不同氟化物對鈦合金焊接工藝性能的影響
2012-07-02 03:26:28楊慶來
大連交通大學學報 2012年2期
關鍵詞:焊縫
楊慶來
(北京鐵路局德州站房改造指揮部,山東 德州 253000)*
0 引言
根據鈦合金的焊接特點,目前國內外多采用惰性氣體保護焊方法,基本是鎢極氬弧焊(GTAW),但GTAW的焊接效率較低,而高效率的熔化極氬弧焊(GMAW)至今未有根本性的突破,提高鈦合金的焊接效率的技術之一是A-TIG焊接技術(Activating Flux Welding)[1].A-TIG 焊使得焊接熔深顯著增加,焊接效率大大提高,成倍降低成本.表面活性劑的研制和應用及表面活性劑增加熔深機理的研究是A-TIG焊的研究熱點.前人的研究結果指出電弧收縮理論和表面張力梯度改變理論是表面活性劑增加焊接熔深的主要機制[2-3].而近些年來發展起來的藥芯焊絲技術與A-TIG焊技術相比,利用鈦藥芯焊絲鎢極氬弧焊是提高鈦合金的焊接效率的新技術.鈦藥芯焊絲通過藥芯設計,可以使焊接電弧的穿透能力大幅提高.如10年前,烏克蘭巴頓焊接研究所與美軍研究機構合作,利用PPT2藥芯焊絲,在450 A的焊接電流下,可以實現不開坡口單道焊接熔深達13.5mm,大大超過A-TIG的焊接厚度.
本文研究涉及到鈦藥芯焊絲的焊接工藝性能.因焊接工藝性能事關所研發的藥芯焊絲的工程應用與推廣,在焊接材料研發中是極其重要的.
1 實驗過程
1.1 藥芯配方設計
設計三組鈦藥芯焊絲,三組配方都是基于CaF2而設計的,同時保持NaF和BaCl2的含量不變,質量分數分別為1%和14%.其中,A組中以冰晶石取代CaF2,并逐漸增加冰晶石的含量,分析復合金屬氟化物含量增加后對焊接工藝性能的影響;B組以逐漸增加的Na2SiF6代替CaF2,分析增加的堿金屬氟化物對焊接工藝性能的影響;C組以BaF2代替CaF2,分析過渡族金屬氟化物對焊接工藝性能的影響.
1.2 焊接工藝試驗
焊接設備采用全數字化交直流脈沖氬弧焊機WSME 630,被焊母材采用軋制態TA7材料,厚度大于30 mm,化學成分見表1.焊接工藝參數見表2.

表1 母材化學成分 %

表2 焊接參數
2 結果分析與討論
2.1 焊絲TIG焊工藝性能與焊縫表面質量
在TIG焊接過程中,A組藥芯焊絲表現為電弧不穩定,飛濺非常嚴重,且焊縫四周有較多藥芯粉末.防護鏡中看到電弧較為明亮,有大量的高亮熔滴飛射而出,同時伴有熔池的爆炸.焊接完成后,焊縫脫渣非常困難.而B組藥芯焊絲的焊接雖電弧較為穩定,但飛濺也比較嚴重,焊縫四周同樣有較多藥芯粉末,脫渣效果也不好.C組藥芯焊絲的焊接電弧最為穩定,飛濺情況比A、B兩組要好,焊縫四周的藥芯粉末也比較少,脫渣效果比較好.從焊縫成形來看,A組藥芯焊絲焊縫表面成形很差,表面尖銳突起過多,留有熔池爆炸后形成的淺坑和飛濺的飛邊,同時熔渣覆蓋很不理想,裸露出金屬部分呈現暗灰色金屬光澤,氧化非常嚴重.B組藥芯焊絲熔渣堆積于焊縫兩側,凸起部分渣十分薄,其保護效果比較差,裸露金屬部分呈現黃色,氧化比較嚴重.C組藥芯焊絲焊縫成形美觀,熔渣保護效果非常好,表面呈現淺金黃色,只有微量氧化.
2.2 焊縫熔深與焊縫內容質量
與常規TIG焊相比,A、B、C三組藥芯焊絲焊縫的熔深均有不同程度的增加,且呈現出一定的規律(如附圖).其中A組隨冰晶石逐步取代氟化鈣量的增加,熔深不斷減小;B組隨氟硅酸鈉逐步取代氟化鈣量的增加,熔深先減小后增大;C組熔深隨氟化鋇逐步取代氟化鈣量的增加呈現出波動性質.在增加熔深的同時,熔寬也出現了較大的波動.此外,X射線檢測結果表明,焊縫中基本未出現氣孔,但均有不同程度的夾雜.

附圖 試樣宏觀照片
2.3 有害元素檢測
根據美國ASTM B265,Gr.2:N的質量分數小于等于0.03%即為合格[4].實驗結果表明,三組配方下,焊縫含N量均未超標,說明焊接過程保護與脫氮效果良好.
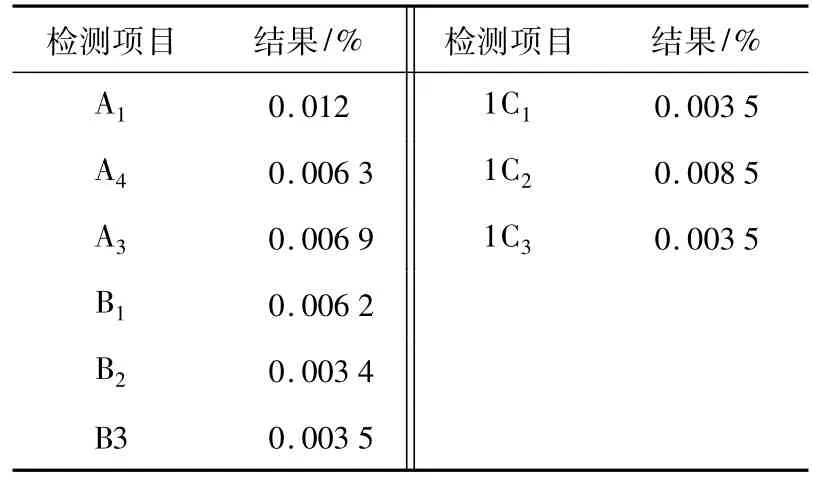
表3 焊縫含N量
2.4 討論
A、B兩組中分別會產生大量AlF3和SiF4氣體,增大熔滴的爆炸力,使電弧穩定性下降.C組BaF2熱穩定性好,不會分解產生氣體,故電弧穩定性好.對于A組藥芯焊絲,藥芯中的冰晶石受熱分解,生成AlF3氣體,但冰晶石的分解溫度較高,在熔池中將繼續分解,生成的AlF3氣體從熔池中逸出時,形成氣泡放出型飛濺.對于B組藥芯焊絲,由于Na2SiF6的分解溫度較低,為300℃.在藥芯焊絲預熱時即發生分解,在焊接高溫作用下近乎完全分解,產生大量的氣體,從而增大飛濺.而氟化物使電弧穩定性變差,也能導致飛濺增大.產生的氣體同時也將藥芯粉末吹出.C組藥芯焊絲BaF2高溫下性能穩定[4],所以由于氣體引起飛濺的幾率比較小.
A組藥芯焊絲由于藥芯中的Na3AlF6分解溫度較高,給其在渣中殘留留下了機會;而B組藥芯焊絲的焊接熔渣為NaF、BaCl2和CaF2等等組成.C組藥芯焊絲的焊接熔渣則為 NaF、BaCl2、BaF2和CaF2等組成.
從渣的凝固行為來看,熔渣中組分結合鍵越強,熔化溫度就越高.經查,各組分的熔點是:CaF2:1423℃、BaF2:1355℃、Na3AlF6:1 025℃、NaF:993℃、BaCl2:925℃.因此,有理由預期,A 組和B組藥芯焊絲的焊接熔渣的凝固溫度較低,這將增加同溫度下熔渣的流動性大.
對于A組藥芯焊絲而言,殘留于渣中的冰晶石將導致熔渣粘度增大,從而降低熔渣流動性,因此,焊接熔渣沒有形成中間薄而兩邊厚的情況.
而B組藥芯焊絲焊接熔渣由NaF、BaCl2和CaF2等組成.其中由氟硅酸鈉分解生成的NaF能夠降低熔渣的粘度,增加了熔渣流動性,導致焊縫中間熔渣薄,而邊緣較厚的情況.
C組藥芯焊絲熔渣中由于BaF2的存在,使得熔渣凝固溫度升高,降低了熔渣的流動性,使焊縫表面得到比較均勻的覆蓋保護.
由于三種藥芯焊絲的熔渣覆蓋能力不同,其脫渣性也不同.熔渣覆蓋能力最好的C組藥芯焊絲脫渣性也就最好.至于焊接熔渣的熱膨脹系數的作用,由于缺乏相應的數據而需要深入研究.
3 結論
通過分析,得出如下結論:
(1)用其它氟化物取代鈦藥芯焊絲藥芯中的氟化鈣,用復合氟化物取代會產生大量氣體,增大熔滴的爆炸力,使電弧穩定性下降.而用BaF2取代,則電弧穩定性較好;
(2)用氟硅酸鈉取代鈦藥芯焊絲藥芯中的氟化鈣,由于氟硅酸鈉的分解溫度較低,在藥芯焊絲預熱時即發生分解,產生大量的氣體,增大飛濺;
(3)鈦藥芯焊絲的熔渣覆蓋能力不同,其脫渣性也不同;
(4)對鈦藥芯焊絲而言,穩定的電弧、極小的飛濺(特別是不能有自熔池的飛濺)及均勻的熔渣覆蓋,是獲得良好焊縫表面成形的必要條件.
[1]黃勇,樊丁,張涵.表面活性劑對鈦合金 A-TIG焊熔深的影響[J].稀有金屬材料與工程,2006,35(10):1586-1588.
[2]HORI K,Watanabe H,Myoga T,et al.Development of hot wire TIG welding methods using pulsed current to heat filler wire-research on pulse heated hot wire TIG welding processes[J].Welding International,2004,18(6):456-468.
[3]WELLS M E.Evaluation of PPT-2 Flux-Cored Titanium Weldment[R].NSWCCD-TR-61-00/07,2000.
[4]潘川,俞萍,薛振奎,等.自保護藥芯焊絲飛濺的形成機理及其影響因素[J].焊接學報,2007(8):108-112.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07