鋁熔煉爐爐襯組合的優(yōu)化模擬
2012-07-31 13:06:50王計(jì)敏閆紅杰周孑民李世軒貴廣臣
關(guān)鍵詞:優(yōu)化
王計(jì)敏,閆紅杰,周孑民,李世軒,貴廣臣
(1. 中南大學(xué) 能源科學(xué)與工程學(xué)院,湖南 長(zhǎng)沙,410083;2. 蘇州新長(zhǎng)光熱能科技有限公司,江蘇 蘇州,215008)
能源與環(huán)境問(wèn)題給鋁加工行業(yè)的快速發(fā)展帶來(lái)限制性影響,節(jié)能降耗和減少排放是企業(yè)技術(shù)進(jìn)步和可持續(xù)發(fā)展的必然選擇。熔鑄是鋁及鋁合金加工的先頭工序,而熔煉爐是熔鑄廠必不可少的設(shè)備,其主要作用是向鑄造機(jī)提供鋁液。目前,我國(guó)鋁加工行業(yè)冶金爐的主要問(wèn)題是熱效率低,能耗高。全行業(yè)的平均熱效率約為32%,與工業(yè)發(fā)達(dá)國(guó)家的56%相比約低24%,其中熔煉爐為熱效率 19.5%。熔煉爐中熱量消耗基本上可以分解為物料熔化潛熱和吸收的熱量、煙氣帶走的熱量、爐體散熱、爐渣帶走熱等幾個(gè)部分,其中僅僅用于產(chǎn)品吸收的熱量是有效能量。為應(yīng)對(duì)能源形勢(shì)的嚴(yán)峻挑戰(zhàn),熔煉爐節(jié)能降耗是發(fā)展的必然趨勢(shì)。熔煉爐節(jié)能與爐襯耐火材料的技術(shù)進(jìn)步、窯爐技術(shù)設(shè)計(jì)和施工密切相關(guān)。文獻(xiàn)[1-5]對(duì)爐窯爐襯的溫度場(chǎng)進(jìn)行傳熱分析,以達(dá)到減少爐體熱損失的目的。楊尚寶等[6]通過(guò)對(duì)高爐爐襯破損的實(shí)際調(diào)查,建立爐體狀態(tài)模型來(lái)實(shí)現(xiàn)對(duì)高爐操作的指導(dǎo)。結(jié)合磨損節(jié)點(diǎn)分析模型,以數(shù)學(xué)模型和理化模型為基礎(chǔ),Parra等[7]對(duì)高溫冶金過(guò)程中爐襯的磨損和腐蝕現(xiàn)象進(jìn)行了數(shù)值解析。Gruber等[8]對(duì)高爐爐襯的熱應(yīng)力行為進(jìn)行了有限元仿真,為爐襯的優(yōu)化選擇提供技術(shù)支持。由于電磁攪拌長(zhǎng)時(shí)間的使用而使鋁液滲入到爐襯中,Takahashi等[9]對(duì)爐襯中電磁力的損失進(jìn)行了數(shù)值模擬。本文作者從隔熱方式對(duì)爐襯傳熱影響的角度出發(fā),以爐襯的經(jīng)濟(jì)厚度法為依據(jù),通過(guò)編程實(shí)現(xiàn)爐襯組合的計(jì)算機(jī)優(yōu)化,同時(shí)以蓄熱式鋁熔煉爐熱平衡測(cè)試為基礎(chǔ),建立鋁熔煉爐數(shù)學(xué)模型,運(yùn)用計(jì)算流體力學(xué)軟件FLUENT對(duì)優(yōu)化前后的爐襯組合進(jìn)行爐襯仿真分析,為優(yōu)化熔煉爐爐襯耐火材料組合和研究耐火節(jié)能一體化結(jié)構(gòu)以及發(fā)展新型節(jié)能型耐火材料提供技術(shù)依據(jù)。
1 隔熱方式對(duì)爐襯傳熱的影響
在進(jìn)行爐襯傳熱計(jì)算時(shí),為簡(jiǎn)化計(jì)算,針對(duì)鋁熔煉爐的實(shí)際情況,假定[10-11]:
(1) 爐襯為一維穩(wěn)態(tài)導(dǎo)熱,即熱流量不隨時(shí)間而變化,且熱量只沿等溫面的法線方向傳遞。
(2) 各層材料的導(dǎo)熱系數(shù)為常數(shù),并等于每層材料兩側(cè)壁溫的平均溫度下的導(dǎo)熱系數(shù)。
(3) 各層之間的接觸良好,兩層的接觸面上具有相同的溫度。
(4) 2S/d1≤1(d1為爐窯內(nèi)徑,S為爐襯厚度),將圓筒壁簡(jiǎn)化處理為平壁。
根據(jù)以上假設(shè),爐體的散熱損失q1和爐襯的蓄熱損失q2為[11]
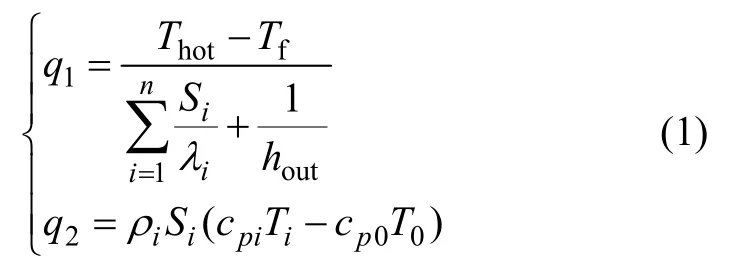
式中:Thot為爐襯熱面熱力學(xué)溫度,依據(jù)鋁熔煉爐熱平衡測(cè)試結(jié)果,取1 173 K;T0,Ti為分別為耐火材料初始和終止溫度;Tf為環(huán)境溫度;Si為耐火材料厚度;hout為爐外壁綜合對(duì)流換熱系數(shù);λi為耐火材料導(dǎo)熱系數(shù);ρi為耐火材料密度;cp0和cpi分別為耐火材料初始和終止比熱。爐襯的熱損失與爐窯的熱惰性系數(shù)成正比,因此,要減少爐窯的熱損失,在滿足使用溫度和工作條件的情況下,應(yīng)選用熱惰性系數(shù)低的材料[5]。常用鋁熔煉爐筑爐材料的主要性能參考文獻(xiàn)[12-18]。
表1和表2分別為通過(guò)傳熱計(jì)算得到的爐墻冷面和熱面加強(qiáng)隔熱的作用效果。從表1和2可以看出,在爐襯材料相同的情況下,外隔熱時(shí),隨著隔熱的加強(qiáng),其外壁溫度逐漸降低,散熱損失顯著降低,但由于爐襯的平均溫度升高,爐墻蓄熱損失逐漸增加。而在內(nèi)隔熱時(shí),散熱和蓄熱都隨著強(qiáng)化隔熱而降低。在相同的厚度情況下,外隔熱的散熱損失比內(nèi)隔熱小,而蓄熱損失比內(nèi)隔熱大。
爐襯內(nèi)隔熱和外隔熱的傳熱計(jì)算效果對(duì)比如表 3所示。第Ⅰ種爐襯由耐火黏土磚和黏土質(zhì)隔熱耐火磚組成。第Ⅱ種情況為爐襯外隔熱,表面溫度由441 K降至 351 K,與第Ⅰ種情況相比,散熱損失降低了64%,但由于隔熱效果好,爐襯平均溫度升高,界面溫度由887 K升到1 074 K,而使蓄熱損失增加了24%。因此在采用外隔熱時(shí),必須考慮爐襯的耐火度是否適應(yīng)的問(wèn)題。第Ⅲ種情況為爐襯內(nèi)隔熱,與第Ⅰ種情況相比,散熱和蓄熱損失分別減少了51%和49%。第Ⅳ種情況為爐襯內(nèi)外同時(shí)隔熱,與第Ⅰ種情況相比,散熱損失降低77%,蓄熱損失降低27%。從爐窯的作業(yè)方式看,工業(yè)爐窯可分為連續(xù)作業(yè)和周期作業(yè)2種類型,對(duì)于連續(xù)作業(yè)的爐窯,蓄熱損失僅是開(kāi)爐升溫階段一次蓄熱,而散熱則是長(zhǎng)期的,其總量遠(yuǎn)大于蓄熱量,因此連續(xù)作業(yè)的爐窯爐襯應(yīng)考慮使用外隔熱結(jié)構(gòu),但這會(huì)導(dǎo)致?tīng)t襯溫度升高,因而對(duì)爐襯的安全使用問(wèn)題需加以注意。對(duì)于周期作業(yè)的爐窯,蓄熱損失占總損失比例較大,因此周期作業(yè)的爐窯爐襯應(yīng)采用內(nèi)隔熱結(jié)構(gòu),以減少蓄熱損失。另外,有些周期工作制度的爐窯,雖然是周期性的,但其周期很長(zhǎng),爐窯在穩(wěn)定態(tài)下工作時(shí)間遠(yuǎn)大于非穩(wěn)態(tài)工作時(shí)間,即蓄熱損失遠(yuǎn)比散熱損失小的周期工作的爐窯,也應(yīng)按連續(xù)作業(yè)爐窯設(shè)計(jì)。本文研究的鋁熔煉爐熔煉周期約為5 h,裝料時(shí)間約為15 min,因此應(yīng)按周期作業(yè)爐窯設(shè)計(jì)爐襯。
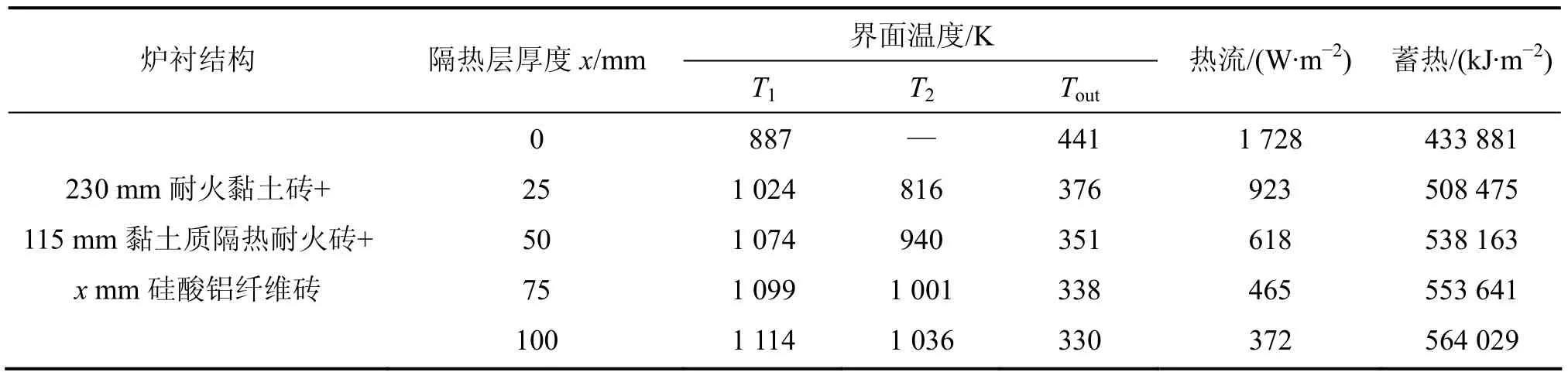
表1 爐墻冷面加強(qiáng)隔熱的作用效果Table 1 Effect of cold wall with heat insulation
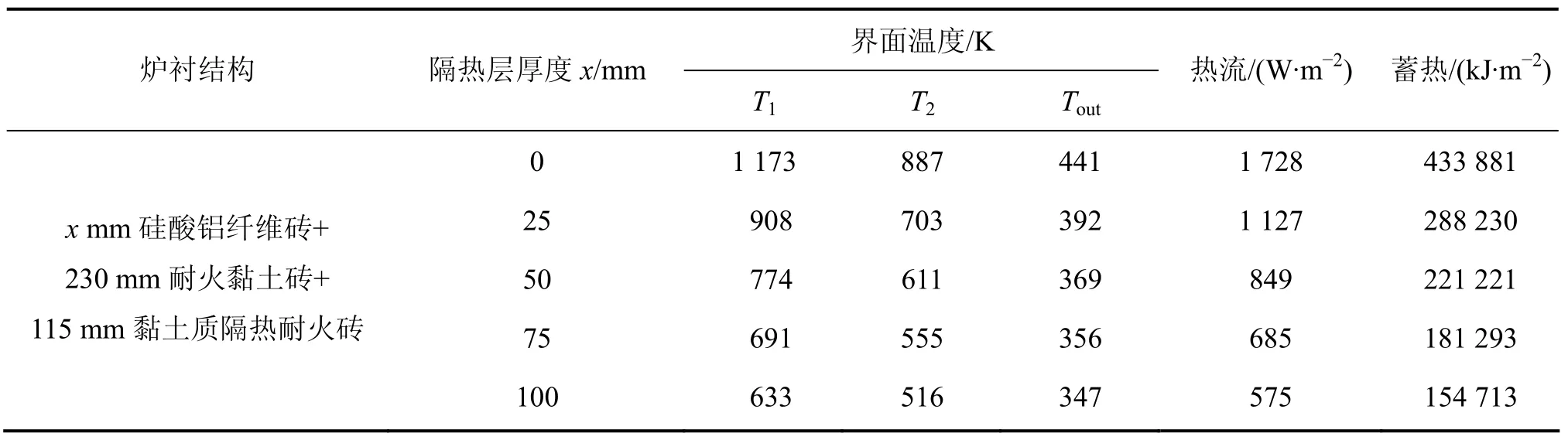
表2 爐墻熱面加強(qiáng)隔熱的作用效果Table 2 E ffect of hot wall with heat insulation
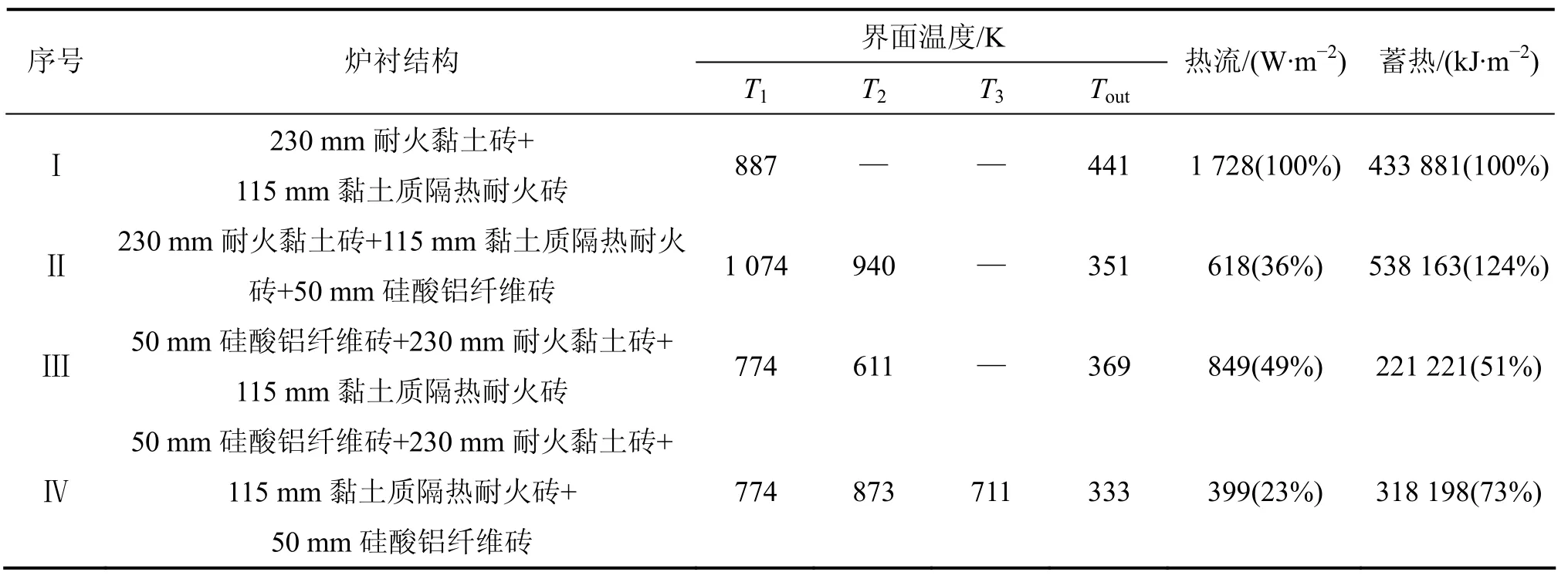
表3 爐襯隔熱效果對(duì)比Table 3 Comparisons of heat transfer for heat insulation on furnace linings
2 爐襯組合的優(yōu)化
2.1 爐襯材料經(jīng)濟(jì)厚度的計(jì)算
爐襯耐火材料的選擇與計(jì)算是爐窯設(shè)計(jì)及節(jié)能改造的重要內(nèi)容之一,不僅關(guān)系到爐窯初期投資,也對(duì)爐窯熱工性能有直接影響。目前對(duì)爐襯厚度計(jì)算方法主要有3種:允許最大熱損失法、外表面允許最高溫度法、經(jīng)濟(jì)厚度法[11,19],前兩種方法僅僅考慮爐襯允許最大熱損失或爐襯外表面最高溫度,沒(méi)有考慮爐襯材料價(jià)格及熱量?jī)r(jià)格,計(jì)算出的厚度并不十分合理,而經(jīng)濟(jì)厚度法則綜合考慮爐襯熱損失費(fèi)用和材料投資費(fèi)用,使此2項(xiàng)費(fèi)用之和最小,因此計(jì)算出的爐襯厚度更符合實(shí)際。眾所周知,爐襯越厚,散熱損失越小,蓄熱損失和材料投資越大。不同爐襯材料組合也存在不同的熱損失,因此存在著一個(gè)最佳爐襯材料組合及爐襯經(jīng)濟(jì)厚度,以三層平壁爐襯結(jié)構(gòu)為研究對(duì)象,其最佳經(jīng)濟(jì)厚度由式(2)確定。
式中:i=1,2,3;Si為爐襯各層不同材料的厚度;λi各層材料的導(dǎo)熱系數(shù);Ci為各層材料單位投資(包括初投資和施工安裝維修費(fèi))費(fèi)用;M 為平均年投資分?jǐn)偮剩籒為年工作時(shí)間;τ為爐窯操作周期;q1為散熱損失;q2為蓄熱損失;Cq為熱量?jī)r(jià)格;hout爐外壁綜合對(duì)流換熱系數(shù);j為利率;n為爐襯壽命;和分別為二層和三層爐襯材料最高連續(xù)使用溫度。
式(2)為多變量函數(shù)條件極值問(wèn)題。利用松弛變量法和拉格朗日乘數(shù)法可以求出各層爐襯的經(jīng)濟(jì)厚度使Ct為最小。假設(shè)鋁熔煉爐的熱效率為40%,爐襯的使用壽命為3 a(120周),爐窯的工作制度有3種典型類型,即40周連續(xù)作業(yè),144 h連續(xù)作業(yè)和16 h連續(xù)作業(yè)[20]。天然氣按市場(chǎng)價(jià)格計(jì)算,則熱量?jī)r(jià)格Cq為1.58×10-7元/J[21]。各層經(jīng)濟(jì)厚度為:
2.2 爐襯組合的計(jì)算機(jī)優(yōu)化
鋁熔煉反射爐用耐火材料要求具有抗鋁液及鎂蒸氣的滲入,且有優(yōu)良的抗磨損和抗熱沖擊性能等。一般來(lái)說(shuō),與鋁液接觸的爐襯,采用高鋁質(zhì)耐火材料,如果需要熔煉高純度鋁時(shí),考慮熔渣的酸性特性,則使用莫來(lái)石磚或剛玉磚。不接觸鋁液的爐襯,一般采用黏土磚、黏土質(zhì)耐火澆注料或耐火可塑料。爐頂采用耐熱混凝土結(jié)構(gòu)以提高爐襯的整體性和氣密性。爐襯設(shè)計(jì)原則[14]:帶灰縫的耐火磚、硅藻土磚砌體的水平尺寸為116 mm的倍數(shù),垂直尺寸為68 mm的倍數(shù)。爐墻設(shè)計(jì)總的原則是輕質(zhì)、重質(zhì)料的復(fù)合爐墻,其厚度分別為40~200 mm和200~300 mm。爐頂襯體用的材料,與爐墻的基本相同或同一檔次,其襯體材料也是輕質(zhì)、重質(zhì)料復(fù)合使用,厚度分別為50~150 mm和200~250 mm。
在鋁熔煉爐原有爐襯組合的基礎(chǔ)上,依據(jù)爐襯設(shè)計(jì)原則及爐襯傳熱分析,爐襯材料選取如下:爐墻由耐火黏土磚(A1)、硅藻土磚(B1)、硅酸鋁纖維氈(C1)和黏土質(zhì)澆注料(D1)組成;爐頂由普通耐火混凝土(A2)、黏土質(zhì)澆注料(B2)和硅酸鋁纖維氈(C2)組成;爐底由高鋁磚(A3)、黏土質(zhì)澆注料(B3)、硅藻土磚(C3)和高鋁質(zhì)澆注料(D3)組成。
爐襯組合的計(jì)算機(jī)優(yōu)化過(guò)程[22]如圖 1。由于爐襯及其厚度的排列組合較多,全局變量的數(shù)量超過(guò)編譯器允許最大值,因此程序中采用臨時(shí)文件的方法解決這一問(wèn)題。優(yōu)化結(jié)果如表4所示。從表4可以看出:
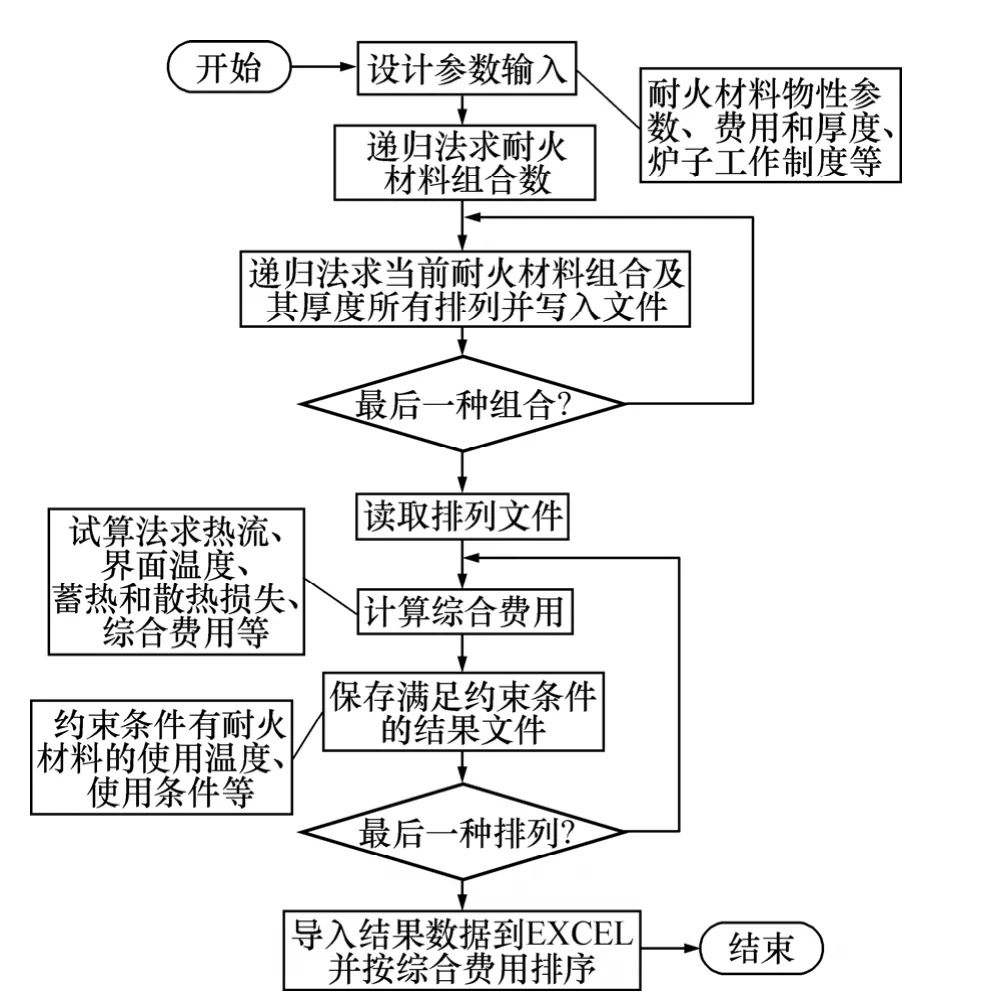
圖1 爐襯優(yōu)化設(shè)計(jì)程序框圖Fig.1 Optimizing procedure of aluminum melting furnace linings

表4 鋁熔煉爐爐襯優(yōu)化結(jié)果Table 4 Optimizing results of aluminum melting furnace linings
式(3)所計(jì)算出的經(jīng)濟(jì)厚度與爐襯組合的計(jì)算機(jī)優(yōu)化結(jié)果有較大的差距,這主要與式(3)中的T2*和T3*有關(guān),即第二層和第三層爐襯材料的最高連續(xù)使用溫度,式(3)中假設(shè)它們分別為1 073 K和673 K,但從爐襯組合優(yōu)化所選用材料性能[12-18]來(lái)看,顯然并不完全符合。因此,鋁熔煉爐爐襯組合的計(jì)算機(jī)優(yōu)化結(jié)果更加真實(shí)合理。
3 鋁熔煉爐爐襯的數(shù)值模擬
3.1 模型的建立及實(shí)現(xiàn)
本文研究的鋁熔煉爐呈圓筒形狀,鋁液位于熔煉爐下部,側(cè)部安裝有蓄熱式燃燒器,如圖2所示。工作時(shí),其中一個(gè)燃燒器用作主煙道,其煙氣流量占總流量的80%,另一部分煙氣則從輔助煙道流出。本文不考慮燃燒器間的換向,只研究單個(gè)燒嘴的燃燒現(xiàn)象。
模型假設(shè)[23-24]:
(1) 結(jié)合鋁熔煉過(guò)程及其特點(diǎn),根據(jù)工程實(shí)際,假設(shè)鋁液不運(yùn)動(dòng),界面無(wú)波動(dòng),忽略鋁液表面的化學(xué)反應(yīng),只考慮鋁液與周邊空氣的輻射和對(duì)流換熱,不考慮鋁液過(guò)熱度。
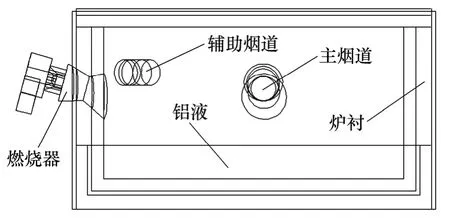
圖2 鋁熔煉爐幾何模型(包括爐襯)Fig.2 Geometry model of aluminum melting furnace with linings
(2) 鋁液上表面均勻覆蓋一層Al2O3,且氧化充分完全,氧化層厚度和發(fā)射率分別假設(shè)為5 mm和0.33。
數(shù)學(xué)模型包括連續(xù)性方程、動(dòng)量方程、能量方程以及化學(xué)組分守恒方程,另外還有湍流模型、燃燒反應(yīng)模型以及輻射模型等。湍流模型采用廣泛使用的標(biāo)準(zhǔn) k-ε模型;使用非預(yù)混燃燒模型來(lái)模擬天然氣和空氣的燃燒反應(yīng);P-1模型用來(lái)模擬爐壁、爐氣及鋁液之間的輻射換熱。吸收系數(shù)假設(shè)符合介于簡(jiǎn)化模型和完全模型之間的WSGGM模型。流固耦合界面處,采用式(4)描述:

式中:λA為鋁液的導(dǎo)熱系數(shù);h為局部對(duì)流換熱系數(shù);Tg為爐氣溫度;Tb為爐壁溫度;Tw為耦合面溫度;ε1為爐氣對(duì)鋁液的系統(tǒng)發(fā)射率;ε2為爐壁對(duì)鋁液的系統(tǒng)發(fā)射率;σ為Stefan-Boltzmann常數(shù)。
爐襯為變物性傳導(dǎo)方程,即

式中:ρ為爐襯密度;cp,Ln為爐襯比熱容;λ為爐襯導(dǎo)熱系數(shù);T為爐襯溫度。
(1) 爐內(nèi)向爐襯傳熱邊界。對(duì)于爐內(nèi)的傳熱過(guò)程涉及了傳熱學(xué)的三類邊界條件,其數(shù)學(xué)描述為

式中:T(z)為爐內(nèi)襯溫度分布;q(z)為爐內(nèi)向爐襯傳遞的熱流;hin為爐氣與爐襯間的綜合換熱系數(shù);Tx,in為內(nèi)襯表面溫度;Tg為爐氣溫度。
(2) 爐襯外壁傳熱邊界。

式中:hout為爐外壁綜合對(duì)流換熱系數(shù);Tx,out為外襯表面溫度。
不考慮液相區(qū)域中對(duì)流現(xiàn)象,則對(duì)于固相區(qū)域和液相區(qū)域來(lái)說(shuō),熱流均以熱傳導(dǎo)方式傳遞,由于存在潛熱,其支配導(dǎo)熱過(guò)程的能量方程如下[25]:

式中:fL為液相率;L為熔化潛熱;cp,Al為鋁液比熱容;ρA為鋁液密度。
由式(8)可見(jiàn),處理潛熱項(xiàng)的關(guān)鍵在于求得液相率fL隨溫度的變化規(guī)律。假設(shè)熔化潛熱在固液兩相區(qū)內(nèi)呈線性釋放,采用等價(jià)比熱法對(duì)潛熱進(jìn)行處理[26]:
式中:c1為固態(tài)鋁比熱容;c2為液態(tài)鋁比熱容;TS為固相溫度;TL為液相溫度;L為熔化潛熱。
由于熔化溫度區(qū)間內(nèi)的導(dǎo)熱過(guò)程不但要受相變潛熱的影響,而且還要受本身組成改變所引起的物理特性變化的影響,所以兩相區(qū)物性參數(shù)為:

式中:xL為液相物性參數(shù);xm為兩相區(qū)物性參數(shù)。
鋁液的初始條件:TAl|τ=0=300 K;空氣質(zhì)量進(jìn)口邊界條件:Mair-inlet=1.871 kg/s,Tair-inlet=823 K,fair-inlet=0;天然氣成分可按標(biāo)準(zhǔn)天然氣成分計(jì),其速度進(jìn)口邊界條件:Unatural-gas-inlet=43.195 m/s,Tnatural-gas-inlet=300 K,fnatural-gas--inlet=1;主煙道和輔助煙道分別為自由出流邊界條件:Omain-flue=0.8,Osecondary-flue=0.2。鋁液和Al2O3等的物性參數(shù)參考文獻(xiàn)[23]。爐襯材料物性參數(shù)參考文獻(xiàn)[12-18]。運(yùn)用FLUENT UDF和FLUENT Scheme混合編程實(shí)現(xiàn)燃燒量的改變、液相率的計(jì)算、鋁液物性參數(shù)改變和保存指定時(shí)刻結(jié)果文件等。當(dāng)液相率達(dá)到100%時(shí),保存結(jié)果文件并退出FLUENT。
3.2 模型驗(yàn)證
由于燃燒器和爐體的尺寸懸殊較大,采用多塊網(wǎng)格結(jié)構(gòu)。考慮計(jì)算資源緊張性和計(jì)算結(jié)果準(zhǔn)確性,對(duì)網(wǎng)格數(shù)和時(shí)間步長(zhǎng)進(jìn)行無(wú)關(guān)性檢驗(yàn),最終選取的網(wǎng)格數(shù)為977 259,時(shí)間步長(zhǎng)為1 s。為了驗(yàn)證模型的可靠性和準(zhǔn)確性,對(duì)某廠的35 t蓄熱式鋁熔煉爐進(jìn)行了熱平衡測(cè)試和數(shù)值模擬。模擬結(jié)果和測(cè)試結(jié)果的對(duì)比列于表5。從表5可以看出,數(shù)值模擬結(jié)果和測(cè)試結(jié)果基本一致,模型較好地反映了鋁熔煉爐燃燒熔煉狀況。
3.3 鋁熔煉爐爐襯的仿真分析
以爐窯工作制度為 40周的爐襯組合計(jì)算機(jī)優(yōu)化結(jié)果為例,運(yùn)用計(jì)算流體力學(xué)軟件FLUENT進(jìn)行仿真計(jì)算。爐襯耐火材料的損壞與熱負(fù)載引起的溫度熱應(yīng)力有關(guān),因此爐襯的溫度分布是爐窯設(shè)計(jì)重要因素。從圖3可以看出,燃燒器和煙道部位溫度較高,應(yīng)使用致密的高氧化鋁質(zhì)的耐火磚防止?fàn)t襯由于長(zhǎng)期的高溫沖蝕而損壞。爐襯溫度的高溫區(qū)域與火焰和煙氣有關(guān):由于受到高溫?zé)煔獾挠绊懀c燃燒器對(duì)面的爐墻區(qū)域溫度較高;爐頂溫度較高區(qū)域位于高溫?zé)煔饣亓鞯氖级耍挥捎诨鹧娴臏囟容^高,且速度也較大,所以鋁液面較高溫度區(qū)域位于和火焰接觸面下方。而假設(shè)鋁液內(nèi)傳熱方式僅有導(dǎo)熱,故爐底的溫度與鋁液面的溫度分布相對(duì)應(yīng)。
通過(guò)對(duì)爐襯中心處的截面溫度分布分析,得到結(jié)果如圖 4。其中,爐頂部位耐火混凝土的工作溫度為899~1 000 K,溫度差為101 K;黏土質(zhì)澆注料的工作溫度為802~899 K,溫度差為97 K;硅酸鋁纖維氈的工作溫度為340~802 K,溫度差為462 K。由于爐墻及爐底部位的耐火材料不同于爐頂,故溫度梯度有所不同。爐墻耐火黏土磚的工作溫度為950~992 K,溫度差為42 K;硅藻土磚的工作溫度為634~950 K,溫度差為316 K;硅酸鋁纖維氈的工作溫度在320~634 K,溫度差為 314 K。爐底高鋁磚的工作溫度在 1 016~1 027 K之間,溫度差為11 K;黏土質(zhì)澆注料的工作溫度在986~1 016 K之間,溫度差為30 K;硅藻土磚的工作溫度在793~986 K,溫度差為193 K。由此可知,爐墻爐底和爐頂?shù)臏囟认陆邓俾视纱蟮叫∫来螢楸貙印⒏魺釋雍湍突饘印囟忍荻容^大將產(chǎn)生較大的溫差應(yīng)力,這是造成爐襯損壞的主要原因。

表5 模擬和測(cè)試結(jié)果對(duì)比Table 5 Comparisons of simulation results and test values for aluminum melting furnace
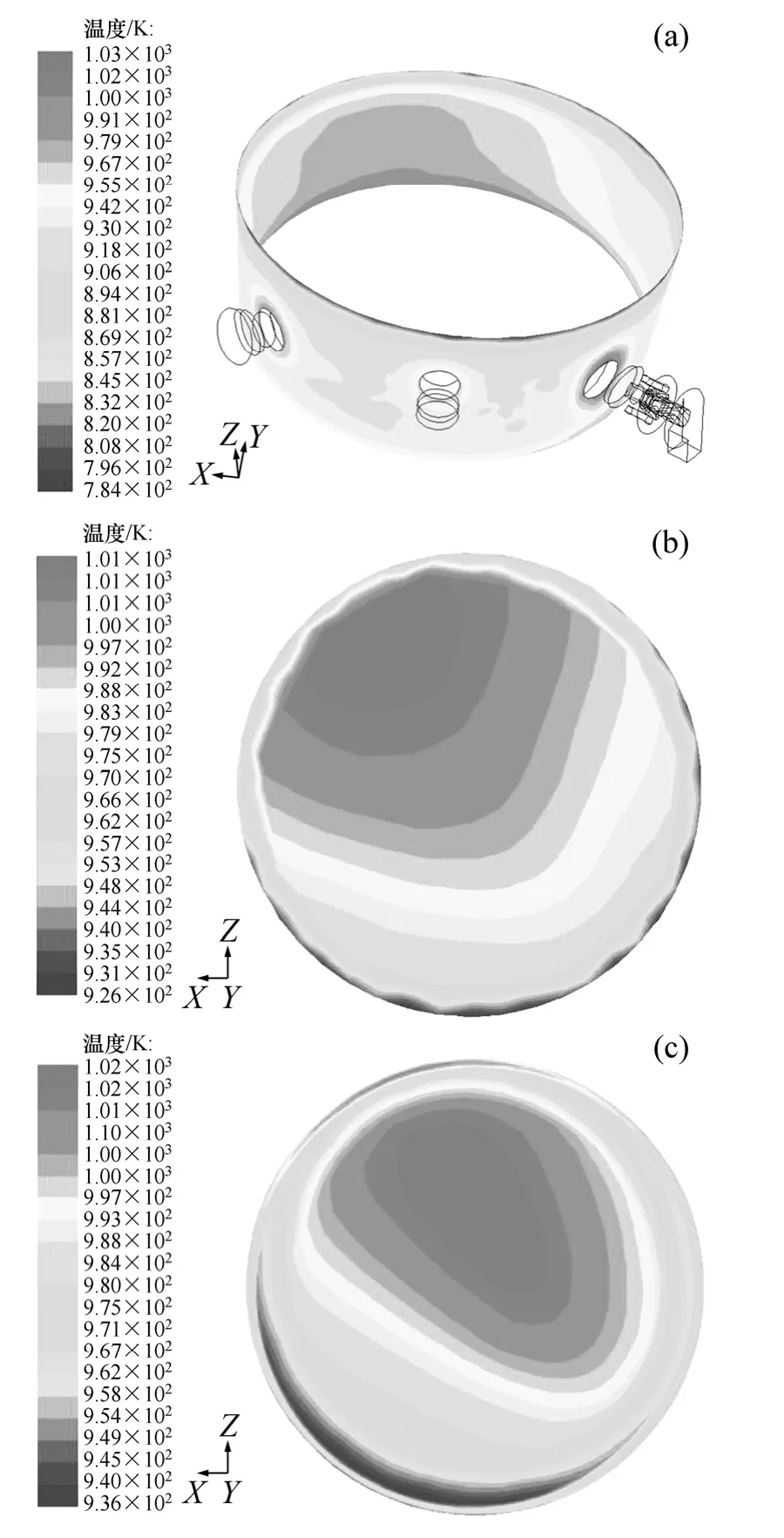
圖3 鋁熔煉爐不同部位爐襯溫度分布Fig.3 Temperature distribution for different parts of aluminum melting furnace linings
從圖5可以看出:爐底溫度遠(yuǎn)大于爐墻溫度和爐頂溫度,這與該鋁熔煉爐采用實(shí)爐底結(jié)構(gòu)和爐底爐襯的物性參數(shù)有關(guān)。當(dāng)液相率達(dá)到某值,燃燒量開(kāi)始隨液相率線性減小,爐膛溫度開(kāi)始降低,故爐體外壁溫度開(kāi)始緩慢上升。隨著燃燒量降低達(dá)到到穩(wěn)定值,爐體外壁溫度又開(kāi)始線性升高。
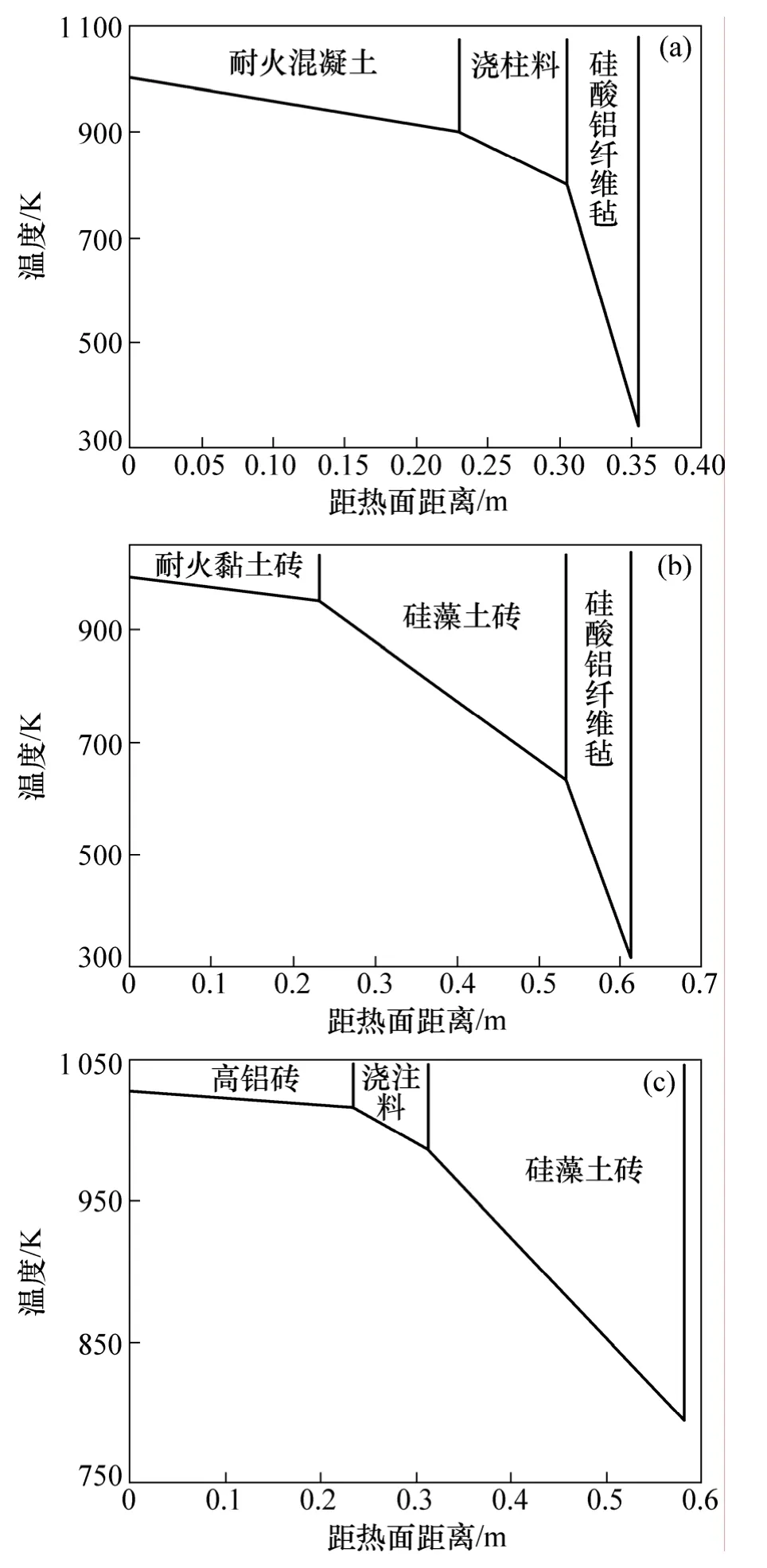
圖4 鋁熔煉爐不同部位爐襯溫度梯度Fig.4 Temperature gradient for different parts of aluminum melting furnace linings
表6所示為鋁熔煉爐爐襯工作制度為40周的優(yōu)化前后仿真結(jié)果比較。從表6可見(jiàn):優(yōu)化前總費(fèi)用為8 218 元/m2,而優(yōu)化后總費(fèi)用為7 076元/m2,節(jié)約了1 142 元/m2,表明爐襯組合的計(jì)算機(jī)優(yōu)化是成功的,可獲得比較理想的經(jīng)濟(jì)效益。由于爐頂外壁溫度高于爐墻外壁溫度,所以爐頂散熱損失大于爐墻散熱損失。
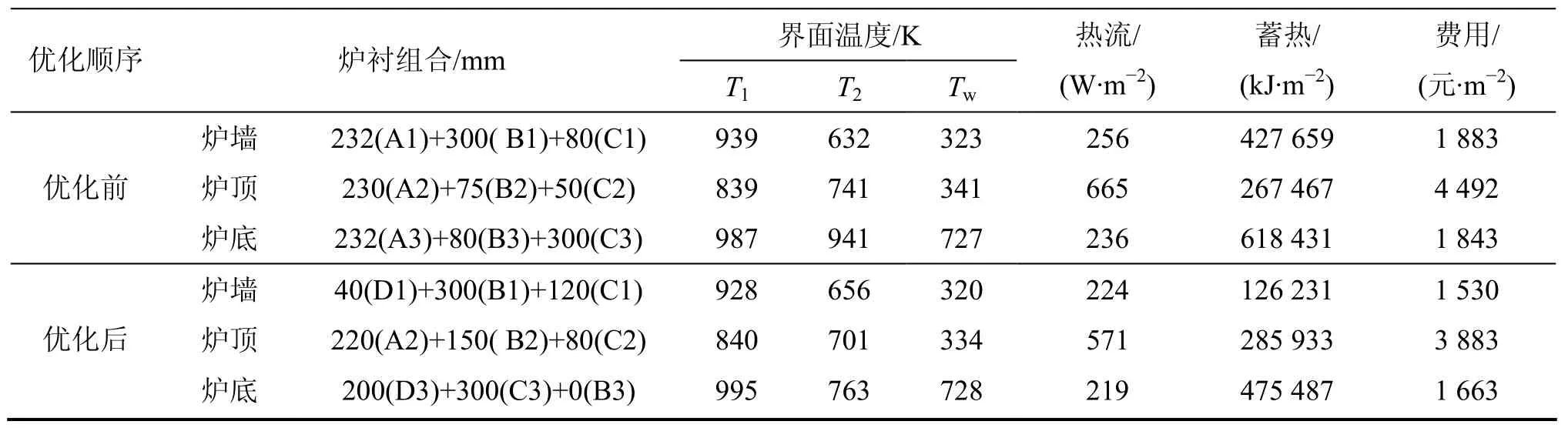
表6 鋁熔煉爐爐襯優(yōu)化前后仿真結(jié)果Table 6 Simulation results for aluminum melting furnace linings of before and after optimization with 40-week working system
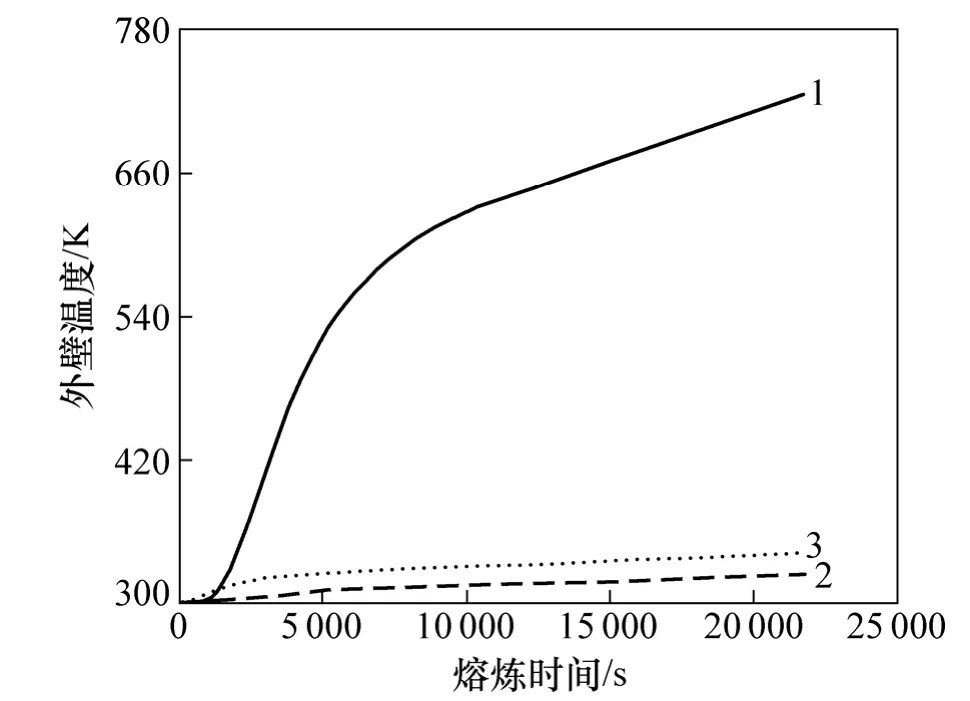
圖5 爐體外壁溫度與熔煉時(shí)間的變化關(guān)系Fig.5 Relationship between outer wall temperature and melting time
4 結(jié)論
(1) 以經(jīng)濟(jì)厚度法為依據(jù),通過(guò)編程實(shí)現(xiàn)爐襯組合的計(jì)算機(jī)優(yōu)化,得到了不同工作制度下的爐窯不同部位的最佳爐襯組合。并以蓄熱式鋁熔煉爐熱平衡測(cè)試為基礎(chǔ),建立鋁熔煉爐數(shù)學(xué)模型,運(yùn)用計(jì)算流體力學(xué)軟件FLUENT對(duì)爐窯工作制度為40周的優(yōu)化前后的爐襯組合進(jìn)行仿真,結(jié)果分析表明爐襯組合的計(jì)算機(jī)優(yōu)化結(jié)果是成功的,可獲得比較理想的經(jīng)濟(jì)效益。
(2) 在爐襯材料相同的情況下,外隔熱時(shí),隨著隔熱的加強(qiáng),其外壁溫度逐漸降低,散熱損失顯著降低,爐墻蓄熱損失逐漸增加。而在內(nèi)隔熱時(shí),散熱和蓄熱都隨著強(qiáng)化隔熱而降低。因此,連續(xù)作業(yè)的爐窯爐襯應(yīng)采用外保溫結(jié)構(gòu),降低散熱損失,而對(duì)于周期作業(yè)的爐窯爐襯則采用內(nèi)保溫結(jié)構(gòu),減少蓄熱損失。另外,可采用熱惰性系數(shù)低的材料來(lái)減少爐窯的惰性,即減少散熱損失和蓄熱損失。
(3) 爐襯的溫度分布是爐窯設(shè)計(jì)重要因素,爐襯的高溫區(qū)域與火焰和煙氣有關(guān),燃燒器和煙道等部位溫度較高,應(yīng)使用致密的高氧化鋁質(zhì)的耐火磚。無(wú)論爐墻還是爐底、爐頂,爐襯溫度梯度由大到小依次為保溫層、隔熱層和耐火層。
[1]王壽增, 顧靜, 苗蔚, 等. 工業(yè)窯爐中幾種爐襯耐火材料結(jié)構(gòu)的傳熱分析[J]. 稀有金屬材料與工程, 2009, 38(S2):1259-1262.WANG Shou-zeng, GU Jing, MIAO Wei, et al. Heat transfer analysis of several industrial furnace lining refractory structures[J]. Rare Metal Materials and Engineering, 2009,38(S2): 1259-1262.
[2]張衛(wèi)軍, 吳雪琦, 陳海耿, 等. 寶鋼4號(hào)高爐爐襯溫度場(chǎng)數(shù)學(xué)模型及分析[J]. 東北大學(xué)學(xué)報(bào): 自然科學(xué)版, 2006, 27(10):1122-1125.ZHANG Wei-jun, WU Xue-qi, CHEN Hai-geng, et al.Mathematical model of temperature field for Baosteel new No.4 blast furnace lining and heat transfer analysis[J]. Journal of Northeastern University: Natural Science, 2006, 27(10):1122-1125.
[3]關(guān)麗坤, 王春香. 轉(zhuǎn)爐爐襯溫度場(chǎng)的有限元分析[J]. 工業(yè)加熱, 2004, 33(6): 14-16.GUAN Li-kun, Wang Chun-xiang. FEM analysis of temperature field for BOF lining[J]. Industrial Heating, 2004, 33(6): 14-16
[4]姚俊峰, 梅熾, 任鴻九, 等. 臥式轉(zhuǎn)爐爐襯溫度場(chǎng)的數(shù)值模擬[J]. 中國(guó)有色金屬學(xué)報(bào), 2000, 10(4): 546-550.YAO Jun-feng, MEI Chi, REN Hong-jiu, et al. Numerical simulation of temperature field in lining of horizontal converter[J]. The Chinese Journal of Nonferrous Metal, 2000,10(4): 546-550.
[5]趙榮新. 熔鋁爐設(shè)計(jì)和爐襯材料的改進(jìn)[J]. 輕合金加工技術(shù),1999, 27(4): 14-18.ZHAO Rong-xin. Design of aluminum melting furnaces and improvement on lining materials[J]. Light Alloy Fabrication Technology, 1999, 27(4): 14-18.
[6]楊尚寶, 楊天鈞, 竇慶和, 等. 高爐爐襯破損調(diào)查與爐體狀態(tài)模型的建立[J]. 鋼鐵, 1998, 33(6): 9-12.YANG Shang-bao, YANG Tian-jun, DOU Qing-he, et al.Investigation of erosion of blast furnace lining and establishment of a model for blast furnace lines[J]. Iron and Steel, 1998, 33(6):9-12.
[7]Parra R, Verdeja L F, Barbes M F. Furnace lining analysis and design by mathematical and physicochemical modeling[C]//International Symposium on Sulfide Smelting. Warrendale: TMS,2006: 561-575.
[8]Gruber D, Andreev K, Harmuth H. FEM simulation of the thermomechanical behaviour of the refractory lining of a blast furnace[J]. Journal of Materials Processing Technology, 2004,155(156): 1539-1543.
[9]Takahashi K, Maruyama M, Ishikawa N. Simulation for loss of electromagnetic stirring force due to the penetrated aluminum into the furnace lining[C]//Light Metals. Warrendale: TMS, 2007:49-58.
[10]華澤錞, 張德信, 高捷. 工業(yè)爐耐熱爐襯[M]. 北京: 化學(xué)工業(yè)出版社, 2007: 15-32.HUA Ze-chun, ZHANG De-xin, GAO Jie. Industrial furnace linings[M]. Beijing: Chemistry Industry Press, 2007: 15-32.
[11]韓小良. 爐襯耐火材料經(jīng)濟(jì)厚度計(jì)算[J]. 工業(yè)加熱, 2000,29(1): 43-46.HAN Xiao-liang. Economic thickness calculation of furnace linings[J]. Industrial Heating, 2000, 29(1): 43-46.
[12]吳德榮, 楊澤耒, 周家驊. 工業(yè)爐及其節(jié)能[M]. 北京: 機(jī)械工業(yè)出版社, 1990: 290-325.WU De-rong, YANG Ze-lei, ZHOU Jia-hua. Industrial furnace and energy saving[M]. Beijing: Machinery Industry Press, 1990:290-325.
[13]梅熾. 有色冶金爐設(shè)計(jì)手冊(cè)[M]. 北京: 冶金工業(yè)出版社,2000: 250-291.MEI Chi. Non-ferrous metallurgical furnace handbook[J].Beijing: Metallurgy Industry Press, 2000: 250-291.
[14]王秉銓. 工業(yè)爐設(shè)計(jì)手冊(cè)[M]. 北京: 機(jī)械工業(yè)出版社, 1996:280-341.WANG Bing-quan. Industrial furnace handbook[M]. Beijing:Machinery Industry Press, 1996: 280-341.
[15]李紅霞. 耐火材料手冊(cè)[M]. 北京: 冶金工業(yè)出版社, 2007:766-810.LI Hong-xia. Refractories handbook[M]. Beijing: Metallurgy Industry Press, 2007: 766-810.
[16]劉麟瑞, 林彬蔭. 工業(yè)窯爐用耐火材料手冊(cè)[M]. 北京: 冶金工業(yè)出版社, 2001: 10-35.LIU Lin-rui, LIN Bin-yin. Handbook of industrial furnace refractories[M]. Beijing: Metallurgy Industry Press, 2001:10-35.
[17]中國(guó)建材在線.材料市場(chǎng)價(jià)[DB/OL].[ 2010.11.29].http://www.jc.net.cn.China building materials online. Material price[DB/OL].[ 2010.11.29].http://www.jc.net.cn.
[18]中國(guó)預(yù)算網(wǎng).爐窯砌筑工程定額[DB/OL].[ 2010.11.29].http://www.yusuan.com.China budget network. Quota of brick works for industrial furnaces[DB/OL]. [ 2010.11.29].http://www.yusuan.com.
[19]陳福有, 李廣志. 工業(yè)爐爐墻經(jīng)濟(jì)厚度的確定[J]. 本鋼技術(shù),2001, 40(7): 8-10.CHEN Fu-you, LI Guang-zhi. Economic thickness of industrial furnace[J]. Bengang Technology, 2001, 40(7): 8-10.
[20]胡景川. 爐襯材料合理組合的研究[J]. 能源工程, 1983, 3(1):33-37.HU Jing-chuan. Rational combination of furnace linings[J].Energy Engineering, 1983, 3(1): 33-37.
[21]劉寶慶, 陳磊, 于江美. 鋁合金熔煉熱工學(xué)分析及能耗效益對(duì)比[J]. 節(jié)能, 2006, 285(4): 17-18.LIU Bao-qing, CHEN Lei, YU Jiang-mei. Thermal analysis and energy efficiency comparisons of aluminum melting[J]. Energy Conservation, 2006, 285(4): 17-18.
[22]盧開(kāi)澄, 盧華明. 組合數(shù)學(xué)[M]. 北京: 清華大學(xué)出版社, 2002:1-64.LU Kai-cheng, LU Hua-ming. Combinatorics[M]. Beijing:Tsinghua University Press, 2002: 1-64.
[23]Nieckele A O, Naccache M F, Gomes M S P. Numerical modeling of an industrial aluminum melting furnace[J]. Journal of Energy Resources Technology, 2004, 126(1): 72-81.
[24]Alchalabi R, Meng F, Peel A. Furnace operation optimization via enhanced bath circulation: technologies for production increase and dross reduction[C]//Light Metals. Warrendale: TMS, 2002:739-746.
[25]張仁遠(yuǎn). 相變材料與相變儲(chǔ)能技術(shù)[M]. 北京: 科學(xué)出版社,2009: 199-349.ZHANG Ren-yuan. PCM and latent thermal energy storage[M].Beijing: Science Press, 2009: 199-349.
[26]許光明, 李興剛, 崔建忠. 液固相鋁-不銹板復(fù)合軋制溫度場(chǎng)的模擬計(jì)算[J]. 鋼鐵研究學(xué)報(bào), 2000, 12(4): 19-22.XU Guang-ming, LI Xin-gang, CUI Jian-zhong. Simulation of temperature field for liquid-solid composite rolling of stainless steel/aluminum[J]. Journal of Iron and Steel Research, 2000,12(4): 19-22.
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
今日農(nóng)業(yè)(2020年16期)2020-12-14 15:04:59
消費(fèi)導(dǎo)刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(shù)(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
