無內圈滾針軸承滾針總體內徑測量方法的改進
2012-07-20 07:14:50姜麗華王喜榮
軸承 2012年7期
姜麗華,王喜榮
(1.中航工業哈爾濱軸承有限公司 研發中心,哈爾濱 150036;2.哈爾濱軸承配件有限公司 鋼球分廠,哈爾濱 150036)
滾針軸承徑向結構緊湊,外徑小且承載能力大,特別適用于徑向安裝尺寸受限制的支承結構。目前行業中針對滾針軸承的檢驗不盡完善,尤其是無內圈滾針軸承滾針總體內徑無法直接測量,必須采用間接測量法進行測量。
1 改進前測量方法
圖1所示為無內圈無保持架只有外圈和滾針的軸承結構,此種軸承無內圈,適用于徑向安裝尺寸受限制的支承結構,與軸承相配的軸頸直接作為滾動面,只有將作為滾動面的軸加工至規定的尺寸精度和幾何精度,才可確保高旋轉精度。其徑向結構緊湊,僅能承受徑向載荷,在安裝時,可先將軸承外圈滾動表面涂一薄層潤滑脂,并把滾針依次緊貼于安裝部位的潤滑脂上。貼放最后一根滾針時應留有間隙,間隙的大小在滾針軸承的圓周上以0.5 mm為宜。不能把最后一根滾針硬擠裝進去,因為硬擠裝時,軸承會被卡死不能旋轉;也不能少裝一根滾針,少裝時將使間隙過大,易造成軸承運轉時滾針發生扭擺或折斷。
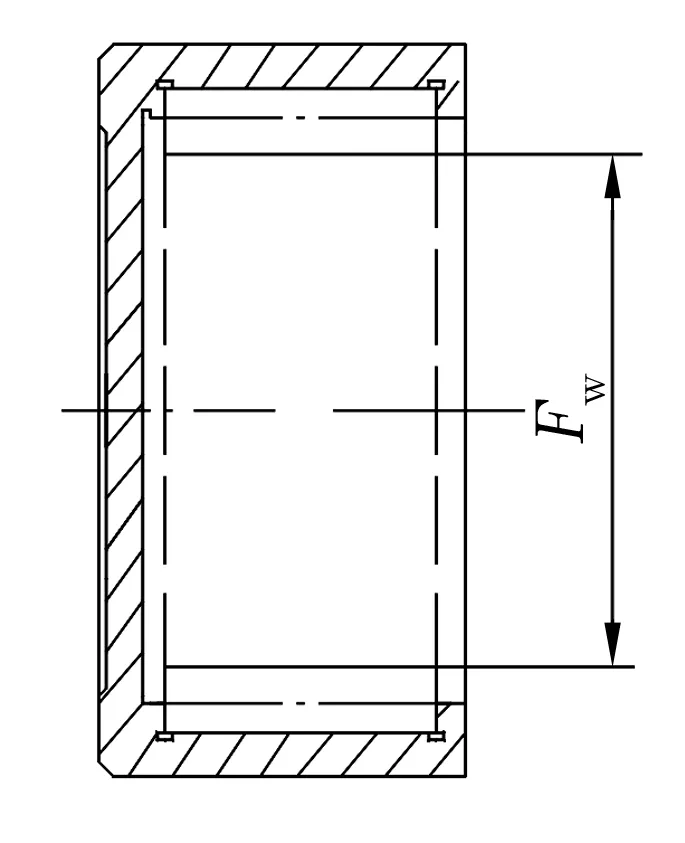
圖1 無內圈無保持架滾針軸承
無內圈滾針軸承滾針總體內徑Fw是軸承的重要指標之一,在實際生產中無法直接測量,通常是通過測量滾針軸承徑向游隙的方法計算得出,即先設計一個標準心軸測量該軸承的徑向游隙Δ,然后計算得出Fw。
圖2所示為改進前測量徑向游隙的方法。首先,用標準心軸代替被測滾針軸承的內圈,將標準心軸用緊固螺釘固定在工作臺上;然后,將涂有潤滑脂的滾針軸承套在標準心軸上(為保證軸承裝卸方便,標準心軸的上部帶導向部分,下部帶豁槽),通過調整儀表架在工作臺上的位置,使測量儀表的表尖對準滾針長度的中間部位并打在被測軸承外表面上,在與指示儀表相同的徑向方向上,用手對被測軸承外圈往復施加足夠的徑向力,使被測軸承外圈從一個極限位置移到另一個極限位置,在測量儀表上反映出來的移動量Δ即為被測軸承的徑向游隙。由于標準心軸的外徑D1可通過計量室檢定出準確數值,故Fw=D1+Δ。為了保證徑向游隙測量值的準確性,一般應在相隔120°的3個不同位置處分別測量,然后取3次測量結果的平均值。
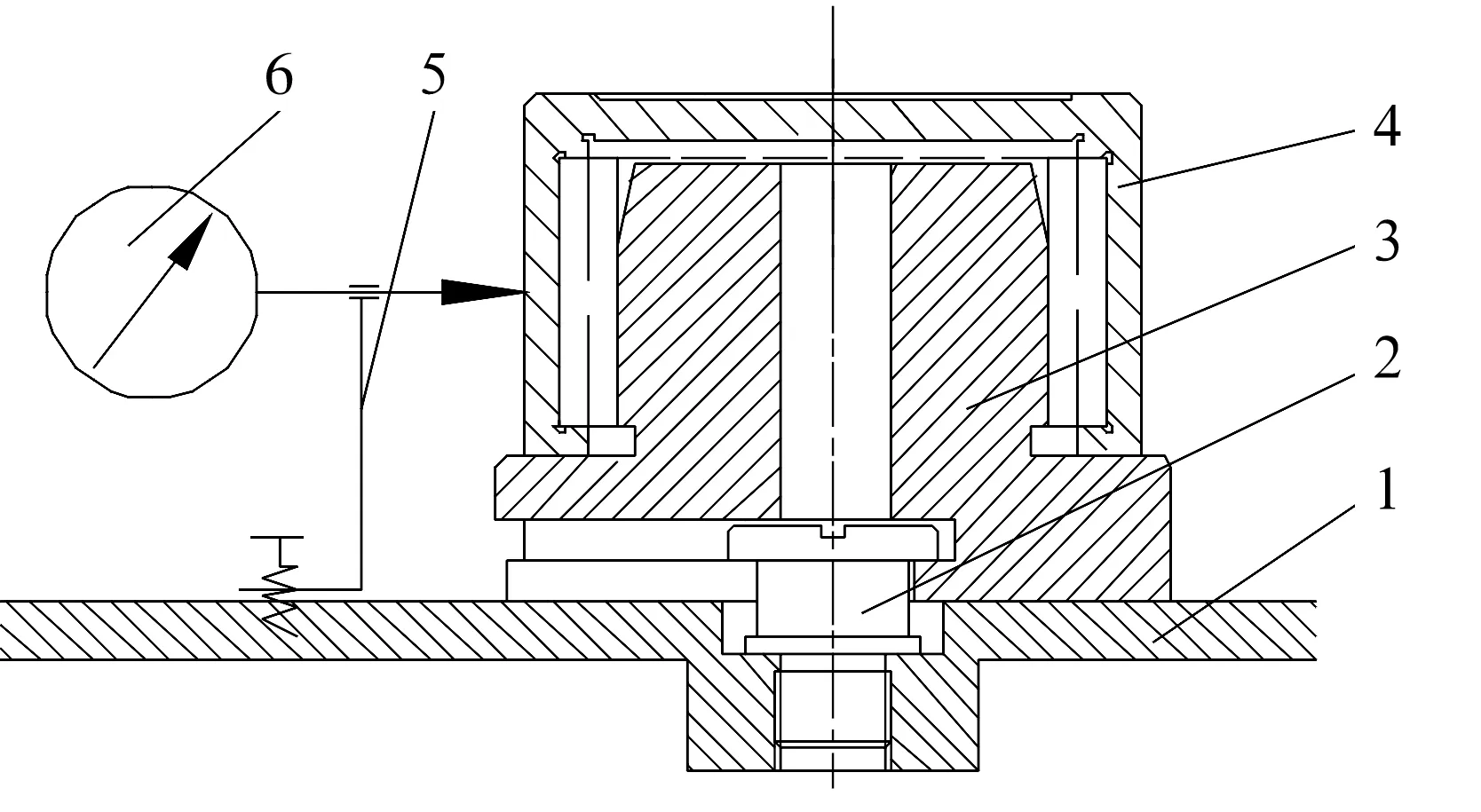
1—工作臺;2—緊固螺釘;3—標準心軸;4—被測軸承;5—儀表架;6—測量儀表
由于測量時的徑向力由人工施加,不同的測量人員對同一被測軸承施加的力各不相同,人為因素影響較大。為保證測值的準確性,須使測量時所施加的測量載荷為定值,故決定對此方法進行改進。
2 改進后測量方法
為保證測量徑向游隙時對同一被測軸承所施加的測量載荷為一定值,決定對X093進行改造設計。由于滾針軸承結構的特殊性,把被測軸承和標準心軸安裝到儀器上是一個極難克服的問題,既要保證軸承裝卸方便,又要保證測量效率。圖3為在X093上改進后的測量結構圖。
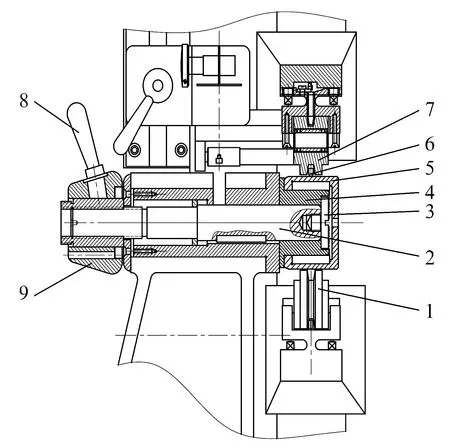
1—下加載壓輥;2—拉桿軸;3—緊固螺釘;4—標準心軸;5—被測軸承;6—測量點;7—上加載壓輥;8—扳手;9—手柄座
在拉桿軸右側端面上鉆1個M12螺紋孔,用緊固螺釘將標準心軸固定在拉桿軸上,但緊固螺釘不能露出標準心軸,否則就會與被測軸承外圈的內徑面接觸,影響被測軸承在標準心軸的軸向限位。通過搬動扳手使手柄座轉動,帶動拉桿軸向左移動,通過緊固螺釘將標準心軸固緊在拉桿軸上,把涂有潤滑脂的滾針軸承套在標準心軸上,通過上加載壓輥和下加載壓輥對被測軸承施加固定載荷。將測量儀表的測量點對準滾針長度的中間部位并打在被測軸承外表面上,由于標準心軸處于固定狀態,在上、下載荷的作用下,使被測軸承外圈從一個極限位置移到另一個極限位置,其移動量即所測徑向游隙。同理,也應在相隔120°的3個不同位置處分別測量,然后取3次測量的平均值作為該軸承的徑向游隙值。
無內圈的滾針軸承測量徑向游隙時,在滾動表面涂的潤滑脂量要適中,太多會影響測量精度,太少則會導致滾針從外圈中掉下,使被測軸承無法安裝到標準心軸上,影響測量效率。
3 結束語
采用改進后的測量方法,使滾針軸承徑向游隙測值更加準確,解決了手推法測值不穩的難題,從而保證了滾針總體內徑尺寸測量的精確性。若能克服軸承安裝過程中掉滾針的問題,還可大大提高測量效率。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
當代陜西(2019年8期)2019-05-09 02:22:48
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
家庭影院技術(2018年4期)2018-05-09 07:07:52
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
專用汽車(2016年4期)2016-03-01 04:13:43