柔性制造系統(tǒng)多工作臺任意交換的裝配調(diào)試方案
2012-07-04 09:25:32趙建華
制造業(yè)自動化 2012年7期
趙建華
ZHAO Jian-hua
(沈機集團 昆明機床股份有限公司,昆明 650203)
0 引言
FMS1600和FMS1000柔性制造系統(tǒng)是齊重數(shù)控裝備股份有限公司2007年訂購昆明機床股份有限公司(以下簡稱昆機)兩條臥式加工中心柔性生產(chǎn)線的合同訂單項目,主要用于垂直進給箱體、垂直升降箱體和變速箱體類零件的批量精加工。該柔性制造系統(tǒng)屬國內(nèi)規(guī)格最大、承載最重、精度最高,實現(xiàn)了多品種零件的混流加工、幾種工藝路線并行、作業(yè)計劃制定、任務分配等功能,滿足用戶對FMS精度、質(zhì)量、生產(chǎn)率、可靠性、自動化及設備柔性、生產(chǎn)柔性和工藝柔性等的需求。
因FMS1600和FMS1000柔性制造系統(tǒng)的結(jié)構(gòu)特點相似,工藝流程和要求也類似,因此本文以承重和規(guī)格較大的FMS1600柔性制造系統(tǒng)做闡述。
1 柔性制造系統(tǒng)簡介
根據(jù)用戶要求,F(xiàn)MS1600柔性制造系統(tǒng)由7臺主機(雙工位臥式加工中心TH6513B/2)、30塊大規(guī)格高精度工作臺(1600×1800mm)、物流運輸系統(tǒng)(物流線床身、物流小車、4個裝卸站、24個緩存站)等組成。為了充分發(fā)揮柔性制造系統(tǒng)高加工效率和高自動化的特點,必須保證裝載有需加工零件的工作臺按加工調(diào)度需要交換到指定的主機上進行零件加工。FMS1600柔性制造系統(tǒng)如圖1所示。
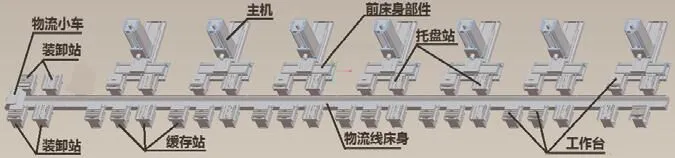
圖1 FMS1600三維幾何模型
2 物流運輸系統(tǒng)介紹
物流系統(tǒng)用以實現(xiàn)零件及工裝夾具的自動供給和裝卸,完成工序間的自動傳送、調(diào)運和存儲工作,是柔性制造系統(tǒng)主要的組成部分。根據(jù)加工設備的數(shù)量及用戶實際生產(chǎn)場地, FMS1600采用直線排列方式(如圖2所示),主機與緩存站分列于運輸線的兩側(cè),物流小車作為中間載體,其運動既要實現(xiàn)工作臺在物流線上的傳輸和定位(X軸)、又要實現(xiàn)工作臺從物流線向主機側(cè)和緩存站側(cè)的雙向交換和定位(Z軸)。
要實現(xiàn)工作臺在主機、托盤站、物流小車和緩存站間的任意交換,其主機、托盤站、物流小車、緩存站間的相互位置精度(高度尺寸、左右尺寸及其相互間的精度要求)的裝配調(diào)試就尤為重要,須對其裝配基準、裝配順序、相互位置精度要求以及測量方法和測量精度等作詳細的研究分析,以避免因調(diào)整順序和方法不當,造成不能實現(xiàn)工作臺在上述各部件間任意交換。
3 多工作臺在物流小車、多主機、緩存站間任意交換分析和解決方案
如圖1所示布局,要實現(xiàn)工作臺在7臺主機、4個裝卸站和24個緩存站間任意交換,物流線床身長度達57.6米,其拼接后床身直線度測量和物流小車運動坐標精度測量、物流線床身與緩存站、裝卸站和主機托盤之間的相對尺寸(左右尺寸和高度尺寸)、位置精度是FMS調(diào)試時首先須考慮的基本問題。
主機、托盤站、物流小車和緩存站間的工作臺大面高度一致性是實現(xiàn)多工作臺在物流運輸小車、多主機、緩存站和裝卸站間任意交換的重要基礎,以誰的高度尺寸為基準進行它們之間高度一致性的裝配調(diào)試,如何進行高度一致性的調(diào)試和測量,才能滿足其裝配要求,又要使測量準確和簡單易行,這是裝配調(diào)試中的一個難題。如以其中一臺精密臥式加工中心工作臺面高度為基準進行調(diào)試,2臺主機的工作臺大面高度差為0.1mm,7臺主機工作臺大面總高度差將達0.6mm,將造成57.6米長物流線床身的直線度的安裝調(diào)試與主機間的高度要求發(fā)生沖突,導致裝配調(diào)試非常困難,這樣的調(diào)試方法造成主機既要保證其非常高的幾何精度要求,又要保證之間的高度一致性,加大7臺精密臥式加工中心的裝配調(diào)試難度,且調(diào)試效率非常低下。在對其機械結(jié)構(gòu)進行分析后,因托盤站、物流小車和緩存站都是焊接加工件,與其進行組裝的導軌由于無長度尺寸一致性要求,裝配無法進行機械定位,故不能控制它們與物流線床身的距離尺寸一致性,導致無法實現(xiàn)物流小車上的工作臺與托盤站和緩存站的雙向交換。
經(jīng)過工藝認真分析研究后,提出主機、托盤站、物流小車和緩存站間的位置精度以物流線床身為基準進行的調(diào)試流程,形成FMS1600柔性制造系統(tǒng)尺寸精度和相對位置精度調(diào)試技術,實現(xiàn)任一塊工作臺能在上述各部件間任意交換。

圖2 FMS1600整體布局示意圖
4 物流線運輸系統(tǒng)裝配調(diào)試和精度測量
因物流線床身作為FMS工作臺任意交換的裝配調(diào)試基準,由12件4.8米床身拼接成為57.6米長物流線床身,而昆機從未裝配和測量過如此長距離尺寸的導軌,因此需攻克長距離尺寸床身導軌直線度和其運動坐標精度的測量技術。物流線床身的裝配調(diào)試流程如圖3所示。
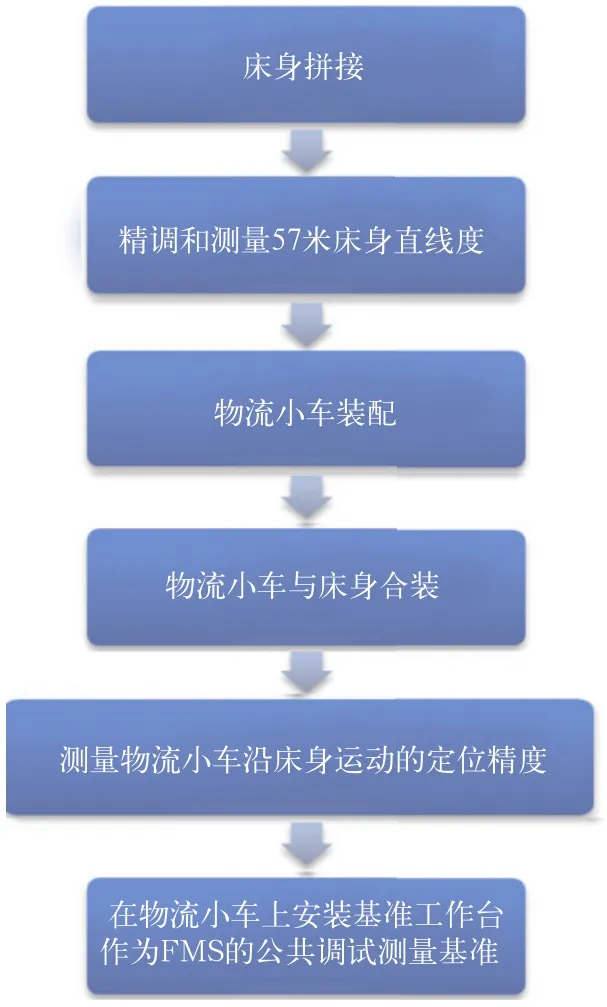
圖3 物流線床身部件調(diào)試流程
4.1 物流線床身導軌直線度測量
一般情況下,床身導軌直線度測量使用自準儀,昆機現(xiàn)有自準儀最大測量量程為20米,而該柔性制造系統(tǒng)物流線床身總長為57.6米,用原來20米量程的自準儀根本不能測量這么長的導軌直線度。基于對自準儀測量設備的使用方法、測量原理、裝夾方法和誤差評定方法等的深入研究,采用同時使用2臺量程為20米的自準直儀,1臺作為準直望遠鏡,1臺作為反射鏡使用,經(jīng)誤差處理,使用自主創(chuàng)新研制的專用對光裝置,進行反復測量和比對試驗,成功解決了行程為57.6米的物流線床身的直線度測量難題。
4.2 物流小車運動坐標定位精度測量
使用激光干涉儀測量運動部件的坐標定位精度,在其測量行程超過30米時,光路調(diào)整困難,光強不能滿足測量要求,導致測量工作難以完成。該物流線床身的運動行程大于50米,須解決激光干涉儀測量其坐標定位精度時光路調(diào)整困難和光強不能滿足測量要求的難題。經(jīng)過對物流線床身定位精度測量的反復試驗和驗證,采用分段對光技術攻克了運動行程大于50米的坐標定位精度測量難題。
5 工作臺在主機、托盤站、物流運輸小車和緩存站間任意交換的裝配調(diào)試
以物流小車上的工作臺作為FMS的公共調(diào)試和測量基準,首先須對托盤站或緩存站進行裝配調(diào)試,其次才能以調(diào)試過的托盤站為基準對主機前床身進行裝配調(diào)試,其調(diào)試流程和順序如圖4所示。在此調(diào)試流程下,須攻克快速和準確測量相互間工作臺面等高尺寸一致性的測量技術。
5.1 物流系統(tǒng)各相關部件定位基準等高一致性測量
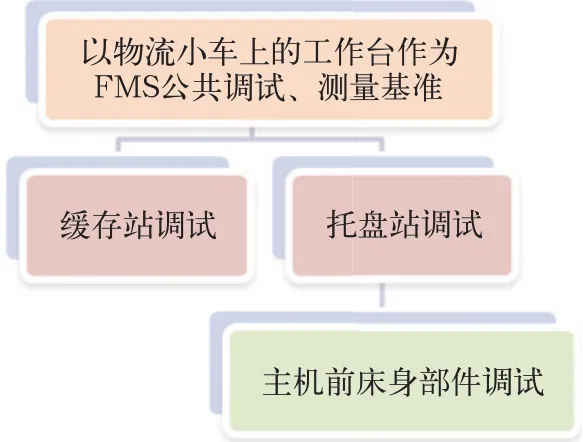
圖4 FMS物流系統(tǒng)調(diào)試流程
經(jīng)過對經(jīng)緯儀、數(shù)顯測高儀的測量原理、測量方法進行深入研究,在分析研究傳統(tǒng)和先進測量方法的基礎上,優(yōu)化組合兩種測量儀器的測量功能,利用經(jīng)緯儀和數(shù)顯測高儀組合與靶標應用,利用經(jīng)緯儀豎直度盤在90°(或270°)位置時,其視準軸線為一條水平線,經(jīng)緯儀豎軸旋轉(zhuǎn)時,視準軸線形成了一個水平面,使這個水平面過渡成為測量工作臺大面等高的基準平面,再利用數(shù)顯測高儀分別測出兩工作臺面與這個基準平面的距離,獲得等高誤差。通過對測量不確定度的分析計算,并進行測量比對試驗和驗證,攻克了主機、托盤站、物流小車、緩存站工作臺面間的等高精度一致性測量技術,該方法既經(jīng)濟、準確,而且簡單易行,滿足了柔性生產(chǎn)線的安裝調(diào)試的需要。
5.2 保證工作臺在物流線與緩存站和裝卸站間任意交換的裝配調(diào)試技術
以物流小車上的工作臺面作為高度尺寸的調(diào)試基準,按設計要求把緩存站或裝卸站站安裝在與物流小車進行交換的位置,在緩存站上安放工作臺,首先進行兩個工作臺大面高度尺寸一致的調(diào)試和測量,達到工藝要求后,調(diào)試其與物流線床身間的相對尺寸和位置,其次再進行兩個工作臺側(cè)基準尺寸一致的調(diào)試和測量,確保物流小車鏈條上的拉銷能自如進出組裝在工作臺上的導向槽,最終保證安裝在緩存站上的工作臺能任意交換至物流小車上,如圖5所示。按上述步驟和要求,進行每個緩存站和裝卸站的裝配調(diào)試,記下各個緩存站和裝卸站同物流小車進行工作臺交換的坐標位置,并把這些坐標位置存儲在數(shù)控系統(tǒng)參系中,實現(xiàn)工作臺在其相互間的任意交換。

圖5 工作臺在緩存站與物流小車間交換
5.3 保證工作臺在物流線與托盤站間任意交換的裝配調(diào)試技術
以物流小車上的工作臺面作為高度尺寸的調(diào)試基準,按設計要求把托盤站安裝在與物流小車進行交換的位置,在托盤站上安放工作臺,首先進行兩個工作臺大面高度尺寸一致的調(diào)試和測量,在達到工藝要求后,調(diào)試其與物流線床身間的相對尺寸和位置,其次再進行兩個工作臺側(cè)基準尺寸一致性的調(diào)試和測量,測量物流小車絲桿對每個托盤站的負向運動尺寸(該尺寸通過電氣一一對應進行補償),確保物流小車鏈條上的拉銷能自如進出組裝在工作臺上的導向槽,最終保證安裝在托盤站上的工作臺能任意交換至物流小車上,如圖6所示。按上述步驟和要求,進行每個托盤站的裝配調(diào)試,記下各托盤站同物流小車進行工作臺交換的坐標位置,并把這些坐標位置存儲在數(shù)控系統(tǒng)參系中,實現(xiàn)工作臺在其相互間的任意交換。
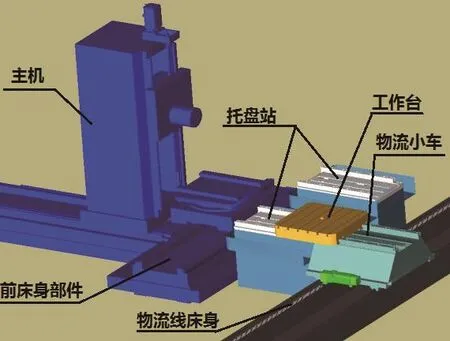
圖6 工作臺在托盤站與物流小車間交換
5.4 保證工作臺在主機托盤站和前床身轉(zhuǎn)臺間任意交換的裝配調(diào)試技術
以調(diào)試過的托盤站上的工作臺面作為高度尺寸的調(diào)試基準,與主機前床身部件上的工作臺進行調(diào)試和測量,首先調(diào)試和測量兩個工作臺大面高度尺寸一致,其次調(diào)試前床身部件與托盤站間的相對尺寸和位置,通過調(diào)整托盤交換站上的油缸行程,確保托盤交換站鏈條上的拉銷能自如進出組裝在工作臺上的導向槽,保證工作臺能在托盤站與主機前床身部件間實現(xiàn)交換,如圖7所示。按上述步驟和要求,進行每臺主機的托盤站與前床身部件間的裝配調(diào)試,實現(xiàn)工作臺在任意托盤站與主機間的交換。
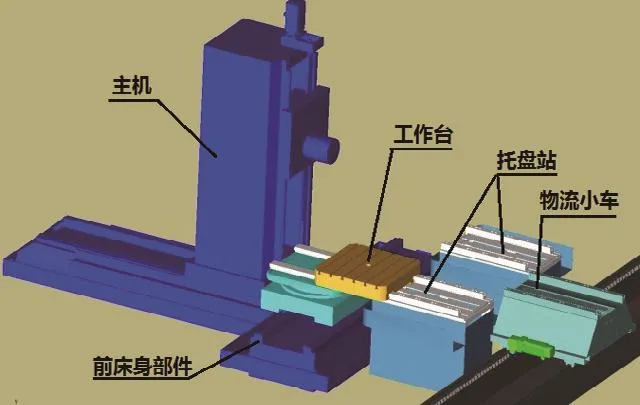
圖7 工作臺在托盤站與前床身間交換
6 結(jié)束語
通過對長距離導軌尺寸的物流線床身的直線度和物流小車沿該床身運動的定位精度進行測量,并以該床身作為FMS的公共調(diào)試、測量基準,對工作臺在物流線與緩存站和托盤站間、在主機托盤站和前床身轉(zhuǎn)臺間任意交換的裝配調(diào)試方法和流程,工作臺尺寸等高一致的測量方法進行了研究和應用,確保工作臺在上述各部件間的任意交換,為柔性制造系統(tǒng)實現(xiàn)工作臺任意交換提供了一種實用可行的裝配調(diào)試方案。
[1] 俞圣梅,杜陀.我國FMS技術的發(fā)展現(xiàn)狀[J].制造技術與機床,1994,02.
[2] 趙曉波,張鳴,羅振壁; 等.可重組FMS中緩沖區(qū)容量的優(yōu)化配置問題[J].系統(tǒng)工程學報,2000,02.
猜你喜歡
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
物流技術與應用(2019年8期)2019-09-04 03:29:56
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
汽車觀察(2018年12期)2018-12-26 01:05:44
電子制作(2018年12期)2018-08-01 00:47:44
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
制造技術與機床(2017年6期)2018-01-19 02:41:21
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
