軸承保持架鉚釘失效分析
2012-07-21 01:39:58何惜港梁英宋海濤郭帥
軸承 2012年10期
關鍵詞:特征
何惜港,梁英,宋海濤,郭帥
(洛陽LYC軸承有限公司,河南 洛陽 471039)
鉚釘作為一種機械連接件在軸承行業中主要應用于軸承保持架,通過鉚釘將兩半保持架鉚接為一體。與整體保持架相比,鉚接保持架具有更好的加工及裝配工藝性。
一般來說,保持架鉚釘多采用鋼絲直接截成釘桿后隨即冷鍛一端,形成一端帶釘頭的鉚釘。目前,鉚接結構的軸承保持架應用廣泛,并形成了相對成熟、穩定的工藝。實際應用中鉚接結構一旦失效,保持架將解體,導致軸承無法正常運轉而最終失效。結合軸承在工程應用中出現的鉚釘失效問題,對現有鉚釘設計及工藝進行分析,以避免軸承保持架因鉚釘失效而解體,提高軸承整體質量和可靠性。
1 問題的提出
某主機在分解檢查過程中發現,軸承保持架一側有6個鉚釘釘頭脫落。軸承累計工作時間約400 h。
保持架由蓋端和座端兩部分組成,通過30個鉚釘連接,軸承結構如圖1所示。鉚釘釘頭為一端冷墩成形一端熱鉚成形。其中位于保持架蓋端的釘頭為熱鉚釘頭,位于保持架座端的釘頭為冷墩釘頭。6個失效鉚釘的斷裂位置均在冷墩釘頭端,鉚釘頭脫落,而鉚釘桿仍在釘孔內。
鉚釘材料為ML15鋼,技術標準規定的抗拉強度為390~540 MPa。
2 鉚釘頭脫落原因
2.1 鉚釘斷口外觀分析
2.1.1 失效鉚釘斷口宏觀觀察
失效鉚釘均在鉚釘頭和鉚釘桿的倒角R處發生斷裂,斷口附近未見明顯的塑性變形痕跡,如圖2所示,觀察失效鉚釘的釘桿部位,均可見光亮痕跡。在斷裂的鉚釘端部可見較大的麻點坑形貌,也可見相對較小的金屬突起(已磨得發亮),如圖3所示。

1—外圈;2—滾子;3—內圈;4—保持架蓋;5—保護架座;6—鉚釘

圖2 失效鉚釘及斷裂位置

圖3 斷裂鉚釘端部的形貌特征
鉚釘斷口宏觀形貌基本相同,表現為:斷面基本呈灰黑色,裂紋起始于表面多處,可見從裂紋源發散的棱線;斷口上有兩個較為平坦的裂紋擴展區;瞬斷區較粗糙,位于兩個擴展區的中間(偏向斷面一側),約占整個斷面的10%,如圖4所示。

圖4 斷裂鉚釘頭部位的形貌特征
2.1.2 失效鉚釘斷口微觀觀察
對斷口進行超聲波清洗后,在掃描電鏡下進行斷口微觀觀察。
鉚釘斷口的微觀斷裂特征基本相同,均表現為一大一小兩個相對的疲勞擴展區,瞬斷區處在兩個疲勞區之間,且瞬斷區所占斷口面積比例較小。鉚釘斷裂起源區也可見周向摩擦痕跡,未見明顯的冶金缺陷;擴展區可見擦傷痕跡,具有微動疲勞損傷的特征。鉚釘斷口低倍形貌如圖5所示。

圖5 鉚釘斷口低倍形貌
根據斷口形貌,可將斷面分為斷裂Ⅰ區、斷裂Ⅱ區和斷裂Ⅲ區3個區域,其中斷裂Ⅰ區和斷裂Ⅱ區斷面較平坦,斷裂Ⅲ區較粗糙,斷裂Ⅰ區約占整個斷面的80%,斷裂Ⅱ區約占整個斷面的10%。
斷裂Ⅰ區起源區微觀斷裂形貌如圖6所示。表現為多點起源特征,可見從源區發散的細小棱線,起源位置處可見周向的摩擦痕跡,具有微動疲勞損傷的特征,源區附近未見夾雜等冶金缺陷。
裂紋擴展區主要表現為細密的疲勞條帶斷裂特征,可見擦傷痕跡,如圖7所示。疲勞裂紋擴展后期,疲勞條帶間距有所加寬。
斷裂Ⅱ區的微觀斷裂形貌如圖8所示,也表現為多點起源的疲勞斷裂特征,疲勞條帶細密。

圖8 斷裂Ⅱ區微觀形貌特征
斷裂Ⅲ區為瞬斷區,表現為韌窩斷裂特征,如圖9所示。
個別鉚釘斷口的疲勞擴展后期,可見明顯的疲勞弧線特征,如圖10所示。
2.2 外力打斷鉚釘斷口觀察
為比較斷裂特征,對一鉚釘在鉚釘桿部位進行外力打斷。外力打斷斷口呈銀灰色,斷口附近可見明顯的宏觀塑性變形,斷口微觀形貌為韌窩斷裂特征,如圖11所示。

圖9 斷裂Ⅲ區及斷裂交界處的形貌特征

圖10 斷口疲勞擴展后期的疲勞弧線特征
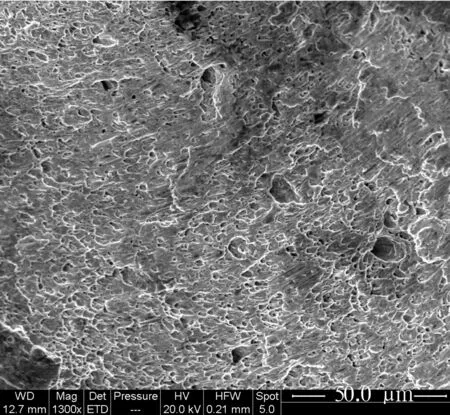
圖11 外力打斷鉚釘桿斷口的斷裂特征
2.3 金相組織觀察
在斷裂鉚釘桿處截取金相試樣,進行組織觀察。金相組織表現為鐵素體基體上彌散分布細小顆粒狀的碳化物,鐵素體晶粒細小,組織未見異常,因此排除了材料缺陷的影響。
2.4 失效原因分析
2.4.1 失效模式
斷口宏、微觀觀察結果表明,所有鉚釘斷裂特征基本相同,疲勞區面積較大、瞬斷區面積較小,與機械外力打斷后的斷口區別明顯。綜合判斷失效鉚釘的斷裂模式為疲勞斷裂。
2.4.2 失效原因
失效鉚釘斷口觀察表明,斷裂起源區未見明顯的夾雜等冶金缺陷,金相組織未見異常;熱鐓釘頭的材料強度弱于冷鐓釘頭,但斷裂失效卻出現在冷墩端,因此鉚釘的斷裂失效應與材質無關。鉚釘斷口均包含一大一小兩個明顯的疲勞斷裂區。正常情況下,鉚釘一般受剪切應力作用,不應發生疲勞斷裂。從斷裂均出現在冷鐓釘頭位置、且存在周向摩擦痕跡、鉚釘桿斷裂位置處也存在明顯的磨損痕跡等來看,鉚釘釘頭脫落應為微動磨損導致的疲勞斷裂。
3 工藝分析與改進措施
鉚釘加工工藝為鉚釘鋼絲經截斷形成釘桿,釘桿一端經冷墩后形成一端帶釘頭的鉚釘。鉚釘裝配至保持架釘孔后,另一端熱墩形成釘頭,將兩半保持架鉚接為一體。整個工藝過程中,主要存在以下問題:
(1)冷墩釘頭時由于模具的原因,在釘頭與釘桿過渡處容易形成“飛邊”,造成鉚接時此端面與保持架端面不能完全貼合;
(2)受工藝難度大及鉚釘數量多等制約,通常鉚釘釘桿外徑尺寸及表面質量由采購的鋼絲外徑決定,與鉚釘孔的配合難以受控,使鉚釘與釘孔間多為間隙配合;
(3)熱墩形成釘頭后可以保證與保持架端面及釘孔的緊密配合,但強度較低。
由以上分析可知,當鉚釘與保持架之間存在間隙時,在具備了如振動等特定條件時就可能會出現微動磨損,進而導致鉚接失效。因此,應根據軸承的具體使用工況,適度控制鉚釘與保持架之間的配合間隙,以避免鉚釘釘頭脫落。當然并非過盈量越大越好,過盈量太大,將直接造成裝配困難,最終也會影響軸承裝配質量。因此,鉚釘的配合過盈量應根據具體情況分析確定。
4 結束語
通過對典型鉚釘失效案例的分析,明確了鉚釘釘頭斷裂脫落的機理,希望能為同類結構軸承的保持架鉚釘設計及工藝提供有益的借鑒和參考,避免再發生類似的故障。
當前受鉚釘工藝條件的制約,冷墩釘頭與釘桿過渡處除產生“飛邊”外,還存在應力集中及冷墩裂紋等,同時類似鉚釘斷裂故障機理也各有不同,這些問題有待今后進一步探究。
猜你喜歡
數學小靈通·3-4年級(2024年2期)2024-05-15 02:02:28
中學生數理化(高中版.高考數學)(2022年3期)2022-04-26 14:04:16
數學年刊A輯(中文版)(2020年1期)2020-05-19 00:30:36
空間科學學報(2020年2期)2020-04-01 03:50:40
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
中等數學(2019年8期)2019-11-25 01:38:14
當代陜西(2019年10期)2019-06-03 10:12:04
新聞傳播(2018年11期)2018-08-29 08:15:24
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
廣西科技大學學報(2016年1期)2016-06-22 13:10:38
