焊接修復(fù)對(duì)鐵素體不銹鋼焊接接頭組織和性能的影響
2012-07-02 03:26:28劉琦張堯陳增有馬清波許鴻吉
大連交通大學(xué)學(xué)報(bào) 2012年2期
劉琦,張堯,陳增有,馬清波,許鴻吉
(1.中國(guó)北車(chē)集團(tuán) 齊齊哈爾車(chē)輛(集團(tuán))有限責(zé)任公司,黑龍江 齊齊哈爾 161002;2.大連交通大學(xué) 材料科學(xué)與工程學(xué)院,遼寧 大連 116028)*
0 引言
鐵道車(chē)輛的輕量化是鐵道運(yùn)輸現(xiàn)代化的中心議題之一.以1.4003、T4003為代表的新型鐵素體不銹鋼以其成本低廉,并具有明顯減輕車(chē)輛自重、延長(zhǎng)車(chē)輛壽命、降低車(chē)輛的維修成本等優(yōu)點(diǎn)[1-2],在國(guó)內(nèi)外的重載鐵路貨車(chē)上得到了廣泛應(yīng)用.然而,由于鐵素體不銹鋼存在固有的晶粒長(zhǎng)大敏感性,其焊接性能相對(duì)較差,給車(chē)輛的焊接生產(chǎn)帶來(lái)了一定困難[3-7].深入研究焊修工藝及焊修次數(shù)對(duì)焊接接頭組織和性能的影響,確定合理的焊修工藝和焊修次數(shù)對(duì)我國(guó)鐵道車(chē)輛的制造水平、降低生產(chǎn)成本都具有十分重要的現(xiàn)實(shí)意義.
本文通過(guò)拉伸、彎曲、沖擊、金相與硬度試驗(yàn)對(duì)不同焊修次數(shù)的T4003鐵素體不銹鋼焊接接頭的組織與性能進(jìn)行了研究,確定多次修復(fù)對(duì)鐵素體不銹鋼焊接接頭組織和性能的影響規(guī)律,為實(shí)際生產(chǎn)提供依據(jù).
1 試驗(yàn)材料及試樣制備
1.1 試驗(yàn)材料
試驗(yàn)材料為T(mén)4003鐵素體不銹鋼熱軋鋼板,焊接材料為Φ1.2 mm的ER-308L焊絲.化學(xué)成分及力學(xué)性能如表1所示[8].
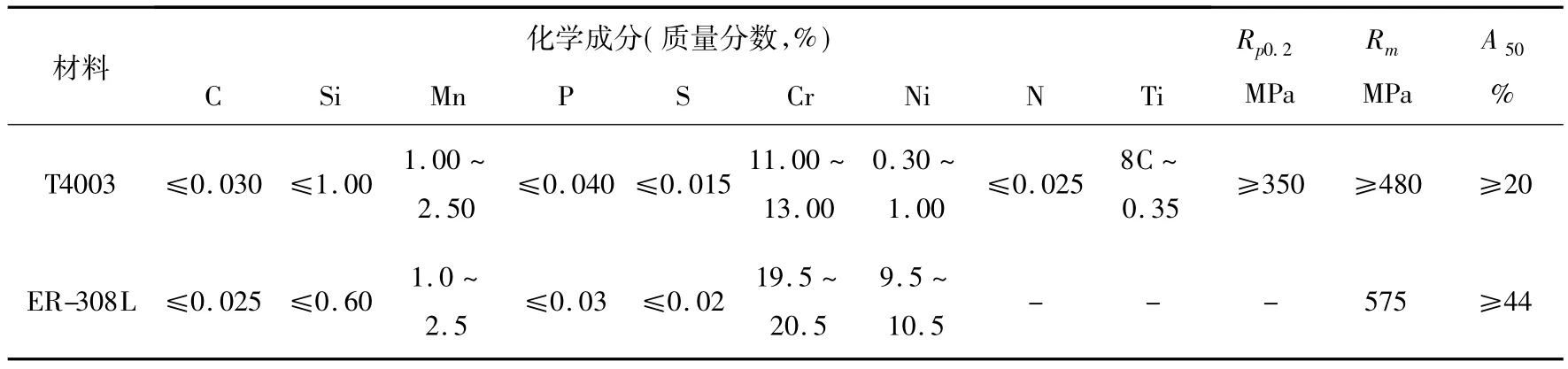
表1 試驗(yàn)材料的化學(xué)成分與力學(xué)性能
1.2 試樣制備
采用熔化極混合氣體保護(hù)焊(GMAW)多層多道焊接,保護(hù)氣體為97%Ar+3%CO2,對(duì)接試板單面開(kāi)60°V型坡口,尺寸均為300 mm×200 mm×6 mm,坡口間隙1~2 mm.焊后試件均進(jìn)行X射線探傷.焊修時(shí)采用機(jī)械加工的方法將原有的焊縫剔除,距熔合線約留1 mm的余量.焊接工藝參數(shù)如表2所示.
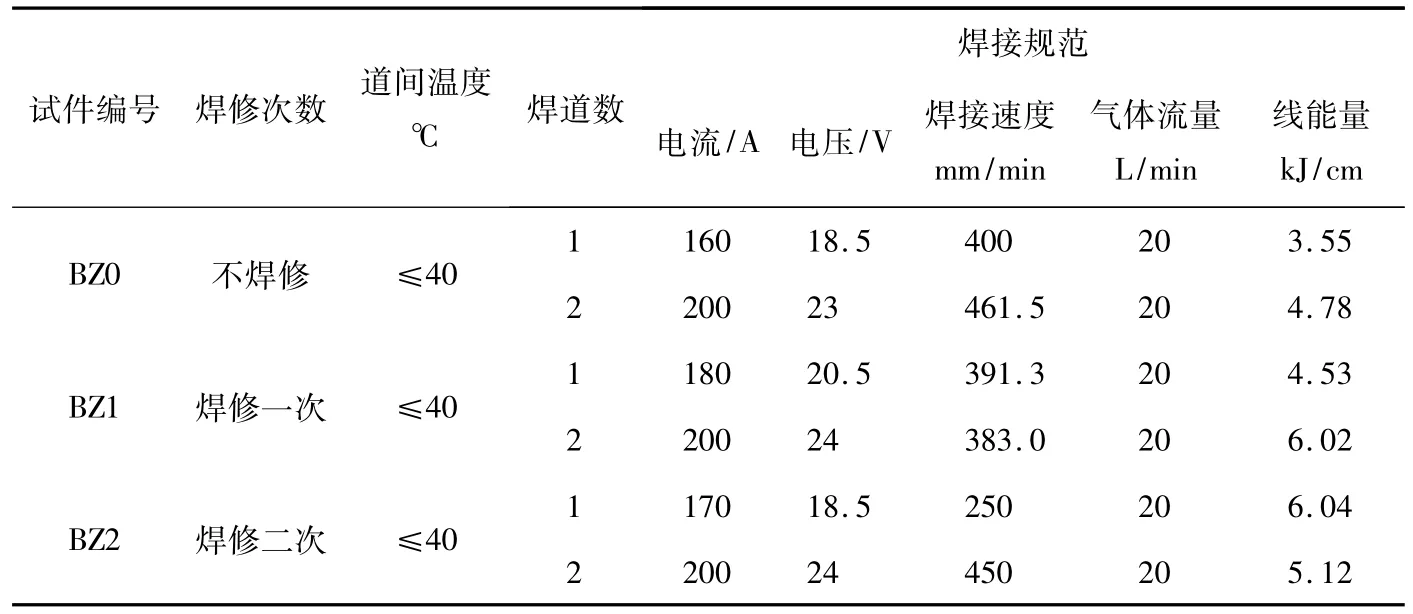
表2 焊接工藝參數(shù)
2 試驗(yàn)結(jié)果與分析討論
2.1 拉伸試驗(yàn)
對(duì)不同焊修次數(shù)的T4003鐵素體不銹鋼焊接接頭進(jìn)行室溫拉伸試驗(yàn).試驗(yàn)按GB/T 2651-2008《焊接接頭拉伸試驗(yàn)方法》和GB/T 228-2002《金屬材料-室溫拉伸試驗(yàn)方法》,在島津電子萬(wàn)能試驗(yàn)機(jī)AG-IC上進(jìn)行,其最大載荷為100 kN,速度為5 mm/min.試驗(yàn)結(jié)果如表3所示,可以看出:不焊修、焊修一次、焊修二次試件的抗拉強(qiáng)度平均值分別為533、540、586 MPa,大于母材的抗拉強(qiáng)度下限值480 MPa,均滿(mǎn)足ISO 15614-1標(biāo)準(zhǔn)的要求.且隨著焊修次數(shù)的增加,T4003鐵素體不銹鋼焊接接頭的抗拉強(qiáng)度和屈服強(qiáng)度有所增加.
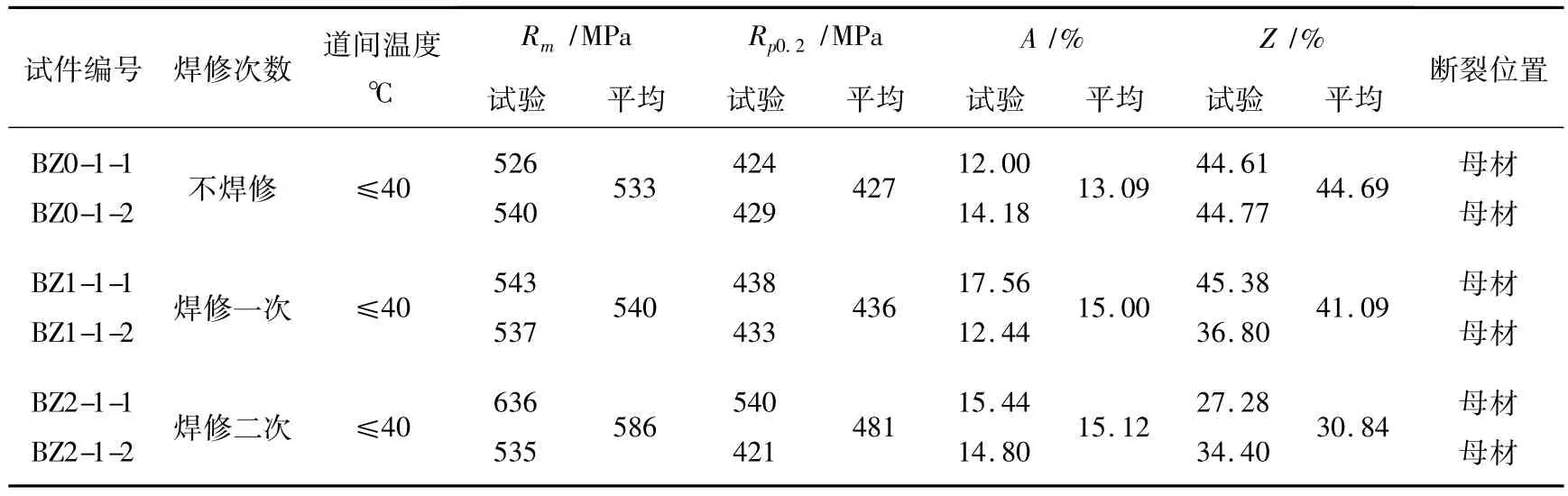
表3 焊接接頭拉伸試驗(yàn)結(jié)果
2.2 彎曲試驗(yàn)
對(duì)不同焊修次數(shù)的T4003鐵素體不銹鋼焊接接頭進(jìn)行彎曲試驗(yàn).試驗(yàn)按GB 2653-89《焊接接頭彎曲及壓扁試驗(yàn)方法》和GB 232《金屬?gòu)澢囼?yàn)方法》,在WAE-300液壓試驗(yàn)機(jī)上進(jìn)行,試驗(yàn)分為面彎與背彎.彎曲試驗(yàn)結(jié)果如表4所示,焊接接頭面彎、背彎180°時(shí)均未出現(xiàn)裂紋,表明焊接接頭彎曲性能良好.

表4 焊接接頭彎曲試驗(yàn)結(jié)果
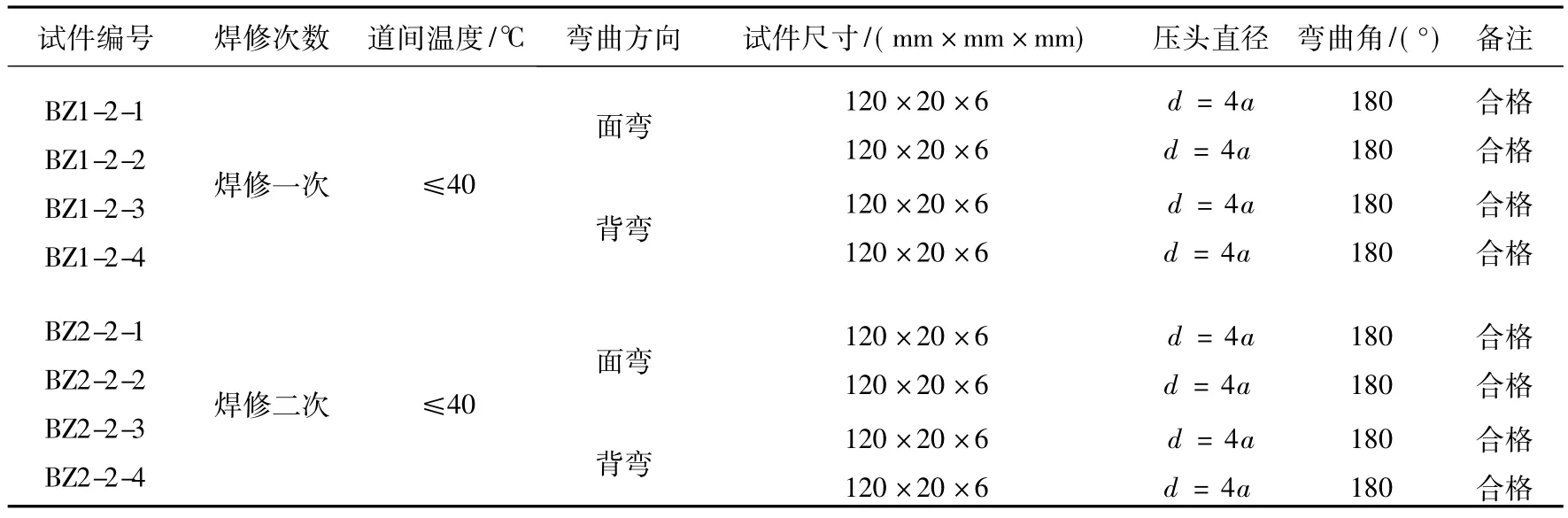
表4 焊接接頭彎曲試驗(yàn)結(jié)果(續(xù)表)
2.3 沖擊試驗(yàn)
對(duì)不同焊修次數(shù)的T4003鐵素體不銹鋼焊接接頭分別進(jìn)行了室溫和-40℃沖擊試驗(yàn).試驗(yàn)按GB/T 2650—2008《焊接接頭沖擊試驗(yàn)方法》,在JB—300B 300/150沖擊試驗(yàn)機(jī)上進(jìn)行.沖擊試件缺口位置的確定按GB/T 2649—1989《焊接接頭機(jī)械性能試驗(yàn)取樣方法》的規(guī)定進(jìn)行,缺口分別開(kāi)在焊縫、熱影響區(qū)和母材.沖擊功的平均值如表5所示,可以看出:焊修次數(shù)與試驗(yàn)溫度對(duì)T4003鐵素體不銹鋼焊接接頭焊縫的沖擊性能影響不大;隨著試驗(yàn)溫度的降低,母材的沖擊性能有所降低,熱影響區(qū)的沖擊性能明顯下降.焊修次數(shù)對(duì)焊接接頭熱影響區(qū)沖擊性能的影響規(guī)律不明顯,這可能與所開(kāi)缺口的位置不同有關(guān).

表5 焊接接頭沖擊試驗(yàn)結(jié)果 Akv/J
2.4 金相組織分析試驗(yàn)
不同焊修次數(shù)T4003鐵素體不銹鋼焊接接頭經(jīng)加工、打磨、拋光后,使用氯化鐵飽和鹽酸溶液腐蝕[9],并在BX51M型光學(xué)顯微鏡下觀察焊縫、熱影響區(qū)和母材的顯微組織形態(tài)如圖1所示.可以看出不同焊修次數(shù)T4003鐵素體不銹鋼焊接接頭焊縫的顯微組織(如圖1(a)所示)為奧氏體+δ鐵素體;熔合區(qū)顯微組織(如圖1(c)、1(d)、1(e))所示,圖中左側(cè)為焊縫,中間為粗晶區(qū),右側(cè)為細(xì)晶區(qū))為鐵素體+馬氏體,且晶粒粗大;母材的顯微組織(如圖1(b)所示)為塊狀鐵素體,沿軋制方向成條狀分布.
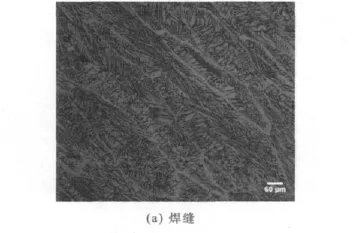

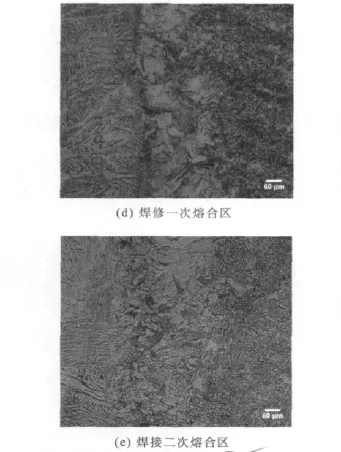
圖1 焊接接頭顯微組織形貌
使用比較法測(cè)量T4003鐵素體不銹鋼對(duì)接接頭粗晶區(qū)的晶粒度,使用弦計(jì)算法測(cè)量馬氏體含量[10],結(jié)果如表6所示,可以看出:焊接修復(fù)對(duì)粗晶區(qū)寬度、晶粒度與馬氏體含量的影響不大.

表6 焊接接頭粗晶區(qū)組織分析結(jié)果
2.5 硬度試驗(yàn)
根據(jù)GB/T 4342—1991《金屬顯微維氏硬度標(biāo)準(zhǔn)》,在MicroHardness Tester FM-700型顯微硬度儀上分別測(cè)定了不同焊修次數(shù)焊接接頭(包括母材和熱影響區(qū))的維氏硬度分布,試驗(yàn)載荷為200 gf,加載時(shí)間為15 s.焊接接頭硬度曲線如圖2所示,可以看出:不同焊修次數(shù)T4003鐵素體不銹鋼對(duì)接接頭焊縫的顯微硬度相近,約在200~250 HV之間;母材的顯微硬度大致相同,均在180~220 HV之間;焊接修復(fù)對(duì)熱影響區(qū)顯微硬度的影響不大:不焊修試件熱影響區(qū)顯微硬度約在280~340 HV之間;焊修一次試件熱影響區(qū)顯微硬度約在230~350 HV之間;焊修二次試件熱影響區(qū)顯微硬度約在250~310 HV之間.

圖2 焊接接頭硬度曲線
3 結(jié)論
(1)焊修一、二次對(duì)T4003鐵素體不銹鋼焊接接頭的抗拉、彎曲和沖擊性能均影響不大;
(2)不同焊修次數(shù)T4003鐵素體不銹鋼焊接接頭焊縫的顯微組織為奧氏體+δ鐵素體;熔合區(qū)的顯微組織為鐵素體+馬氏體,晶粒粗大;母材的顯微組織為塊狀鐵素體,沿軋制方向成條狀分布.焊接修復(fù)對(duì)焊接接頭的粗晶區(qū)寬度、晶粒度與馬氏體含量的影響不大;
(3)不同焊修次數(shù)T4003鐵素體不銹鋼對(duì)接接頭焊縫的顯微硬度相近,母材的顯微硬度大致相同,焊接修復(fù)對(duì)T4003鐵素體不銹鋼熱影響區(qū)顯微硬度的影響不大.
[1]張志昌.德國(guó)4003鐵素體不銹鋼的焊接[J].電焊機(jī),2008,38(11):42-43.
[2]陳增有,羅春龍.德國(guó)4003不銹鋼焊接工藝研究[J].機(jī)車(chē)車(chē)輛工藝,2007(5):19-21.
[3]宋宏圖,胡忠全,丁韋,等.熱輸入對(duì)TCS不銹鋼焊接熱影響區(qū)組織的影響[J].熱加工工藝,2007,36(7):14.
[4]丁韋,宋宏圖,劉艷紅,等.鐵路貨車(chē)車(chē)體用TCS鐵素體不銹鋼焊接方法分析[J].電焊機(jī),2007,37(8):56.
[5]張其樞,堵耀庭.不銹鋼焊接[M].北京:機(jī)械工業(yè)出版社,2003.
[6]BYML,GREEFF M,DUTOIT.Looking at the Sensitization of 11-12%Chromium EN 1.4003 Stainless Steels during Welding[J].Welding Journal,2006(11):243-251.
[7]SANTANA I J,PAULO B,MODENESI P J.High Frequency Induction Welding Simulating on Ferritic Stainless Steels[J].Journal of Materials Processing Technology,2006,179:225.
[8]中國(guó)機(jī)械工程學(xué)會(huì)焊接學(xué)會(huì).焊接手冊(cè)(焊接材料)[M].北京:機(jī)械工業(yè)出版社,1992.
[9]趙雯雯,許鴻吉,金光.1.4003鐵素體不銹鋼與Q235-C鋼焊接接頭的組織和力學(xué)性能[J].理化檢驗(yàn)-物+-理分冊(cè),2009,45(6):335-338.
[10]林昭淑.金屬學(xué)及熱處理試驗(yàn)[M].湖南:湖南大學(xué)出版社,1986.
猜你喜歡
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2022年3期)2022-03-16 05:55:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
中國(guó)塑料(2016年3期)2016-06-15 20:30:00
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00