淺談PLC控制技術在礦井提升中的應用
2012-07-31 02:50:48陳良
中國新技術新產品 2012年8期
陳良
(唐山開灤鐵拓重型機械制造有限責任公司,河北 唐山 063100)
1.PLC控制技術綜述
PLC控制技術,也是可編程序控制器,其英文是Programmable Logic Controller,它就是一種數字運算操作的電子系統,大多數應用在工業環境中。它是采用一種可編程的存儲器,在其內部存儲程序,執行邏輯運算,順序控制,定時計數與算術操作等面向用戶的指令,并通過數字或模擬式輸入、輸出控制各種類型的機械或生產過程。
我們根據PLC的結構形式,具體可把PLC分為整體式和模塊式兩大類。第一類,整體式PLC。它是將電源、I/O接口、CPU等部件集中裝在一個機箱內,具有結構緊湊、價格低、體積小特點。在目前使用的小型PLC一般都是采用這種整體式結構。
第二類是模塊式PLC。它是將PLC各組成部分,分若干個單獨的模塊,如CPU模塊、電源模塊以及各種功能模塊。模塊式PLC是由框架或基板和各種模塊組成。模塊裝在框架或基板的插座上。這種模塊式PLC的特點是配置靈活,可根據需要選配不同規模的系統,而且裝配方便,便于擴展和維修。目前使用的大、中型PLC一般采用模塊式結構。
2.PLC控制技術工作原理
在實際工作中,當PLC投入運行后,其工作過程一般分為三個階段:輸入采樣、用戶程序執行和輸出刷新,每次完成上述三個階段稱作是一個掃描周期。在整個運行期間,PLC的CPU以一定的掃描速度重復執行這三個階段。
2.1 第一個階段:輸入采樣階段。在輸入采樣階段,PLC以掃描方式依次讀入所有輸入狀態和數據,把它們存入I/O映象區中的相應得單元內。等輸入采樣結束后,轉入用戶程序執行和輸出刷新階段。
2.2 第二個階段:用戶程序執行階段。在這個階段中,PLC按照自上而下的順序依次地掃描用戶程序(梯形圖)。在掃描每一條梯形圖時,又總是先掃描梯形圖左邊的由各觸點構成的控制線路,并按先左后右、先上后下的順序對由觸點構成的控制線路進行邏輯運算,然后根據邏輯運算的結果,刷新該邏輯線圈在系統RAM存儲區中對應位的狀態;或者刷新該輸出線圈在I/O映象區中對應位的狀態;或者確定是否要執行該梯形圖所規定的特殊功能指令。
2.3 第三個階段:輸出刷新階段。在工作中,當掃描用戶程序結束后,PLC就進入輸出刷新階段。在此期間,CPU按照I/O映象區內對應的狀態和數據刷新所有的輸出鎖存電路,再經輸出電路驅動相應的外設。這就是PLC的真正輸出的第三個階段。
3.PLC控制系統設計
目前,隨著科技技術的不斷發展,PLC的功能也得到了不斷提高和完善,PLC幾乎可以完成工業控制領域里的每項工作任務。當我們工作人員在接到某個控制任務后,首先要分析被控對象的控制過程和要求,看看用什么控制裝備來完成這項任務。當我們在控制對象及控制裝置確定好后,還要進一步確定PLC的控制范圍。根據筆者的實際工作,設計了 PLC控制系統各工種間的工作示意圖(圖1所示)。
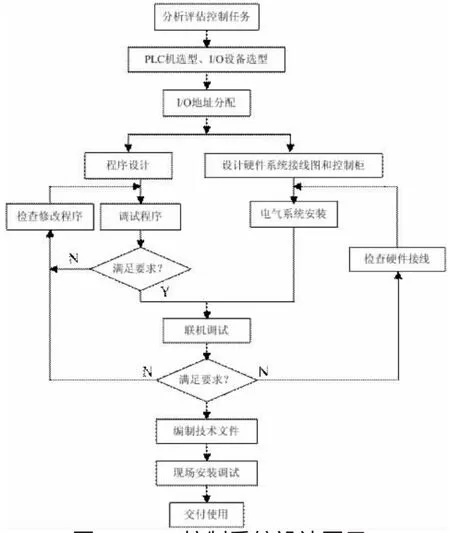
圖1 :PLC控制系統設計圖示
4.PLC控制技術在礦井提升中實際應用
時下,隨著我國煤礦業的大力發展,煤礦礦井提升機擔負著提升煤炭、下放材料、升降人員和設備的重要任務。它的電控系統技術性能和可靠性直接影響煤礦的安全生產。鑒于PLC控制技術的各項特點,現在取代了以前提升機控制系統中眾多的繼電器、接觸器等系統,很好有效解決了TKD控制系統無法克服的弊病。
目前,PLC控制系統控制回路采用先進的是PLC取代原有的繼電器邏輯控制系統。它的控制系統是由動力裝置、液壓站、變頻器等諸多系統組成,具體如下圖所示。
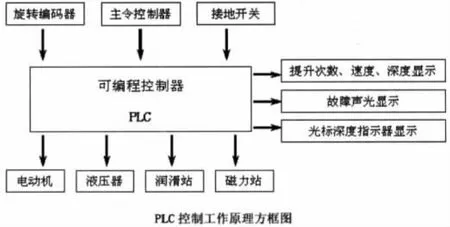
從圖中我們分析可以得出:當井口或井底通過信號通信電路發出開車信號后,司機將制動手柄向前推離緊閘位置,主電動機松閘。司機將主令控制器的操作手柄推向正向或反向極端位置,主控PLC通過程序控制高壓換向器首先得電,使高壓信號送入主電動機定子繞組,主電動機接入全部轉子電阻啟動,然后依次切除有關電阻,實現自動加速,最后運行在自然機械特性上。
當交流提升機運行時,旋轉編碼器跟隨主電動機轉動,輸出2列a/b相脈沖,分別接到主控PLC的高速計數器hsc0的a/b相脈沖輸入端,由主控PLC根據a/b脈沖的相位關系,自動確定hsc0的加、減計數方式。根據hsc0的計數值,我們就可以計算出提升行程并顯示。同時只根據旋轉編碼器輸出的a相脈沖,主控PLC進行加計數。根據hsc1在恒定間隔時間內的計數值,就可以計算出提升速度。
結論和總結
PLC控制技術在礦井提升中的實際應用,省去了繼電器、接觸器及調速電阻,減少了故障發生率,同時還有利于節能,符合國家的技能措施。另外該系統采用PLC軟件編程實現礦井提升機的自動操作,靈活性大,節省了人力,提高了效率。
[1] 張國慶.礦井提升機PLC電控的應用與思考[J].山西煤炭,2010(6):152-156.
[2] 秦荷珍,劉杰.礦井提升機PLC電控系統技術改造淺析[J].科學之友,2008(8):57-60.
[3] 田媛.PLC先進控制策略研究與應用[D].北京化工大學,2005年.
[4] 王玉中.基于PLC技術的交流提升機電控系統改造 [J].煤炭科學技術,2005,33(11):40-42。
[5] 廖京盛,陳重霖,李楨.PLC在自動貨物提升機中的設計與應用[J].微計算機信息,2004(4):24-28.
[6] 秦緒平.礦井提升機PLC控制系統可靠性設計[J].煤礦機電,2006(10):5-8.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
建材發展導向(2019年13期)2019-08-24 06:37:40
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
電子制作(2019年7期)2019-04-25 13:16:50
家庭影院技術(2017年9期)2017-09-26 03:41:45
上海大中型電機(2017年4期)2017-02-06 05:27:06
照明工程學報(2016年3期)2016-06-01 12:17:56