的離差平方和,公式為:S=
通過分析可知:
(1)對塑件翹曲變形有顯著影響的因子是定模溫度、保壓時間和保壓壓力,其次是螺桿位置、填充速度,而熔體溫度和動模溫度的影響最小。
(2)最優(yōu)方案是A1B1C1D1E1F2G3,即取定模溫度為60℃,動模溫度為60℃,熔體溫度為232℃,填充速度為35mm/s,螺桿位置為28mm,保壓時間為4 s,保壓壓力為106.5 MPa。
2.2.3 基于正交試驗模擬結果的優(yōu)化
由模擬結果可知,對塑件翹曲變形影響最大的因子是定模溫度、保壓時間和保壓壓力。綜合比較最優(yōu)方案和27組正交試驗方案的模擬結果,可得出翹曲變形量最小的工藝參數(shù)組合為:定模溫度60℃,動模溫度60℃,熔體溫度232℃,填充速度35mm/s,螺桿位置32mm,保壓時間6 s,保壓壓力106.5 MPa,周期17.4 s,余料量26.8mm。經(jīng)Moldflow軟件模擬分析后,可得此時塑件的模擬翹曲總變形量最大值為0.45mm。
以定模溫度、保壓時間和保壓壓力3個因素作為3個變量 x1、x2、x3,保持其他參數(shù)不變,用復合形法對3個因素進行進一步優(yōu)化。所謂復合形法是指在n維空間中構成多面體即復合形,計算各頂點所對應的函數(shù)值,逐一進行比較,并利用一定的手段找出函數(shù)值有所改善的點,以取代最壞點,如此反復,直到滿足要求為止。結合正交試驗最優(yōu)方案的參數(shù),確定各參數(shù)的取值范圍:55≤x1≤65、2≤x2≤11、95≤x3≤120。優(yōu)化過程如下[4]:

表2 L27(37)正交試驗方案與模擬結果
(1)設 ε=0.0010,反射系數(shù) α=1.3,用任選點法確定初始復合形的6個頂點,分別為:
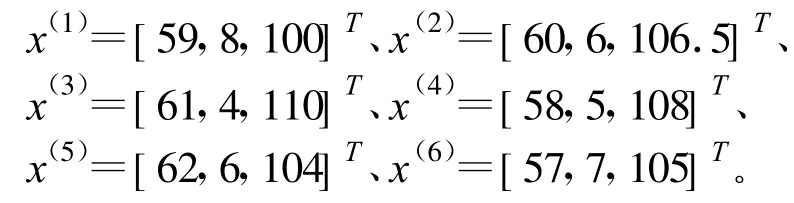
對照參數(shù)的取值范圍,以上6個頂點滿足約束條件。
采用Moldflow軟件的Cool-Flow-Warp模塊對以上參數(shù)進行模擬分析,得到初始復合形各頂點的函數(shù)值(即模擬翹曲總變形量最大值)分別為:
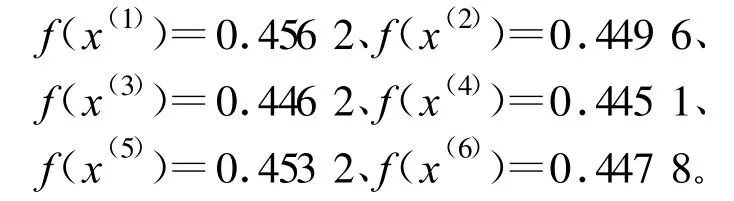
故最壞點(即模擬翹曲總變形量最大的點)是x(1)。舍去最壞點 x(1),計算其余各頂點的中心點x(c),即:

經(jīng)檢查x(c)滿足約束條件。
(2)求反射點

經(jīng)檢查x(r)滿足約束條件。
比較反射點與最壞點的函數(shù)值:
(3)終止判別

因為0.0048>ε,故重新比較6個頂點的函數(shù)值,重新求出中心點,進入第2次循環(huán)。當經(jīng)過10次循環(huán)后:
由此可得,利用復合形法對端蓋注塑件的翹曲變形進行進一步的優(yōu)化,其最優(yōu)參數(shù)組合為:定模溫度56℃,動模溫度60℃,熔體溫度232℃,填充速度35mm/s,螺桿位置32mm,保壓時間2.5 s,保壓壓力117.1 MPa,周期 17.4 s,余料量26.8mm。經(jīng)Moldflow軟件模擬分析可得,此組合下塑件的模擬翹曲總變形量最大值為0.432mm。
3 結論
(1)采用正交試驗結合數(shù)值模擬的方法,分析了工藝參數(shù)對注塑產(chǎn)品翹曲的影響規(guī)律。當端蓋產(chǎn)品采用PA6注塑生產(chǎn)時,定模溫度、保壓壓力和保壓時間對產(chǎn)品的翹曲變形影響最大。定模溫度降低或保壓壓力升高,都會使產(chǎn)品的翹曲量減小。
(2)基于正交試驗的復合形法可使定模溫度、保壓壓力和保壓時間三大影響因素數(shù)值進一步收斂,從而獲得翹曲變形量最小的工藝參數(shù)組合。
(3)利用正交試驗確定最優(yōu)方案的模擬總翹曲變形量為0.45mm,而采用復合形法后的總翹曲變形量可優(yōu)化到0.43mm,改進了4%。由此得出復合形法可對設定參數(shù)進一步優(yōu)化,優(yōu)化效果雖不顯著,但也證明了在正交試驗的基礎上,可采用其他優(yōu)化方法對正交試驗結果進一步加以優(yōu)化,以縮短實際試模時間。
[1]孫寶壽,陳哲,吳真繁,等.薄壁注塑件翹曲影響因素分析及優(yōu)化研究進展[J].機械制造,2009,47(12):25-29.
[2]付燕.注塑件翹曲變形分析及其解決途徑[J].機電工程技術,2006,35(5):33-34.
[3]楊虎振.基于CAE技術的注塑制品翹曲變形研究[D].鎮(zhèn)江:江蘇大學,2008.
[4]余俊,廖道訓.最優(yōu)化方法及其應用[M].武漢:華中工學院出版社,1984.
猜你喜歡
房地產(chǎn)導刊(2022年5期)2022-06-01 06:20:14
建材發(fā)展導向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導向(2021年7期)2021-07-16 07:07:52
中學生數(shù)理化(高中版.高二數(shù)學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
