航空電子設備振動試驗與分析
2012-07-05 15:44:56許勁飛周淑蓉
科技視界 2012年10期
關鍵詞:振動
許勁飛 周淑蓉
(中國電子科技集團公司第十研究所 四川 成都 610036)
0 概述
飛機上航空電子設備所處的機械環境比較惡劣,據國外統計,航空電子設備故障29%~41%由機械負荷的作用引起,元件的失效頻度比在實驗室條件下(無振動、沖擊時的失效頻度)大120~160倍,振動引起的元件或材料的疲勞損壞,造成電子產品的失效。航空電子設備防振設計的主要方法有減弱和消除振源、小型化及剛性化、去諧、去耦、增加阻尼,主要手段可以進行有限元建模來分析設備的模態振型,掌握電路板組件和機箱的模態頻率和振型,并進行動力響應分析(PSD),在規定的外力載荷或試驗的環境載荷條件下分析機箱和電路板組件的各關心部位的響應情況,為合理的元器件布局設計、電路板組件結構設計和機箱結構設計提供依據。振動試驗是結構設計分析及驗證的重要環節,振動試驗的方法關系到試驗的正確性與準確性,必須加以重視,研究振動試驗方法是進行振動試驗的最重要的組成部分。
1 振動試驗的幾個關鍵問題
1.1 夾具
夾具是振動試驗的最重要的準備工作,夾具的好壞關系到試驗的成功與否,夾具設計與驗收遵照以下原則進行。
1.1.1 夾具結構要求
材料采用鋁合金,對于三維尺寸小于200mm的小型夾具,應為整體機加工結構形式;對于坯料供應困難的較大夾具,優先考慮鑄造或焊接,允許螺裝和局部焊接,螺裝時螺栓間距小于8cm;經常拆卸的夾具,要嵌鋼螺套或插銷螺套;螺紋連接部位,用高強度厭氧膠粘接;夾具要留有傳感器安裝位置。
1.1.2 夾具性能要求
對電子產品而言,通常夾具和產品的總重小于30kg,要求:
a)一階共振頻率
垂直向>700Hz,水平向>450Hz;
垂直向高于700Hz,水平向高于450Hz時,試驗曲線上允許有多個共振峰或反共振峰,但在1000Hz內,隨機試驗累計帶寬內總均方根值差<3dB;
驗收時可將夾具、臺面上各部位綜合考慮作為控制點。
b)與主振(Z 向)方向正交(X、Y 向)的振動量值
在500Hz以下,非試驗方向(X、Y向)小于主振方向(Z向)控制值的50%,非試驗方向 (X、Y向)在500 Hz以上最高峰不大于主振方向(Z向)控制值,從正弦掃頻或隨機功率譜響應曲線上讀取。
驗收時可在夾具離振動臺面最高處檢測,控制點位置在臺面上。
c)夾具上與產品連接點(螺栓連接處,也稱固定點)間振動輸入值的均勻性
各點的均勻性:指隨機試驗時帶寬內的最大(或最小)均方根值與平均值的差,其均勻性在700Hz內小于30%,1000 Hz內小于50%;
驗收時可將夾具、臺面上各部位綜合考慮作為控制點。
1.2 試驗設備的安裝
按實際的安裝方式直接或借助夾具緊固于振動臺動圈或振動臺臺面上,所有的設備接插件、電纜也必須和實際使用時的狀態一致或盡量一致。
1.3 控制點的選擇
當夾具較剛硬,試驗樣品較小時,通常可用臺面中心作為控制點;當夾具剛性對控制值影響較大時,可選擇試驗樣品與夾具或振動臺臺面的連接點作為控制點;當試驗樣品較大,或用上述點控制不合適時,也可將臺面、夾具、試驗樣品上各部位綜合考慮作為控制點。控制點要根據試驗的情況的不同做具體適當地選擇。
1.4 振動臺面
為滿足夾具安裝的方便性和同時進行多個產品的安裝以提高試驗效率要求,一般使用振動臺臺面,在振動臺臺面上安裝夾具,要求振動臺面固有頻率在1200Hz以上,因為航空電子產品的器件固有頻率在一般在400Hz~800Hz,若振動臺面固有頻率在1200Hz以下,則由振動臺、臺面、夾具、產品組成的試驗系統其固有頻率有可能在800Hz以下 (帶夾具、產品后剛度K減少,質量M增大,固有頻率減小),與器件固有頻率(400Hz~800Hz)重合,控制點選點不當會造成產品器件的過試驗和損壞。
條件允許的情況下,試驗時最好不要采用振動臺面,實現產品或者夾具與振動臺動圈直接連接。
2 幾個關鍵結構問題的試驗分析
2.1 系統的安裝方式、固有頻率及試驗結果分析方法
安裝方式(邊界條件)影響系統的固有頻率。
由振動臺、臺面、夾具、產品組成的試驗系統,其系統的固有頻率試驗各控制點的控制曲線上會有所反映,表現為各控制點控制曲線上在同一頻率上有多個共振峰或反共振峰,其驅動曲線上也在同一頻率上有突變,曲線不光滑。
2.2 尋找和分析設備諧振點
一臺電子設備往往有幾個諧振點,因此對于整機的固有頻率的分析和計算是十分復雜的,可以進行有限元建模分析設備的模態振型和固有頻率。實際上,要想全部消除諧振點很困難,甚至是不可能的,所以,從試驗中尋找諧振點來制定相應的改進措施往往比進行復雜的計算更有實際意義。
如何從試驗中尋找關心的諧振點并制定相應的改進措施呢?
在所關心的位置上 (如印制板上某個關心的器件安裝點、印制板的固定點等)設置響應點,測試該點的響應曲線,分析響應曲線上共振峰(正峰)的對應頻率及傳遞率(可能有多個共振峰,有該結構件1階~n階的共振峰,也有其它結構件的諧振點經耦合后進入),可結合模態分析結果來判斷該諧振點頻率是哪些結構件的固有頻率,尤其應注意該結構件前三階的固有頻率及傳遞率,傳遞率最大對應的固有頻率及傳遞率一般是該結構件的一階固有頻率。
某航空電子設備重量4.8kg,結構外形圖見圖1,H印制板用9個螺釘固定在面板背面上,在H印制板上設置一響應點B(參見圖1),測得響應點曲線見圖2。
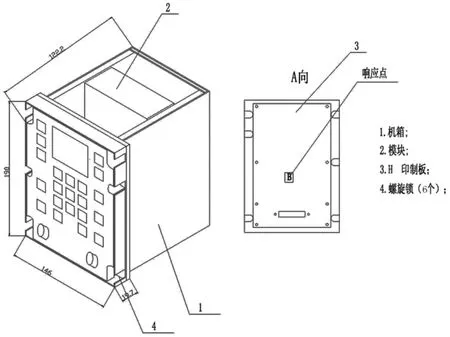
圖1 設備結構外形圖
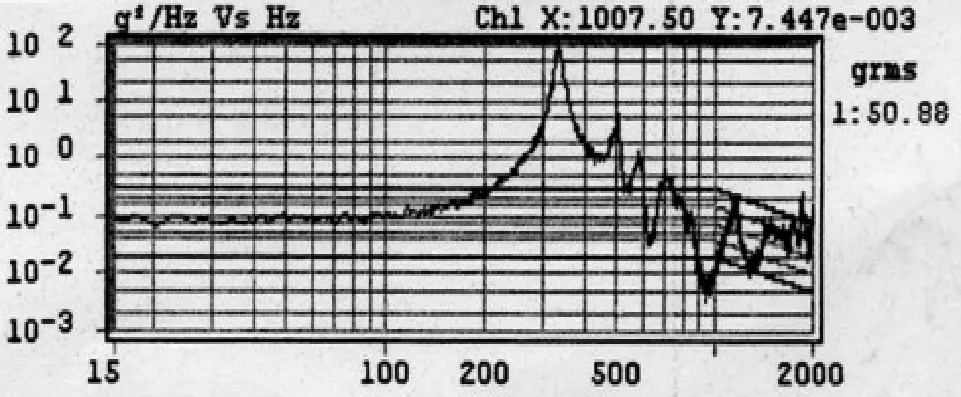
圖2 H印制板上B點響應點曲線
分析曲線,可以看出,在331Hz處為最大的共振峰,g/g為31,傳遞率為,表明B點在該頻率處輸入振動量級被放大5.6倍,該頻率為H印制板的一階固有頻率;在507Hz處的共振峰,g/g為9.56,傳遞率為,表明 B點在該頻率處輸入振動量級被放大3.1倍,該頻率為HI印制板的二階固有頻率。
產品結構設計人員可以根據輸入振動量級、傳遞率、元器件耐受能力判斷該處器件是否進行加固處理。
2.3 配重
摸底試驗中常常遇到這樣的問題,試驗時需不需要帶配重,有時對所關心的結構部位測試響應,安裝傳感器無空間,需要去掉其它結構件,此時如何處理?下面的試驗測試結果提供了試驗方法與思路,結論具有參考意義。
圖1所示的設備在有配重的情況下(指有機箱尾部與箱內模塊部件)、無配重(指無機箱尾部與箱內模塊部件,只有面板及固定在面板上的HI印制板)兩種情況下,分別對進行印制板上B點測試響應,結果如下。
帶配重:印制板一階固有頻率 337.5Hz,g/g為35.4。
無配重:印制板一階固有頻率 331Hz,g/g為31。
試驗結果標明:帶不帶配重對印制板的固有頻率略有影響,對印制板的傳遞率有影響,帶配重的印制板的傳遞率是不帶配重的1.07倍(7%)。
有條件的情況下,最好帶配重進行試驗,安裝傳感器困難時,可以去掉對測試結構件剛度影響不大的結構件。
2.4 螺旋鎖結構
機載電子設備的固定形式常常采用螺旋鎖結構,將設備面板上的幾個螺旋鎖固定在飛機艙內水平操縱臺的鋼絲上,如圖3所示。
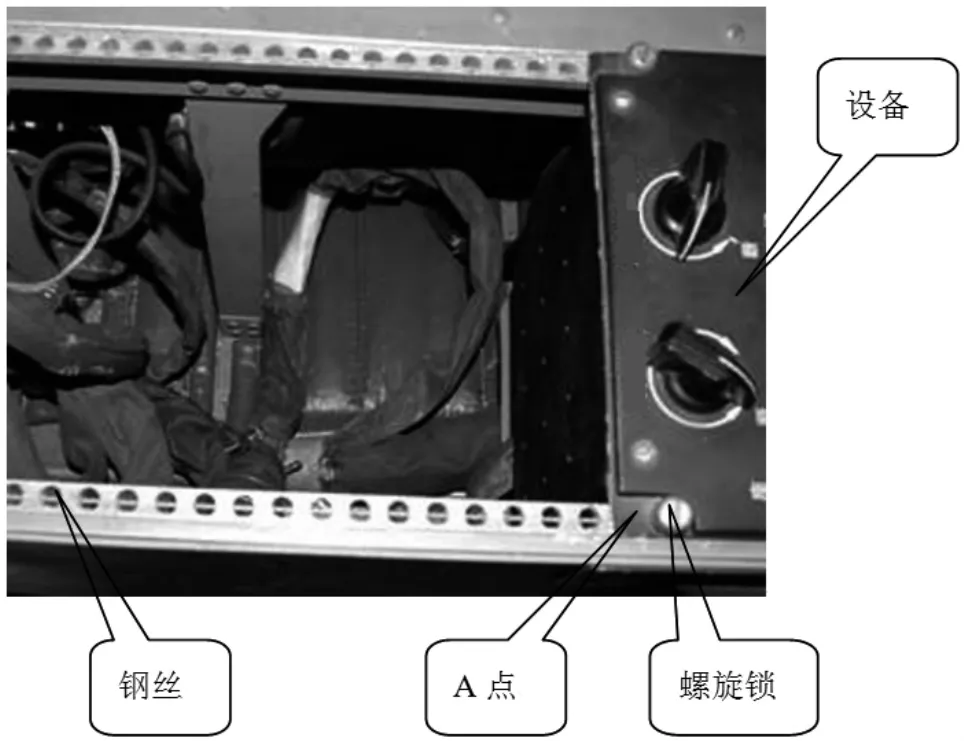
圖3 螺旋鎖結構
螺旋鎖固定方式使設備響應在低頻時放大,高頻時減小。
對距離螺旋鎖安裝點最近的設備面板上的A點 (見圖3)測試響應,響應曲線見圖4,可以看出在80Hz~270Hz區域放大,其中在150Hz~220Hz區域放大超過 6dB,在 177Hz時g/g最大,為17.25,折算為加速度值放大約4.15倍,370Hz~1300Hz有顯著減震功能;由于器件固有頻率大多在400Hz~800Hz,對器件有較好的減震功能。
雖然螺旋鎖對器件在高頻時有較好的減震功能,但要注意設計印制板時應盡量提高印制板的固有頻率,最好將印制板的固有頻率設計在400Hz以上,以避免印制板固有頻率落在低頻放大區域,引起響應加大;另一方面,印制板的彎曲曲率很大程度上反映了該器件管腳或焊點所受剪切力的程度,提高印制板固有頻率是減少印制板板撓度的主要手段,印制板彎曲曲率較大的區域不適合安裝面積較大的器件,位移越大的區域不適合安裝質量較大的器件。
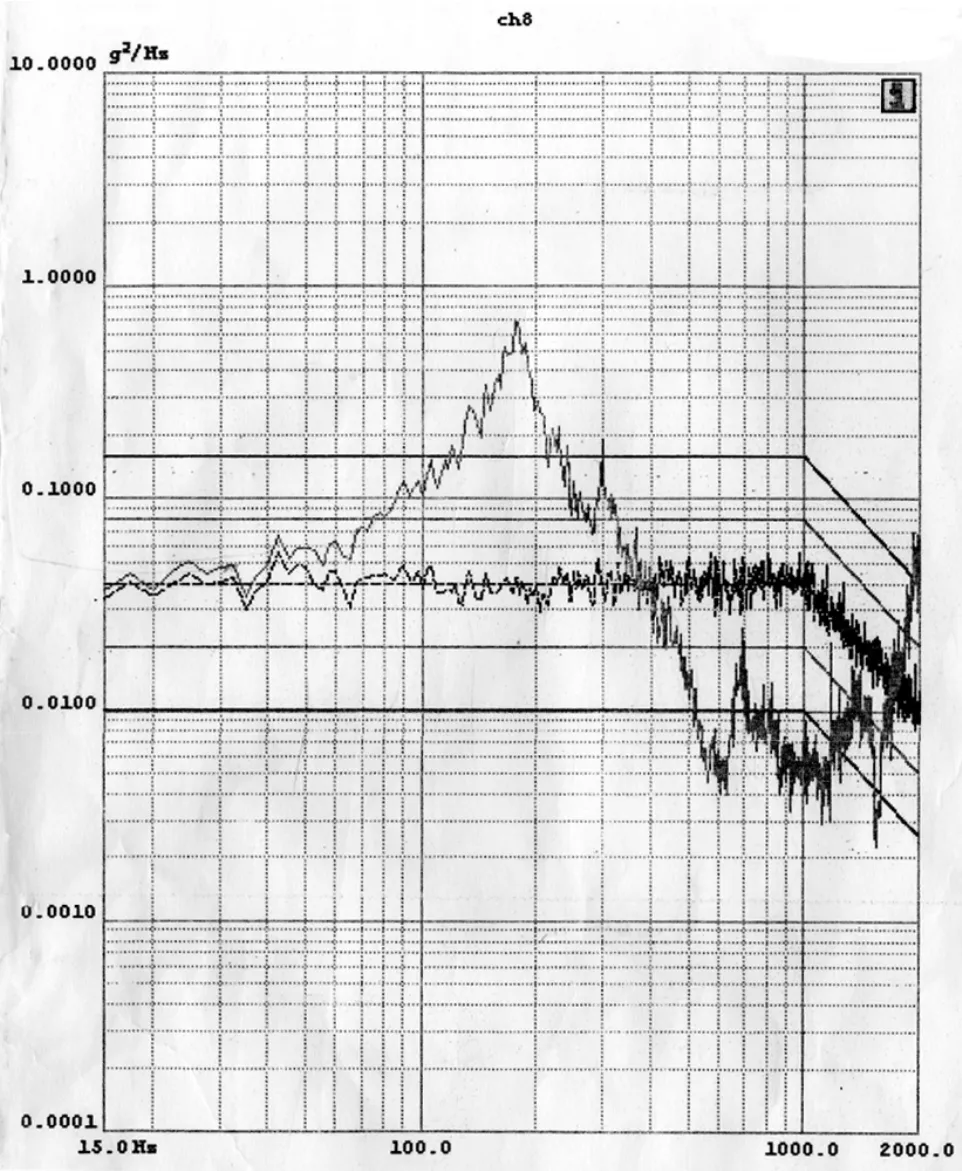
圖4 H點響應曲線
3 結束語
電子設備振動試驗與分析是一門涉及到振動理論、振動試驗技巧與操作、振動有限元建模與分析、器件耐振程度分析等各類相關技術的綜合技術方法,需要進行大量的試驗并在實踐中加以總結與提煉,尤其是器件耐振程度各器件生產廠家基本無相關資料,需要進行大量試驗以獲得相應資料,掌握好振動試驗與分析方法是每一個航空電子設備結構工程師開展振動設計和驗證的重要基礎工作。
[1]汪鳳泉.電子設備振動與沖擊手冊[M].北京:科學出版社,1997:123-135.
[2]江蘇南京工學院.電子設備結構設計原理[M].南京:江蘇科技技術出版社,1981:17-45.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
大電機技術(2022年5期)2022-11-17 08:12:48
天天愛科學(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數學物理學報(2018年4期)2018-09-14 03:40:58
數學物理學報(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動控制(2015年4期)2015-01-01 07:08:44
計算物理(2014年2期)2014-03-11 17:01:44
鄭州大學學報(理學版)(2014年3期)2014-03-01 04:21:00
