變頻器在石灰窯控制系統中的應用
2012-07-02 01:15:20李先會符史良姚遠
自動化與信息工程 2012年4期
李先會 符史良 姚遠
(1.西門子工廠自動化工程有限公司 2.海口港集裝箱碼頭有限公司 3.廣西電網宜州供電公司)
變頻器在石灰窯控制系統中的應用
李先會1符史良2姚遠3
(1.西門子工廠自動化工程有限公司 2.海口港集裝箱碼頭有限公司 3.廣西電網宜州供電公司)
介紹了變頻器在氣燒石灰窯系統的應用,分析了氣燒石灰窯的特點、變頻器的參數應用以及項目實踐中遇到的問題。
變頻器V50;石灰窯;煤氣加壓
0 引言
在國家產業節能政策的導向下,利用高爐煤氣、焦爐煤氣等具有一定熱值的尾氣燃燒石灰[1],在國內獲得了廣泛應用。氣燒石灰窯系統包括煤氣加壓站系統、高低壓配電系統、輸送料倉系統、粉碎設備系統等[2]。為解決傳統人工調節閥門對煤氣管網控制精度低、時效性差等缺陷,將變頻器應用于石灰窯煤氣加壓系統、助燃風機系統,實現風機無極調速,高效利用煤氣,節能環保,具有良好的經濟效益。
1 控制系統設計
氣燒石灰窯的作用是燒制石灰。由于石灰石主要成分是碳酸鈣,而石灰成分主要是氧化鈣,故燒制石灰就是借助高溫,把石灰石中的碳酸鈣分解成氧化鈣和二氧化碳的生石灰[1]。化學反應式為:

其工藝過程為:預熱→煅燒→冷卻→卸灰。石灰石和燃料裝入石灰窯,氣體燃料通過管道燃燒器送入,預熱到100℃~850℃開始脫碳酸分解,煅燒溫度達到850℃~1200℃后再經過冷卻出灰溫度100℃后,卸料出窯[1]。自動化控制是新技術石灰窯的重要特點[1]。采用PLC控制的電氣系統,控制系統運行可靠,故障率低,提高了生產效率[3]。
氣燒石灰窯系統分為輸送料倉、煤氣加壓站、窯余熱、高低壓配電、粉碎設備等系統[2]。每個子系統都具有相對獨立的運行、監控、操作等功能,并能通過PLC和Profibu-DP協議搭建控制系統網絡。控制系統通過Profibus DP網絡協議,將人機界面HMI(工程師站ES/操作員站OS)、集成CP5611 DP模塊IPC工控機、CPU S7-414、5套遠程I/O子站ET200、V50變頻器帶DP專用模塊、帶DP儀表等設備連接起來,實現自動化設備網絡一體化。中控室設置兩臺CRT操作站,HMI采用WinCC V7.0。CRT操作站放置在石灰車間中控室,對各系統設備運轉情況進行監控,各種信號在CRT畫面上顯示和報警,系統組態結構如圖1所示。

圖1 控制系統組態結構圖
2 變頻器安裝與調試
本控制系統采用西門子V50變頻器,項目一期1*600t氣燒石灰窯選用三套315 kW V50變頻器用于煤氣加壓機,兩套355 kW V50變頻器用于助燃風機系統。
V50屬于柜式結構,變頻柜自帶主開關、快熔、進線電抗器、出線電抗器、功率單元以及電機端子等。V50變頻柜如圖2所示。現場安裝只需要變頻器I/O線路接線、網絡模塊接線、電機接線三部分,為快速安裝、調試創造了良好的條件。

圖2 V50變頻柜
2.1 安裝接線
在出廠狀態下,V50變頻柜帶有HA1-2000萬能式斷路器,開關控制回路直接連接到V50變頻器I/O板的第3個Digital Output3數字量輸出點,即23#、24#、25#端子,且23#端子常閉。系統上電時,變頻器啟動信號發出,若變頻器經常報警F0003,即變頻器輸入電壓欠壓,原因是主開關合閘速度過慢。因此直接把V50 I/O板的DO3號端子三根信號線拆掉,這樣不需要變頻器自身控制單元控制主開關,而是利用人工合閘分閘,符合客戶的使用習慣。
2.2 本地/遠程控制
根據生產工藝控制要求,設置兩種控制模式,即本地現場模式和遠程模式,實現變頻器的啟停和速度控制,這樣就要求控制系統可以提供兩套驅動參數。V50參數系統提供了三套參數結構(CDS0/CDS1/CDS2和DDS0/DDS1/DDS2)[4],即常見的命令參數組CDS和驅動數據組DDS兩大類[4]。要實現本地和遠程參數的切換,需要一個選擇開關安裝在現場箱上。現場箱選擇開關連接到V50 I/O的數字量輸入3#端子(DI4)與9#端子上串聯構成控制回路,參數設置P0810=722.3。并且通過DI4端子參數P0704高級BICO功能,靈活的定義DI4端子,通過選擇開關模式的切換,實現本地/遠程參數的切換。
2.3 參數配置
以315 kW煤氣加壓機V50變頻柜調試為例,分別有電機參數、控制參數兩部分。其中需要使用參數復制功能,P0809實現命令參數組CDS1到CDS2的復制;P0819實現傳動數據組DDS1到DDS2的復制。由于有遠程和本地模式選擇,因此兩組DDS的參數不完全相同,變頻器參數表如表1所示。
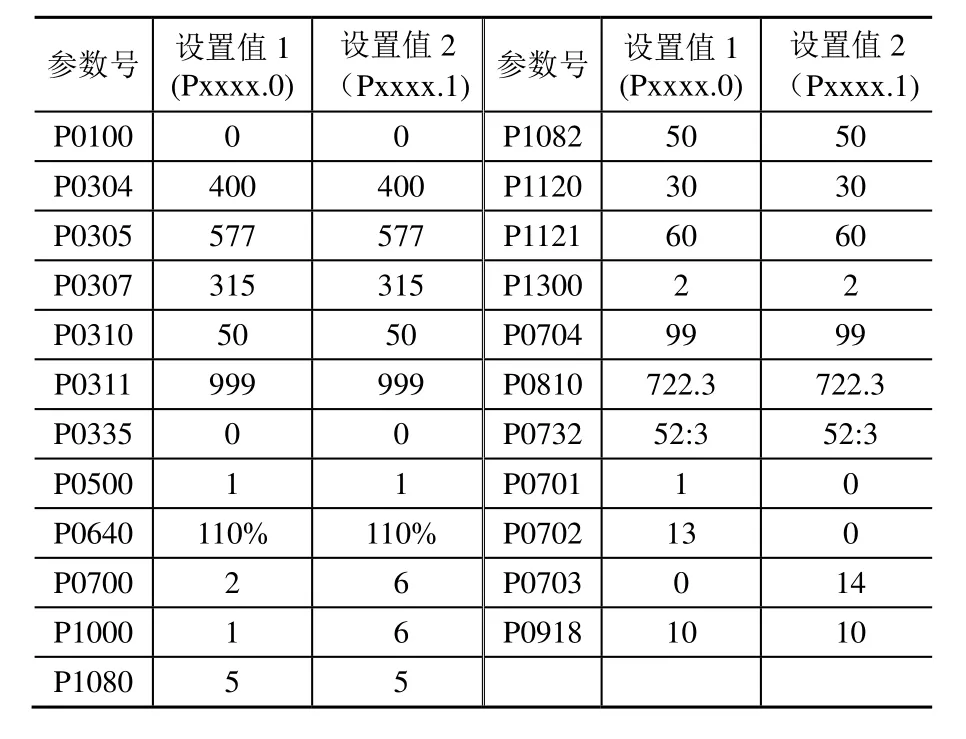
表1 變頻器參數表
根據表1的參數設置,可完成快速調試以及參數修改。在PLC端使用軟件STEP7 V5.5組態變頻器控制程序、PID程序(管網有壓力開關、流量儀表等反饋信號),使用WinCC V7.0軟件完成系統畫面設計,遠程單機調試V50變頻器,全部測試條件滿足后,實現系統連調。
3 結論
整套設備運行半年來,V50變頻器以其良好的穩定性和優異的控制效果,給企業帶來了明顯的經濟效益和社會效益。氣燒石灰窯是以高爐煤氣、焦爐煤氣為特點的“廢氣”循環利用,使用變頻器對煤氣加壓站電機進行無極調速,設備安裝簡單,操作方便,提高了能源利用率,具有控制精度高、自動化程度高、保護環境等特點。對中小鋼鐵企業、焦化企業、電石企業以及耐火材料工業等是非常好的節能、環保、增效的途徑[1]。
[1] 氣燒石灰窯信息專集.http://www.docin.com/p-135553391. Html.2009,9.
[2] 楊佃平,李振強,陶玲,等.石灰窯自動控制系統的設計及應用[J].萊鋼科技,2008(6):71-72.
[3] 姜樹蘅,吳斌.PLC在氣燒活性石灰窯電氣控制系統中的應用[J].江蘇機械制造與自動化,1999(1):37-39.
[4] SIEMSNS. SINAMICS V50 變頻調速柜55kW-500kW 安裝調試手冊[M].2010.06.
The Application of Inverter V50 of Gas Burned Limekiln Control System
Li Xianhui1Fu Shiliang2Yao Yuan3
(1.Siemens Factory Automation and Engineering Co., Ltd.
2. Haikou Harbour Container Terminal Co., Ltd. 3.Yizhou Power Grid Company, CSG)
This paper introduces SINAMCIS V50 inverter application including the project design and executive commission in gas compressed pump system and combustion-supporting system. The gas burned limekiln characteristics, parameters setting in inverter V50 and actual adjusting in the project are analyzed.
Inverter V50; Limekiln; Gas Compressed Pump
李先會,男,1981年生,廣西桂林人,西門子資深技術支持工程師,廣東省自動化學會會員,華南理工大學工程碩士在讀,研究方向:工業自動化與變頻節能改造。E-mail: 13503078958@126.com。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
防爆電機(2020年3期)2020-11-06 09:07:42
測控技術(2018年5期)2018-12-09 09:04:50
電子制作(2018年12期)2018-08-01 00:47:44
制造技術與機床(2017年6期)2018-01-19 02:41:21
家庭影院技術(2017年9期)2017-09-26 03:41:45
電子制作(2017年7期)2017-06-05 09:36:13
電子制作(2017年19期)2017-02-02 07:08:38