冷再生瀝青混合料第二次壓實過程分析
2012-06-29 08:14:12楊進
城市道橋與防洪 2012年4期
楊進
(深圳高速工程顧問有限公司,廣東深圳 518034)
0 引言
再生瀝青路面就是將舊瀝青路面銑刨后,經過回收、篩分,用新集料、新瀝青材料適當配合,重新拌制,形成具有要求路用性能的再生瀝青混合料。瀝青混合料的再生利用,能夠節省大量的瀝青和砂石材料,降低筑路成本,同時,還有利于處治廢棄的瀝青路面材料,節約能源,保護環境,因此具有顯著的經濟效益和社會效益[1]。瀝青路面的再生可以分為冷再生和熱再生,它們之間的區別就在于對混合料是否需要重新加熱。冷再生瀝青路面只需加入適當的再生劑和集料(也可不加),不需加熱便可以實現混合料的拌和、攤鋪和壓實,不但施工方便而且節約能源,應用范圍更為廣泛。
我國目前對冷再生瀝青混合料的研究尚不成熟,現有研究成果都是根據當地施工經驗,適用于某個具體工程的配合比設計,各地的室內試驗指標和標準都不相同,沒有形成統一的設計方法體系,不利于大范圍的推廣應用。而且,現有的設計方法[2][3]僅僅是在室溫條件下進行混合料的設計,并沒有考慮施工季節變化導致溫度、日照等環境因素變化時引起的冷再生混合料性能的變化。在冬天鋪筑良好的冷再生瀝青路面,用同樣的配合比結果在夏季溫度較高時攤鋪就可能出現很多問題。另外,冷再生層往往并不是作為上面層直接使用,而是作為路面結構的中下面層或者基層。當在冷再生層上鋪筑熱拌瀝青混合料(HMA)時,會將冷再生層加熱,產生“第二次壓實”過程,這些都是現在的設計中沒有考慮的問題。本文的目的就是對這一現象進行闡述,提出在進行冷再生混合料設計時必須考慮“第二次壓實”過程的影響,并對改進現有設計方法提出一些建議。
1 問題的發現[1]
在昌九高速公路技術改造中,出于保護環境、節約資源、降低筑路成本的考慮,業主單位決定將舊路銑刨下來的廢舊瀝青混合料進行再生利用,并最終確定了乳化瀝青冷再生混合料用于路面結構上基層的技術方案。該技術方案在當年秋冬季開始實施,乳化瀝青混合料的配合比設計和施工,以及在冷再生層上進行的熱拌瀝青混合料的施工都非常的順利。施工過后,已經完成的技術改造項目路段經歷了一個施工冬歇期,路面使用狀況也非常良好,這似乎意味著冷再生方案在當地應用的成功。
然而,事情并沒有想象的那么簡單。到了第二年的夏季,基于對前一年冬季施工的成功經驗,設計、施工單位決定繼續采用最初確定的乳化瀝青冷再生混合料配合比進行施工,冷再生上基層的施工也進行得較為順利。當在冷再生上基層上進行HMA下面層的攤鋪和碾壓后,現場開放了1 h的交通。在短短的1 h里,已經攤鋪完HMA下面層的路段出現了全線深度車轍,如圖1所示。
在該路段上停留30 min后開走的普通小汽車的車輪處也出現了較大深度的車轍凹陷,見圖2所示。
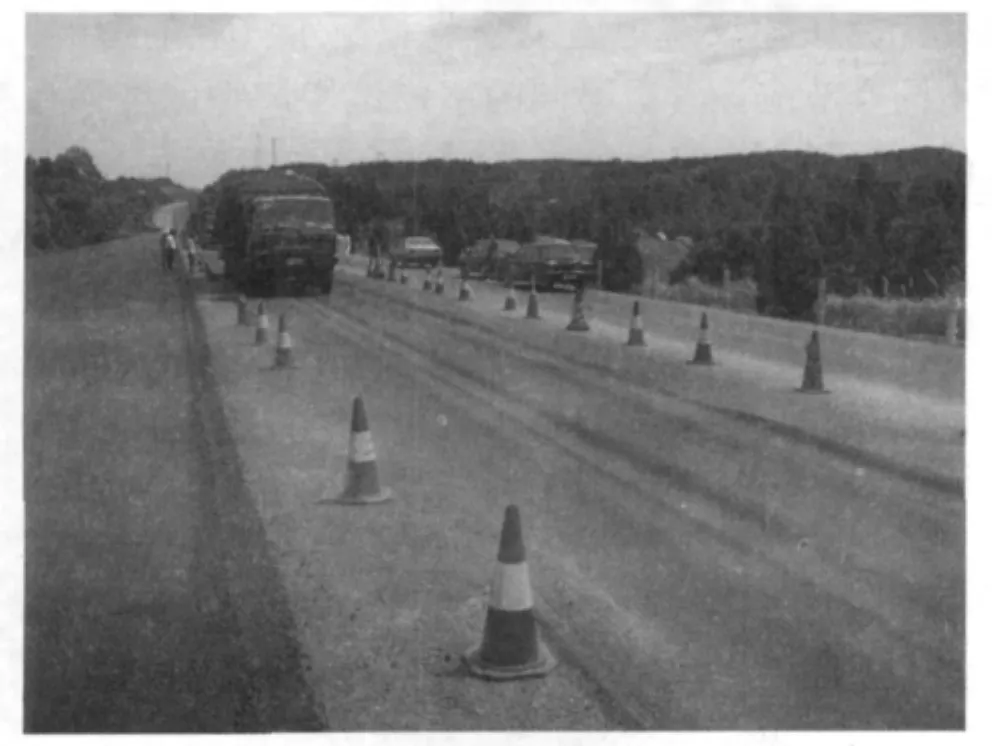
圖1 冷再生層上攤鋪熱拌瀝青混合料后出現的車轍實景
這些深度車轍的出現使得有關技術人員開始反思冷再生混合料的設計和施工,也為日后改進冷再生混合料設計方法提供了現實的依據。
2 原因分析
為了弄清在短時間內出現這些深度車轍的原因,現場技術人員將路面結構層挖開至冷再生層,圖3是冷再生基層和HMA下面層的橫斷面。
從圖3可以看出,在車轍處,HMA下面層的厚度幾乎沒有減小,而冷再生層明顯被擠壓出現了凹陷,車轍的產生是由于冷再生層被擠壓而并不產生于HMA下面層中。也就是說,冷再生混合料被進一步壓密出現了壓密型的車轍。對此,將這一過程稱之為冷再生混合料的“第二次壓實”過程。
那么,為什么冷再生層會出現“第二次壓實”呢?為什么冬季施工沒有出現車轍而夏季施工出現了呢?“第二次壓實”過程對冷再生混合料的設計和施工,以及它本身的性能有什么影響呢?為了弄清這些問題,需要對冷再生混合料的壓實過程進行分析,并且希望能為改進現有的冷再生混合料設計方法提供理論依據。

圖3 下面層和冷再生上基層的車轍斷面實景
2.1 第一次壓實過程
冷再生瀝青混合料攤鋪完成后,壓路機的碾壓即是冷再生層的第一次壓實過程。由于冷再生瀝青混合料是在常溫下攤鋪和壓實,且攤鋪厚度較厚(一般超過10 cm),與HMA相比,冷再生瀝青混合料更難以被壓密,所以需要更重的壓實設備,而且不可能將冷再生瀝青混合料碾壓到HMA的空隙率范圍。充分壓實的冷再生瀝青混合料的空隙率一般在11%~14%之間[1]。
2.2 “第二次壓實”過程
溫度是瀝青混合料碾壓的重要參數,溫度越高,瀝青材料的粘度就越低,瀝青混合料就越容易被壓實,所以瀝青路面施工,大都在溫度比較高的季節進行。同樣,溫度的升高也會使冷再生瀝青混合料更容易被壓密[1]。而在第一次壓實過程中冷再生混合料沒有被加熱,是在常溫下進行攤鋪和碾壓,可以說是在最不利于瀝青混合料壓實的條件下進行施工的,這為日后的進一步壓密提供了可能。
上面已經提到,在冷再生層上攤鋪完HMA下面層后開放了1 h的交通,深度車轍就發生在HMA下面層施工后的幾個小時內。分析原因后認為,冷再生層在第一次壓實過程后,空隙率還很大,有被進一步壓密的可能。在下面層攤鋪時,HMA高達150℃~170℃的高溫,使得冷再生層被HMA加熱,壓路機對HMA下面層的反復碾壓使得這種可能變成了現實。因此,就產生了冷再生混合料的“第二次壓實”過程。
為了證實冷再生層被進一步壓密,對冷再生層在鋪筑HMA下面層前后進行鉆芯取樣,比較其空隙率的大小。從鉆芯樣的空隙率看,攤鋪完熱拌瀝青混合料下面層的冷再生瀝青混合料的空隙率確實有明顯的減小,鉆芯樣的空隙率結果見表1[1]所列。
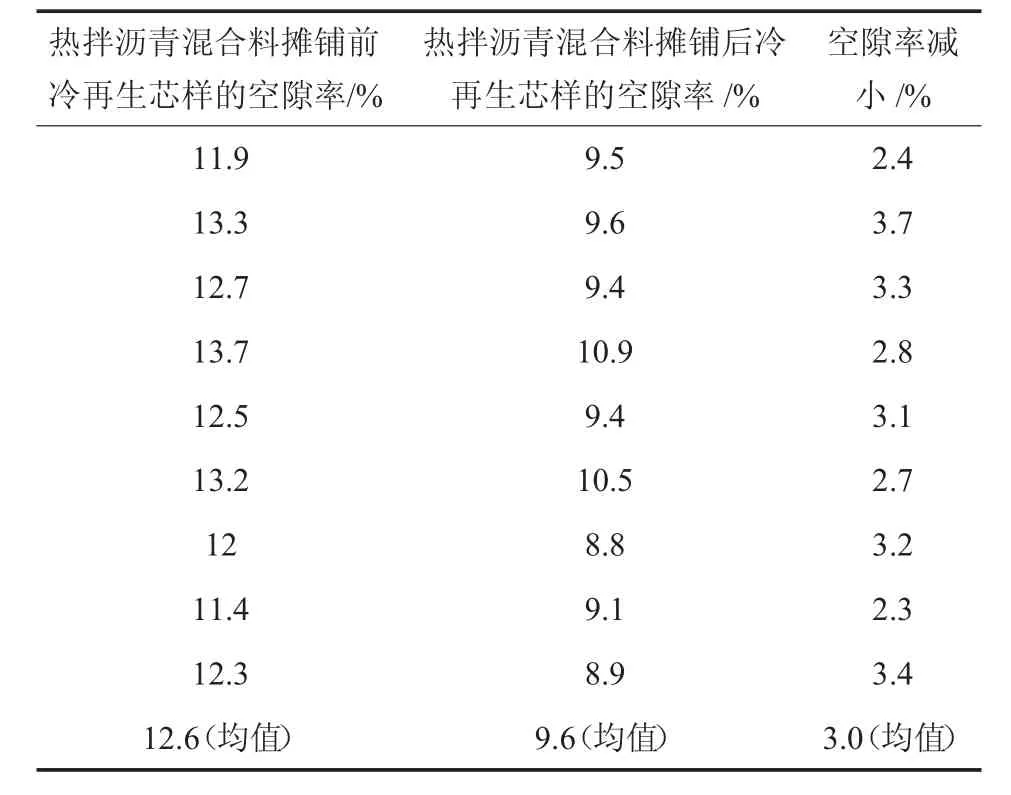
表1 下面層攤鋪前后冷再生上基層芯樣的空隙率一覽表
由表1可見,冷再生層中的空隙率平均下降了3%左右,這對冷再生混合料的性能影響是很大的。在現有冷再生混合料的設計方法中,并未考慮到第二次壓實過程帶來的影響,因此,必須對現有的冷再生混合料設計方法進行必要的改進。
由于溫度的升高是冷再生層產生“第二次壓實”過程的最重要因素,為改進現有冷再生混合料的設計方法,需要掌握冷再生層中溫度的變化情況,為改進設計方法提供依據。關于溫度的測量和溫度預估模型的建立,筆者將在后續的文章中予以重點的闡述。
3 結論及建議
(1)現有冷再生瀝青混合料設計方法是在常溫下進行成型試件,在不同氣溫下所成型的混合料試件必然會有較大的差別。修正的冷再生混合料設計方法建議考慮施工季節和施工氣溫的影響,不同季節應該考慮不同的室內試驗成型溫度進行冷再生混合料的配合比設計。
(2)現有冷再生混合料設計方法并未考慮實際施工中在冷再生層上加鋪熱拌瀝青混合料的情況。在這一過程中,冷再生層中溫度上升較高,施工機械和車輛荷載的作用使得冷再生層被進一步壓密,稱之為“第二次壓實”過程。
(3)冷再生瀝青混合料是在常溫下拌合、攤鋪和碾壓,碾壓完成后的空隙率高達11%~14%。因此,只要在冷再生層上攤鋪HMA,就會產生“第二次壓實”過程。
(4)冷再生層在冬季施工HMA同樣會出現“第二次壓實”過程,但由于冬季氣溫較低,冷再生層被進一步壓密不如在夏季時那樣顯著,尚未出現壓密型的車轍。對于夏季施工中出現的壓密型車轍,為此,開始反思現有冷再生設計方法的不足,并在新的設計方法中考慮如何避免車轍的產生。
(5)根據實際工程的路面芯樣可以看出冷再生層在“第二次壓實”過程中,空隙率降低了,在改進的設計方法中需要對室內的成型條件加以修正,并制定合理的設計指標和標準,使冷再生混合料能夠順利完成“第二次壓實”過程,但不出現明顯的壓密型車轍。
(6)溫度的升高是導致冷再生層被進一步壓密的重要因素,必須對冷再生層中的溫度變化情況進行現場測量,并建立溫度預估的方程,為改進冷再生混合料設計方法提供依據。
[1]楊進.乳化瀝青冷再生混合料設計方法研究[D].上海:同濟大學,2010.
[2]美國瀝青再生協會編.深圳海川工程科技有限公司譯.美國瀝青再生指南[M].北京:人民交通出版社,2006.
[3]JTG F41-2008,公路瀝青路面再生技術規范[S].
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
