生活電器用氯化聚乙烯絕緣105℃軟電線的抗機(jī)械損傷性能
2012-06-26 10:29:36王曉榮
電線電纜 2012年1期
關(guān)鍵詞:機(jī)械
高 峰, 王曉榮, 劉 洋
(1.東莞市聯(lián)升電線電纜有限公司,廣東東莞523920;2.衡陽(yáng)恒飛電纜有限責(zé)任公司,湖南衡陽(yáng)421008)
0 引言
在生活電器使用中,可能存在多種不利電線安全使用的環(huán)境:因物品的跌落或放置,對(duì)電線產(chǎn)生壓碾;因家具或座椅移動(dòng),對(duì)電線產(chǎn)生強(qiáng)烈沖擊性的夾擠;因電器移動(dòng)或電線收放,在墻角或家具邊緣對(duì)電線產(chǎn)生磨擦和刮傷。為了防止觸電和引發(fā)火災(zāi),保護(hù)人身和財(cái)產(chǎn)安全。美國(guó)UL保險(xiǎn)商在電器制造商的提議下,在UL 62第18版中,通過(guò)對(duì)HPN軟線增加機(jī)械損傷性能要求,而新增HPN-R軟線。本公司對(duì)HPN-R軟電線抗機(jī)械損傷性能進(jìn)行了一段時(shí)間的摸索與試驗(yàn),已取得了可喜成效,現(xiàn)就其中的問(wèn)題與大家交流與探討。
1 電線結(jié)構(gòu)與性能
1.1 電線結(jié)構(gòu)
以16AWG/2C電線為例,結(jié)構(gòu)尺寸和圖示見(jiàn)表1和圖1。
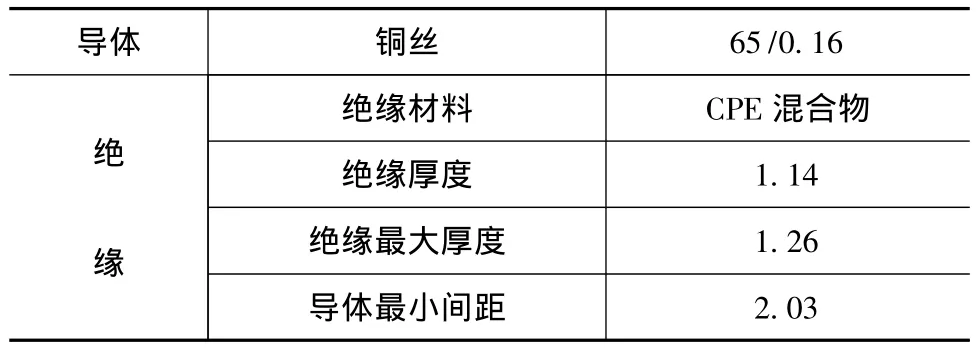
表1 HPN/HPN-R 16AWG/2C電線結(jié)構(gòu)尺寸(單位:mm)

圖1 HPN/HPN-R 16AWG/2C結(jié)構(gòu)示意圖
1.2 主要性能
原HPN電線主要性能要求見(jiàn)表2。
1.3 新增-R性能要求
HPN-R電線是以HPN電線結(jié)構(gòu)和性能為基礎(chǔ),增加抗機(jī)械損傷性能(-R),包括磨損、夾擠、壓碾和撓曲四項(xiàng)要求,具體要求值見(jiàn)表3。
1.3.1 磨損測(cè)試與評(píng)定

表2 HPN主要性能要求

表3 HPN-R機(jī)械損傷性能要求
(1)取5條各100 mm長(zhǎng)的樣品。
(2)使用美規(guī)等級(jí)為1/2型的金鋼沙布,讓沙布的沙面向外,并緊緊包圍在直徑為88.9 mm的圓柱表面。
(3)每個(gè)樣品的末端吊(3.3±0.1)N的砝碼。
(4)電線扁平面平行于圓柱軸線,電線以每分鐘28個(gè)周期在沙布表面做水平行程為160 mm的來(lái)回磨損(見(jiàn)圖2),每800個(gè)周期更換新的沙布。
(5)在磨完5 000個(gè)周期前,5個(gè)測(cè)試樣品不能有任何的導(dǎo)電部件外露。

圖2 磨損測(cè)試
1.3.2 夾擠測(cè)試與評(píng)定
(1)取5條各30 mm長(zhǎng)樣品。
(2)樣品扁平面置于水平的鋼板表面,電線軸垂直于夾擠器具的刀刃軸線。
(3)夾擠器具以5 mm/min的速度夾壓在電線表面(見(jiàn)圖3),及到對(duì)電線的壓力值升到2 254 N,導(dǎo)體之間及導(dǎo)體與夾擠器具之間不能有任何的導(dǎo)通。
(4)刀刃圓弧半徑為1.19 mm。

圖3 夾擠測(cè)試局部
1.3.3 壓碾測(cè)試與評(píng)定
(1)取5條各30 mm長(zhǎng)樣品。
(2)樣品扁平面置于水平的鋼板表面。電線軸垂直于夾擠器具的刀刃軸線。
(3)夾擠器具以5 mm/min的速度下降,夾壓在電線表面壓力達(dá)890 N持續(xù)7 h(見(jiàn)圖4),在持續(xù)的7 h期間,導(dǎo)體之間及導(dǎo)體與夾擠器具之間不能有任何的導(dǎo)通。
(4)刀刃圓弧半徑為1.19 mm。

圖4 壓碾測(cè)試
1.3.4 撓曲測(cè)試與評(píng)定
(1)取6條約100 mm樣品。
(2)給樣品施加負(fù)載電流和回路保護(hù)電流(見(jiàn)表3)。

表3 負(fù)載電流和回路保護(hù)電流 (單位:A)
(3)測(cè)試回路施加300 V工頻交流電。
(4)測(cè)試樣品向左右二個(gè)方向各彎曲90℃,以每分鐘20個(gè)周期進(jìn)行,電線尾端吊重110 g,在3 100個(gè)周期內(nèi),導(dǎo)體之間不能有任何的導(dǎo)通,絕緣不可破損,導(dǎo)體斷裂數(shù)量不能超過(guò)10%。
2 機(jī)械損傷性能的摸索與試驗(yàn)
2.1 摸索與試驗(yàn)介紹
針對(duì)HPN-R電線四項(xiàng)機(jī)械損傷性能,我們主要從材料、工藝、結(jié)構(gòu)這三個(gè)方面進(jìn)行摸索與試驗(yàn)。抽測(cè)了多家HPN電線,磨損試驗(yàn)集中在2000~4 000次,夾擠試驗(yàn)最好的也在1 800 N壓力時(shí)絕緣破裂、壓碾試驗(yàn)在2~5 h出現(xiàn)導(dǎo)通。如何在符合基本性能要求的同時(shí)滿足抗機(jī)械損傷性能,并且保持性能的穩(wěn)定性和可操作性,這需要找到各項(xiàng)性能的平衡點(diǎn),下面介紹幾個(gè)摸索案例。
2.1.1 工藝選擇
輻照交聯(lián)比蒸汽交聯(lián)操作簡(jiǎn)單、廢品率少、便于控制、制樣周期又短,較適合重復(fù)摸索與試驗(yàn),同時(shí)對(duì)比試驗(yàn)發(fā)現(xiàn),撓曲試驗(yàn)輻照交聯(lián)也要好于蒸汽交聯(lián),所以本公司選用了輻照交聯(lián)工藝進(jìn)行試驗(yàn)生產(chǎn)。
2.1.2 結(jié)構(gòu)選擇
為提高電線抗機(jī)械損傷性能,以物理學(xué)角度可通過(guò)增加或加厚防護(hù)層或改善損耗對(duì)象的方式。
(1)增大電線的厚度與寬度,實(shí)際上就增大了損耗對(duì)象的損耗量,可以在一定范圍內(nèi)提高抗機(jī)械損傷。但UL在認(rèn)證時(shí)對(duì)絕緣厚度有最大的限定,絕緣厚度增加值不能超出0.127 mm,我們選用了最大允許值,電線外觀從通常的3.8×7.6 mm提高到4.05×8 mm。
(2)在絕緣材料的內(nèi)部或外表,增加性能優(yōu)良的材料層,可提高抗損傷性能,曾嘗試過(guò)聚酰胺(PA)、聚乙烯(PE)、聚對(duì)苯二甲酸丁二(醇)酯(PBT)、聚丙烯(PP)、熱塑性聚氨酯(TPU)等材料,由于增加層的同時(shí)不能影響電線的VW-1阻燃、老化、耐油等性能,增加層的厚度同時(shí)受到了UL不成文規(guī)定的制約,增加后的效果不是很明顯,而且出現(xiàn)了因材料物理性能的差異,導(dǎo)致材料之間明顯的分層,最后放棄了通過(guò)增加層來(lái)改善機(jī)械損傷性能的方案。
2.1.3 材料配方摸索
材料主要成份:CPE橡膠45%;耐磨炭黑12%;滑石粉TALC 18%;增塑劑10%;其他助劑15%。
(1)增加耐磨炭黑含量以提高磨損性能,但耐磨炭黑具有導(dǎo)電性,會(huì)影響絕緣電阻。
(2)增加碳酸鈣、鎂強(qiáng)粉含量來(lái)提高夾擠、壓碾性能,會(huì)影響材料的軟硬度,使電線變硬,伸長(zhǎng)率下降。
(3)提高材料的交聯(lián)度來(lái)提高夾擠、壓碾性能,增加交聯(lián)助劑量和輻照劑量,會(huì)使絕緣材料老化后變脆,老化后的伸長(zhǎng)殘余變小。
綜合上述問(wèn)題的出現(xiàn),同時(shí)考慮電線的力學(xué)、絕緣、老化等性能,采用了 CPE與三元乙丙橡膠(EPDM)和線性低密度聚乙烯(LLDPE)并用方式,在CPE中并入12%~25%EPDM和5%~10%LLDPE,混煉均勻的CPE混合物經(jīng)交聯(lián)后,能較好地解決絕緣電阻、老化、機(jī)械損傷等性能。
2.2 檢測(cè)結(jié)果
本公司在2010年分別送樣UL和ETL測(cè)試,試驗(yàn)結(jié)果全部符合要求,并取得了認(rèn)證和生產(chǎn)許可,部分UL檢測(cè)結(jié)果見(jiàn)表3。

表3 HPN-R性能測(cè)試
3 結(jié)束語(yǔ)
本文介紹了生活電器用CPE絕緣105℃軟電線的主要性能要求,特別對(duì)新增加的抗機(jī)械損傷性能要求進(jìn)行了詳細(xì)介紹,并且從工藝、材料、結(jié)構(gòu)三個(gè)方面對(duì)抗機(jī)械損傷性能進(jìn)行了探討。如何進(jìn)一步提高性能穩(wěn)定性、提高生產(chǎn)效率、降低生產(chǎn)成本,是接下來(lái)需要解決的問(wèn)題。相信隨著時(shí)間的推移、技術(shù)水平的提高和經(jīng)驗(yàn)的積累,這些問(wèn)題都能逐步得到解決。
[1]汪景璞,鄒元傳.電纜材料[M].北京:機(jī)械工業(yè)出版社,1983.
[2]UL 62—2010 18thedition Fexible cords and cables[S].
[3]UL 2556—2007 Wire and cable test methods[S].
[4]徐曼立.高聚物的輻照交聯(lián)[J].電線電纜,1986(6):13-19.
[5]歐迪恒.氯化聚乙烯的配合與加工[J].電線電纜,1996(2):17-19.
[6]王柏東,曾立平,劉吉兆.氯化聚乙烯HPN線材料的研制[J].橡膠工業(yè),2005(12):12-14.
猜你喜歡
機(jī)械工程材料(2022年10期)2022-11-21 12:08:44
小學(xué)科學(xué)(學(xué)生版)(2021年9期)2021-11-02 05:26:46
電腦報(bào)(2020年35期)2020-09-17 13:25:53
當(dāng)代工人(2020年8期)2020-05-25 09:07:38
電腦報(bào)(2019年40期)2019-09-10 07:22:44
建材發(fā)展導(dǎo)向(2019年13期)2019-08-24 06:37:40
電子制作(2018年14期)2018-08-21 01:38:14
小溪流(畫(huà)刊)(2017年12期)2018-01-10 16:07:29
筑路機(jī)械與施工機(jī)械化(2017年6期)2017-07-10 11:54:50
科技知識(shí)動(dòng)漫(2016年8期)2016-07-29 20:40:09