
用擴(kuò)充功能指令進(jìn)行數(shù)控編程教學(xué)探討
2012-06-19 12:13:16盧青
職業(yè)教育研究 2012年11期
盧 青
(羅定市中等職業(yè)技術(shù)學(xué)校 廣東 云浮 527200)
數(shù)控加工編程時,往往注重各種基本功能指令的使用,而常常忽略基本功能指令的擴(kuò)充功能指令的使用。其實,如果能充分地使用擴(kuò)充功能指令,則會收到事半功倍的效果。例如,在編寫程序的時候,要知道起點(diǎn)和終點(diǎn)或目標(biāo)點(diǎn)的位置(即起點(diǎn)和終點(diǎn)或目標(biāo)點(diǎn)的坐標(biāo)值),圖紙上起點(diǎn)和終點(diǎn)的坐標(biāo)值,多數(shù)標(biāo)注明白,其余的有些經(jīng)過簡單的計算便可以獲得,而有些要花費(fèi)大量的時間經(jīng)過較復(fù)雜的計算才能獲得,這就會影響編程效率。但是,只要善于使用基本功能的擴(kuò)充功能指令,在編程中就能夠避免復(fù)雜的運(yùn)算,節(jié)約大量的時間,既順利完成編程任務(wù),又提高效率,一舉多得。下面,以華中世紀(jì)星HNC-21T數(shù)控車床編程系統(tǒng)的擴(kuò)充功能指令進(jìn)行研究。
直線插補(bǔ)G01的擴(kuò)充功能指令——直線后倒直角加工
直線插補(bǔ)基本功能指令G01 格式:G01X (U)_Z(W)_F_。式中X、Z為絕對編程時終點(diǎn)在工件坐標(biāo)系的坐標(biāo)值,U、W為增量編程時終點(diǎn)相對于起點(diǎn)的位移量,F(xiàn)為刀具合成進(jìn)給速度。其作用是指令刀具按規(guī)定的合成進(jìn)給速度,從當(dāng)前位置按線性路線(聯(lián)動直線軸的合成軌跡為直線)移動到程序段指定的終點(diǎn)。
直線插補(bǔ)G01的擴(kuò)充功能指令——直線后倒直角加工直線后倒直角加工的格式:G01 X(U)_Z(W)_C _F _。 式中 X、Z為絕對編程未倒角前終點(diǎn)(G點(diǎn))在工件坐標(biāo)系的坐標(biāo)值,U、W為增量編程未倒角前終點(diǎn)(G點(diǎn))相對于始點(diǎn)(A點(diǎn))的位移量,C為倒角終點(diǎn)(C點(diǎn))相對于未倒角前終點(diǎn)(G點(diǎn))的距離,F(xiàn)為刀具合成進(jìn)給速度。其作用是指令刀具按規(guī)定的合成進(jìn)給速度,從當(dāng)前位置A點(diǎn)按線性路線(聯(lián)動直線軸的合成軌跡為直線)先移動到B點(diǎn),然后到C點(diǎn) (它不經(jīng)過G點(diǎn)),由B點(diǎn)到C點(diǎn)雖然是直線,但整個運(yùn)行軌跡變?yōu)檎劬€,從而完成倒直角。刀具最終停在C點(diǎn),而不是G點(diǎn)。見圖1和圖2。
用擴(kuò)充功能指令進(jìn)行數(shù)控編程例題1 工件如圖3,請編寫精加工程序。分析和比較:若用基本功能指令編程,圖上的圓點(diǎn)a處的X、Z坐標(biāo)值計算相當(dāng)麻煩,但用擴(kuò)充功能指令進(jìn)行編程可巧妙解決(N35 G01 X50Z-26 C33行),因為A點(diǎn)的坐標(biāo)值在圖上標(biāo)明。編程如下:

圖1 直線時倒直角加工示意圖

圖2 斜直線時倒直角加工示意圖

直線插補(bǔ)G01擴(kuò)充功能指令——直線后倒圓角加工
直線插補(bǔ)G01的擴(kuò)充功能指令——直線后倒圓角加工直線后倒圓角加工的格式是:G01X(U)_Z(W)_R _F _。 式中樣X、Z為絕對編程時,未倒角前終點(diǎn)(G點(diǎn))在工件坐標(biāo)系的坐標(biāo)值,U、W 為增量編程時,未倒角前終點(diǎn)(G點(diǎn))相對于始點(diǎn)(A點(diǎn))的位移量;R為倒角圓弧的半徑值,F(xiàn)為刀具合成進(jìn)給速度。其作用是指令刀具按規(guī)定的合成進(jìn)給速度,從當(dāng)前位置A點(diǎn)按線性路線先移動到B點(diǎn),然后,沿弧線到C點(diǎn)(它不經(jīng)過G點(diǎn)),由B點(diǎn)到C點(diǎn)不再是直線,因此整個運(yùn)行軌跡變?yōu)橹本€+弧線,刀具最終停在C點(diǎn),而不是G點(diǎn)。見圖4和圖5。
用擴(kuò)充功能指令進(jìn)行數(shù)控編程例題2 工件尺寸如圖6所示,請編寫精加工程序。分析比較:若用基本功能指令編程,圖上的小圓黑點(diǎn) a、b、c 三處的 X、Z 坐標(biāo)值計算相當(dāng)麻煩,但用擴(kuò)充指令進(jìn)行編程可巧妙解決(如本例N30行和N35行),因為A點(diǎn)和B點(diǎn)的坐標(biāo)值圖上已標(biāo)明。編程如下:
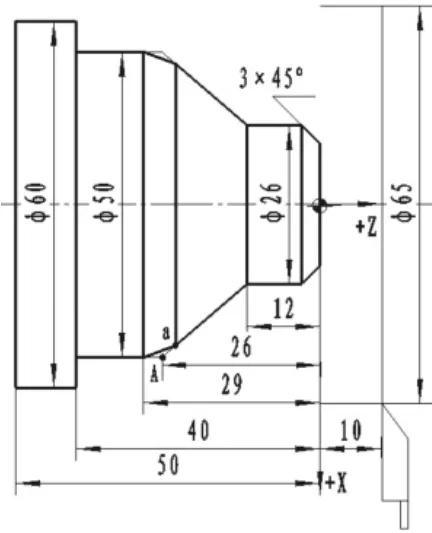
圖3 用直線時倒直角加工多級圓臺示意圖
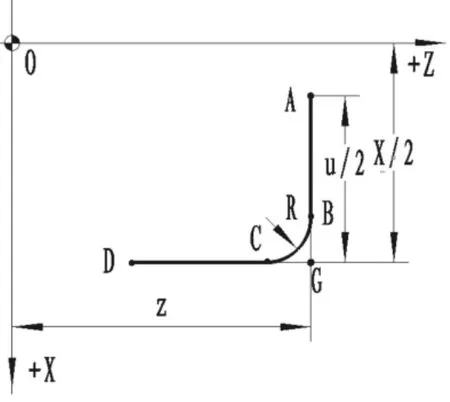
圖4 直線時倒圓角加工示意圖

圖5 斜直線時倒圓角加工示意圖


圖6 用直線時倒直角和倒圓角加工多級圓臺示意圖
圓弧插補(bǔ)(G02/G03)的擴(kuò)充功能指令—圓弧后倒角加工
圓弧插補(bǔ)基本功能指令 (G02/G03) 格式:G0 2X(U)_Z(W)_R _F _。 或:G03X(U)_Z(W)_R _F _。 式中 X、Z 為絕對編程時圓弧終點(diǎn)在工件坐標(biāo)系的坐標(biāo)值,U、W為增量編程時圓弧終點(diǎn)相對于圓弧起點(diǎn)的位移量,R為圓弧半徑,F(xiàn)為刀具合成進(jìn)給速度。作用是G02(或G03)指令刀具以聯(lián)動的方式,按規(guī)定的合成進(jìn)給速度,從當(dāng)前位置按圓弧路線(聯(lián)動直線軸的合成軌跡為圓弧線)移動到程序段指令的終點(diǎn)。
圓弧插補(bǔ)(G02/G03)的擴(kuò)充功能指令——圓弧后倒角加工 圓弧后倒角加工的格式是:G02 X(U)_Z(W)_R _RL= _F_。 或:G03 X(U)_Z(W)_R_RL= _F _。 式中 X、Z 為絕對編程時,未倒角前圓弧終點(diǎn)(G點(diǎn))在工件坐標(biāo)系的坐標(biāo)值,U、W為增量編程時,未倒角前圓弧終點(diǎn)(G點(diǎn))相對于始點(diǎn)(A點(diǎn))的位移量,R為圓弧的半徑值,RL=為圓弧倒角后的終點(diǎn)(C點(diǎn))相對于未倒角前圓弧終點(diǎn)(G點(diǎn))的距離,F(xiàn)為刀具合成進(jìn)給速度。其作用是指令刀具按規(guī)定的合成進(jìn)給速度,從當(dāng)前位置A點(diǎn)按圓弧路線(聯(lián)動直線軸的合成軌跡為弧線)先移動到B點(diǎn),然后,沿直線到C點(diǎn) (它不經(jīng)過G點(diǎn)),由B點(diǎn)到C點(diǎn)不再是弧線,整個運(yùn)行軌跡變?yōu)榛【€+直線,刀具最終停在C點(diǎn),而不是G點(diǎn)。見圖7和圖8。
用擴(kuò)充功能指令進(jìn)行數(shù)控編程例題3 工件尺寸如圖9所示,請編寫精加工程序。分析和比較:若用基本功能指令編程,圖上的圓點(diǎn) a處的 X、Z坐標(biāo)值計算相當(dāng)麻煩,但用擴(kuò)充指令(N35行)進(jìn)行編程可巧妙解決,因為A點(diǎn)的坐標(biāo)值已知。編程如下:

圖7 圓弧時倒角加工示意圖

圖8 圓弧時走直線加工示意圖
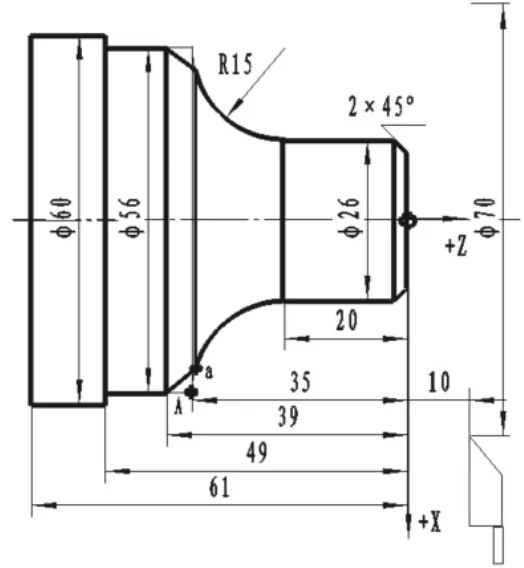
圖9 圓弧時倒角加工多級圓臺示意圖

圓弧插補(bǔ)(G02/G03)的擴(kuò)充功能指令——圓弧后倒圓角加工
圓弧插補(bǔ)擴(kuò)充功能指令——圓弧后倒圓角加工圓弧后倒圓角加工的格式是:G02 X(U)_Z(W)_R _RC= _F _。 或:G03 X(U)_Z(W)_R _RC= _F _。 式中 X、Z 為絕對編程時,未倒角前圓弧終點(diǎn)(G點(diǎn))在工件坐標(biāo)系的坐標(biāo)值,U、W為增量編程時,未倒角前圓弧終點(diǎn)(G點(diǎn))相對于始點(diǎn) (A點(diǎn))的位移量,R為圓弧 (大圓弧)的半徑值,RC=為倒角圓弧(小圓弧)的半徑值,F(xiàn)為刀具合成進(jìn)給速度。其作用是指令刀具按規(guī)定的合成進(jìn)給速度,從當(dāng)前位置A點(diǎn)按圓弧路線 (聯(lián)動直線軸的合成軌跡為弧線)先移動到B點(diǎn),然后再沿小弧線到C點(diǎn)(它不經(jīng)過G點(diǎn)),由B點(diǎn)到C點(diǎn)仍然是弧線,因此,整個運(yùn)行軌跡變?yōu)榇蠡【€+小弧線,刀具最終停在C點(diǎn),而不是G點(diǎn)。見圖10和圖11。
用擴(kuò)充功能指令進(jìn)行數(shù)控編程例題4 工件如圖12所示,請編寫精加工程序。分析和比較:若用基本功能指令編程,圖上的小圓黑點(diǎn)a、b、d三處的X、Z坐標(biāo)值計算相當(dāng)復(fù)雜麻煩,但用擴(kuò)充指令(N35行、N45行和N55行)進(jìn)行編程可巧妙解決,因為A點(diǎn)、B點(diǎn)和D點(diǎn)的坐標(biāo)值圖上已標(biāo)明。編程如下:
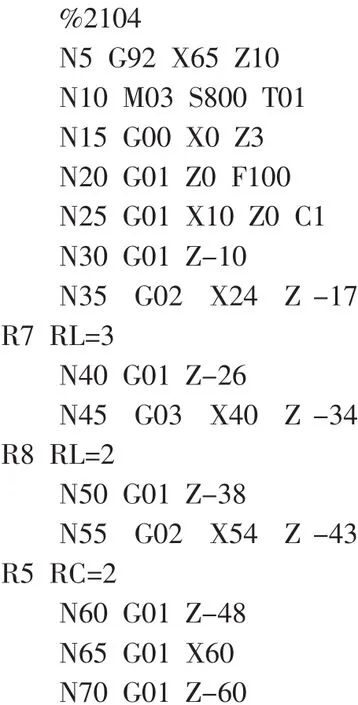

圖10 圓弧時倒圓角加工示意圖

圖11 圓弧時倒圓弧加工示意圖

圖12 用圓弧時倒圓角倒圓弧加工多級軸示意圖

結(jié)語
在數(shù)控編程中,善于使用各種擴(kuò)充功能指令進(jìn)行編程,可以避免復(fù)雜的計算,節(jié)約大量的時間,使編程最簡單、合理。這樣的方法,特別適用中職層次的教學(xué),深受學(xué)生歡迎,能夠收到事半功倍的效果。
[1]周志強(qiáng),張曉紅.模具數(shù)控加工技術(shù)[M].北京:高等教育出版社,2002.
[2]黃麗芬,楊光生.數(shù)控車床編程與操作[M].北京:中國勞動社會保障出版社,2007.
[3]沈建峰.數(shù)控車床編程與操作實訓(xùn)[M].北京:國防工業(yè)出版社,2005.
[4]沈建峰.數(shù)控車床編程與操作系統(tǒng)集錦[M].北京:中國勞動社會保障出版社,2008.
[5]朱明松,王翔.數(shù)控銑床編程與操作項目教程[M].北京:機(jī)械工業(yè)出版社,2008.
[6]沈建峰.數(shù)控機(jī)床編程與操作[M].北京:中國勞動社會保障出版社,2005.
猜你喜歡
《學(xué)習(xí)方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
數(shù)學(xué)小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當(dāng)代貴州(2019年41期)2019-12-13 09:28:56
測控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(xué)(2016年10期)2016-11-23 05:11:56
中國共青團(tuán)(2015年7期)2015-12-17 01:24:38
西安航空學(xué)院學(xué)報(2014年5期)2014-07-13 01:27:52
中學(xué)生數(shù)理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44

- 職業(yè)教育研究的其它文章
- 美國弗吉尼亞理工大學(xué)工業(yè)系統(tǒng)工程專業(yè)分析與我國相關(guān)專業(yè)教學(xué)之比較
- 網(wǎng)絡(luò)案例在中職《Photoshop CS圖形圖像處理》課程中的應(yīng)用
- 高職模具設(shè)計與制造專業(yè)教學(xué)資源庫網(wǎng)絡(luò)平臺建設(shè)與應(yīng)用研究
- 網(wǎng)絡(luò)設(shè)備配置實訓(xùn)課程建設(shè)探索
- 助學(xué)型多媒體英語課件設(shè)計制作及價值研究*
- 構(gòu)建以技能為核心的醫(yī)學(xué)高職高專化學(xué)實驗課教學(xué)新體系