智能焊接在線監(jiān)測系統(tǒng)設(shè)計
2012-07-31 08:05:48孫紅艷凌志浩
上海電機學(xué)院學(xué)報 2012年4期
關(guān)鍵詞:系統(tǒng)
孫紅艷, 凌志浩
(華東理工大學(xué) 信息科學(xué)與工程學(xué)院,上海200237)
焊接技術(shù)是19世紀(jì)末期、20世紀(jì)初期發(fā)展起來的一種重要的金屬加工工藝。由于它具有一系列技術(shù)上和經(jīng)濟上的優(yōu)越性,目前已發(fā)展成為一門獨立的學(xué)科,被廣泛應(yīng)用于航空、航天、原子能、化工、造船、電子技術(shù)、建筑、交通、電力、機械制造等工業(yè)部門[1]。然而,目前國內(nèi)焊接裝置及系統(tǒng)的自動化水平較低,焊接作業(yè)的生產(chǎn)管理、質(zhì)量監(jiān)督與監(jiān)測沒有實現(xiàn)數(shù)字化,工藝和質(zhì)檢人員難以實時監(jiān)控焊接作業(yè)過程,只能在焊接完成后檢驗焊接產(chǎn)品是否合格,故造成大量生產(chǎn)過程中的數(shù)據(jù)分散、無法隨時跟蹤、分析,各類焊接參數(shù)可追溯性差[2]。為了提高焊接質(zhì)量,本文設(shè)計了一套遠程智能焊接在線監(jiān)測系統(tǒng),實現(xiàn)了焊接過程的參數(shù)與焊接材料信息的數(shù)字化,通過建立的專用數(shù)據(jù)庫可以實現(xiàn)對焊接質(zhì)量的實時監(jiān)控。該系統(tǒng)既推進了焊接裝備和焊接工藝的智能化,又提高了其產(chǎn)品和服務(wù)的附加值,并大幅度減少了焊接質(zhì)量問題,使焊接行業(yè)朝著信息化、集成化發(fā)展,達到高效生產(chǎn),智能制造。
1 系統(tǒng)總體結(jié)構(gòu)
本文研究中的焊接過程是對轉(zhuǎn)動的圓形工件外圍進行均勻焊接。
焊接過程信息能夠反映焊接過程的穩(wěn)定性和焊接質(zhì)量的好壞[3]。電弧焊接中的電參數(shù)(電弧電壓U和焊接電流I)包含了表征焊接過程質(zhì)量的信息[4]。此外,工件的轉(zhuǎn)動速度也會對焊接質(zhì)量造成一定的影響。因此,需要對焊接電壓、電流和工件轉(zhuǎn)速進行檢測。
智能焊接在線監(jiān)測系統(tǒng)主要包括以下部分:
(1)數(shù)據(jù)采集和處理設(shè)備。采用霍爾電流互感器、電壓隔離柵及轉(zhuǎn)速傳感器采集和處理信號,使電壓、電流和轉(zhuǎn)速等信號轉(zhuǎn)化為量程一定的模擬量。
(2)ZigBee無線通信模塊。由無線終端接收經(jīng)過處理后的焊接電壓、電流和工件轉(zhuǎn)速信號,并通過無線通信方式發(fā)送給無線網(wǎng)絡(luò)適配器。
(3)上位機服務(wù)軟件。上位機讀取無線網(wǎng)絡(luò)適配器,實時顯示現(xiàn)場焊接過程,實現(xiàn)在線監(jiān)測和報警功能,并形成報表和歷史數(shù)據(jù)庫。
整體系統(tǒng)構(gòu)架如圖1所示。
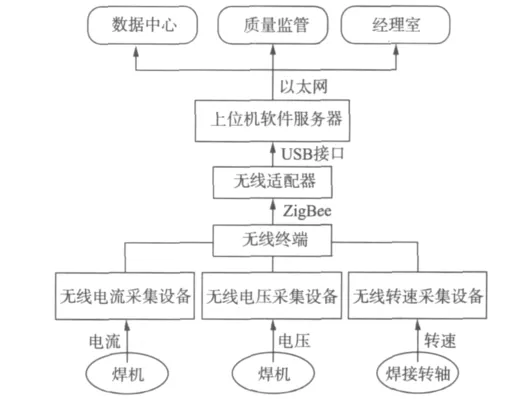
圖1 系統(tǒng)整體構(gòu)架Fig.1 System overall structure
2 硬件設(shè)計方案
系統(tǒng)硬件主要包含數(shù)據(jù)采集模塊和無線通信模塊。
2.1 數(shù)據(jù)采集
硬件設(shè)計主要包括無線電壓、電流采集設(shè)備和無線速度采集設(shè)備。其中,無線電壓、電流采集設(shè)備硬件框圖如圖2所示。

圖2 無線數(shù)據(jù)采集設(shè)備Fig.2 Wireless data collector
系統(tǒng)輸入標(biāo)準(zhǔn)的220V交流電,通過一個標(biāo)準(zhǔn)的導(dǎo)軌式電源轉(zhuǎn)成直流24V,為3個部分供電:① 為給隔離柵供電;② 通過DC-DC電源模塊轉(zhuǎn)成±15V,為電流互感器供電;③ +15V為無線適配器供電。
2.2 無線通信
經(jīng)過信號處理后,焊接電源電流、電壓及工件轉(zhuǎn)速皆轉(zhuǎn)化為0~10V的電壓信號。在焊接現(xiàn)場采用無線數(shù)據(jù)發(fā)送設(shè)備Sipai模擬量適配器。其含有4路0~10V的模擬量輸入,能滿足本項目需求;模擬量適配器通過ZigBee協(xié)議將數(shù)據(jù)以無線通信方式發(fā)送給上位機處的Sipai的USB適配器。由USB適配器將接收到的數(shù)據(jù)傳送給上位機。
3 軟件設(shè)計
為實現(xiàn)良好的數(shù)據(jù)實時監(jiān)控界面和數(shù)據(jù)存儲和讀取,本文采用一款國產(chǎn)組態(tài)軟件——組態(tài)王。該軟件可以方便地實現(xiàn)畫面的動態(tài)顯示,生成數(shù)據(jù)報表。為讀取下位機發(fā)送過來的數(shù)據(jù),采用VC++編程實現(xiàn)用于過程控制的對象連接與嵌入(Object Linking and Embedding(OLE)for Process Control,OPC)服務(wù)器的功能,對數(shù)據(jù)進行讀取和處理,使組態(tài)王可以讀取OPC服務(wù)器中的數(shù)據(jù)。軟件系統(tǒng)圖如圖3所示。
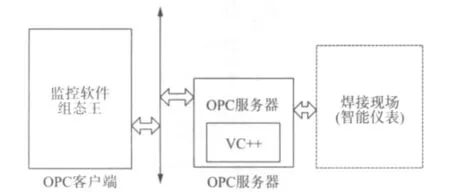
圖3 軟件系統(tǒng)圖Fig.3 Software system
3.1 OPC數(shù)據(jù)服務(wù)器設(shè)計
根據(jù)項目需要,OPC服務(wù)器包括串口通信模塊、通信管理模塊與OPC標(biāo)準(zhǔn)接口模塊。
3.1.1 串口通信模塊 主要用于數(shù)據(jù)傳輸。USB網(wǎng)絡(luò)適配器與計算機連接,相當(dāng)于一個虛擬串口設(shè)備。該模塊主要完成讀取串口數(shù)據(jù)的功能。在進行串口數(shù)據(jù)傳輸時,需要制定通信協(xié)議。幀格式設(shè)置為無奇偶檢驗位,8位數(shù)據(jù)位,1位停止位,波特率為9 600bit/s[5]。
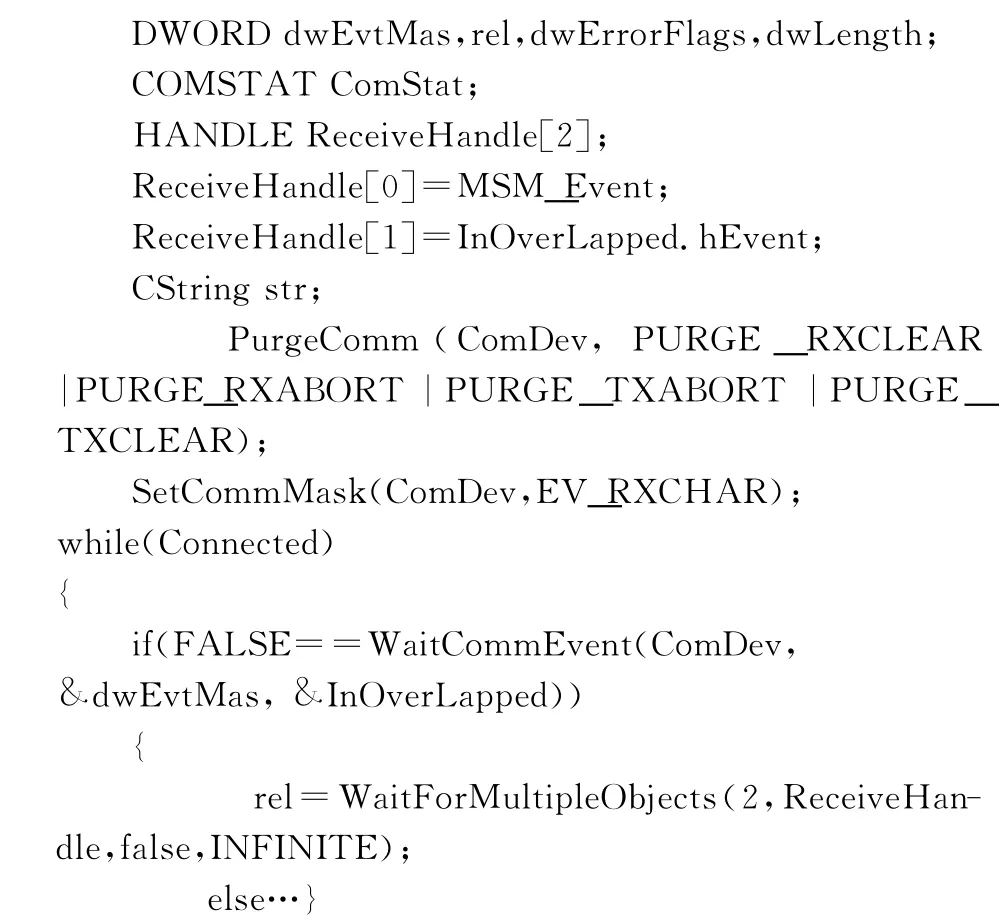
為使系統(tǒng)具有更好的響應(yīng)性和高效性,本設(shè)計中開啟數(shù)據(jù)接收線程進行串口通信,使串口通信與OPC、組態(tài)王之間的通信可以同時進行,減少了系統(tǒng)的等待時間[6]。一般通信控件提供2種處理串口通信的方法[7]:查詢法和事件驅(qū)使法。系統(tǒng)中,采用事件驅(qū)使法現(xiàn)。當(dāng)串口接收到任何數(shù)據(jù)時,將觸發(fā)EV_RXCHAR事件。接收數(shù)據(jù)線程主要程序如下:
數(shù)據(jù)接收流程圖如圖4所示[8]。
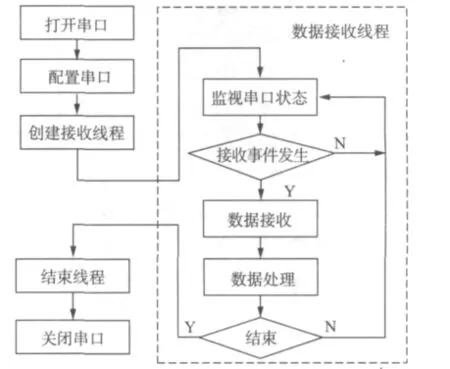
圖4 數(shù)據(jù)接收流程圖Fig.4 Data receiving flow chart
3.1.2 通信管理模塊 OPC服務(wù)器需要通過OPC接口與客戶端應(yīng)用程序進行交互,也需要對智能儀表進行數(shù)據(jù)存取操作。通信管理模塊解決數(shù)據(jù)讀寫和存儲問題,使客戶端可以方便地調(diào)用數(shù)據(jù)。數(shù)據(jù)幀經(jīng)USB適配器傳來后,需要進行分析、轉(zhuǎn)換等操作,從而得到所需要的數(shù)據(jù)。數(shù)據(jù)按照規(guī)定的幀格式傳輸,每幀都包含電流、電壓、轉(zhuǎn)速數(shù)據(jù)信息,以16進制形式表示。上位機接收到數(shù)據(jù)后,分離出其中的數(shù)據(jù)位,創(chuàng)建標(biāo)簽并更新,使組態(tài)王軟件可以實時獲取焊接現(xiàn)場的數(shù)據(jù)。
3.1.3 OPC標(biāo)準(zhǔn)接口模塊 OPC數(shù)據(jù)服務(wù)器的設(shè)計與實現(xiàn)比較復(fù)雜,而在軟件開發(fā)過程中存在著共性。為了縮短開發(fā)周期并提高系統(tǒng)的可靠性,可以使用商用OPC數(shù)據(jù)訪問服務(wù)器開發(fā)工具來開發(fā)[9]。OPC服務(wù)器開發(fā)工具將技術(shù)細(xì)節(jié)隱藏起來,使開發(fā)OPC服務(wù)器任務(wù)的核心轉(zhuǎn)移到數(shù)據(jù)采集和優(yōu)化處理上,快速開發(fā)工具通常為用戶提供動態(tài)鏈接庫(Dynamic Link Library,DLL),而DLL中包含了應(yīng)用程序編程接口(Application Programming Interface,API)函數(shù)集合,通過調(diào)用API函數(shù)就可以完成開發(fā)。快速開發(fā)工具雖然缺少靈活性,但通常可滿足多數(shù)用戶的需求,而且為工業(yè)控制軟件的設(shè)計與集成提供了便利。隨著OPC本身不斷改進,擁有較強的生命力,在國內(nèi)外應(yīng)用越來越廣泛[10]。
本文采用 Win-tech提供的OpcServer開發(fā)包——WtopcSvr開發(fā)包。WtopcSvr開發(fā)包并不是一個OPC服務(wù)器,用戶必須對它進行包裝,使得在WtopcSvr開發(fā)包基礎(chǔ)上建立的應(yīng)用程序成為一個OPC服務(wù)器。如果按功能劃分,OPC服務(wù)器開發(fā)工具的編程接口有OPC服務(wù)器瀏覽地址空間的屬性管理,實時讀寫管理,還有啟動、注冊、停止等功能管理,OPC數(shù)據(jù)服務(wù)器開發(fā)工具的設(shè)計工作需要完成上述基本功能[11]。
在OPC開發(fā)工具包中,WtopcSvr.dll動態(tài)鏈接庫封裝了OPC數(shù)據(jù)訪問規(guī)范所定義的COM和實現(xiàn)內(nèi)容。使用WtopcSvr進行OPC服務(wù)器開發(fā),其過程如下[12]:① 生成CLSID,通過注冊函數(shù)將服務(wù)器的CLSID等信息填寫到注冊表中;② 注冊服務(wù)器;③ 創(chuàng)建過程標(biāo)簽;④ 創(chuàng)建動態(tài)標(biāo)簽;⑤ 注冊回調(diào)函數(shù)調(diào)用;⑥ 更新數(shù)據(jù)標(biāo)簽;⑦ 注銷服務(wù)器。
3.2 上位機軟件設(shè)計
為了提高焊接質(zhì)量,加強焊工資質(zhì)管理,本文提出了以下軟件需求:① 實現(xiàn)每臺焊機實時電流、電壓、工件轉(zhuǎn)速測量和顯示;② 完成電流、電壓、轉(zhuǎn)速實時曲線和歷史曲線的繪制;③ 實現(xiàn)電流、電壓、轉(zhuǎn)速值報警指示;④ 實現(xiàn)數(shù)據(jù)庫記錄和查詢;⑤ 根據(jù)要求生成報表。
軟件功能主要包括以下部分:
(1)實時監(jiān)控系統(tǒng)。實時顯示出任何一臺焊機的電流、電壓、工件轉(zhuǎn)速,并實時繪制曲線。
組態(tài)王作為OPC的客戶端,提供標(biāo)準(zhǔn)的OPC接口,實現(xiàn)與OPC數(shù)據(jù)訪問服務(wù)器的通信,采集底層數(shù)據(jù)[13]。首先運行已經(jīng)建立好的OPC服務(wù)器,再啟動組態(tài)王,打開組態(tài)王工程管理,創(chuàng)建工程項目,在設(shè)備選項中選擇OPC服務(wù)器項,添加正在運行的OPC服務(wù)器,并進行相關(guān)設(shè)置。然后定義變量,在數(shù)據(jù)庫/數(shù)據(jù)詞典中根據(jù)需要新建變量,設(shè)置變量名、類型、連接設(shè)備(選擇正在運行的OPC服務(wù)器)和寄存器(創(chuàng)建的OPC標(biāo)簽)。從而實現(xiàn)了組態(tài)王和OPC的數(shù)據(jù)交換。
(2)焊接參數(shù)設(shè)置及報警系統(tǒng)。主要根據(jù)工藝規(guī)定的要求,當(dāng)選擇好工藝卡號后,自動設(shè)置報警的上、下限;并能輸入焊工的工號和資質(zhì),記錄焊工的信息。如果某一臺焊機的焊接電壓、電流或轉(zhuǎn)度超過工藝規(guī)定的要求,則實時報警,并查詢歷史報警記錄。
(3)歷史數(shù)據(jù)庫查詢。能夠查詢以往任何一天的焊接電流、電壓、工件、焊接線能量、焊工等信息,并繪制出電流、電壓歷史曲線圖。
組態(tài)王提供SQL訪問功能。為了實現(xiàn)歷史數(shù)據(jù)可追溯性,采用Access數(shù)據(jù)庫作為存儲數(shù)據(jù)。在access里創(chuàng)建數(shù)據(jù)庫history.mdb,在其中建立列表,并添加時間、電流、電壓、轉(zhuǎn)速等字段。相應(yīng)地,在組態(tài)王工程瀏覽器左側(cè)的工程目錄顯示區(qū)內(nèi)選擇SQL訪問管理器,創(chuàng)建表格模板和記錄體,使名稱、字段等與建立的Access對應(yīng)。向數(shù)據(jù)庫中添加記錄、刪除記錄,均可以通過SQL語言來實現(xiàn)[14]。
(4)分析和報表系統(tǒng)。生成日報表、月報表、季度報表、年報表等。
4 結(jié) 語
該遠程無線智能焊接在線監(jiān)測系統(tǒng)通過無線傳感器網(wǎng)絡(luò)獲得實時生產(chǎn)制造信息,解決焊接質(zhì)量實時跟蹤控制和可追溯問題,并已經(jīng)成功應(yīng)用于焊接工藝中。采用OPC技術(shù),使系統(tǒng)的再開發(fā)性增強。向下可與現(xiàn)場總線系統(tǒng)、以太網(wǎng)、DCS/PLC等通信;向上可以添加更多應(yīng)用程序[15]。在本系統(tǒng)的基礎(chǔ)上,可以逐步擴展成一個信息化管理平臺,實現(xiàn)高效生產(chǎn)、智能制造的數(shù)字化焊接車間。
[1] 潘際鑾.展望21世紀(jì)焊接科研[J] .中國機械工程,2001(1):21-25.
[2] 惠媛媛.淺析焊接產(chǎn)業(yè)的發(fā)展與展望[J] .企業(yè)技術(shù)開發(fā),2011,30(18):77-78.
[3] 羅 怡,伍光鳳,李春天.Choi-Williams時頻分布在CO2焊接電信號檢測中的應(yīng)用[J] .焊接學(xué)報,2008,29(2):101-103.
[4] 顧小燕,李志勇,王 耀.基于電信號多元統(tǒng)計的GMAW焊接質(zhì)量分析方法[J] .焊接,2008(12):48-51.
[5] 劉文君.基于LabVIEW的計算機與單片機串口通信系統(tǒng)[J] .中國教育技術(shù)裝備,2012(6):114-115.
[6] 李 晶.工業(yè)遠程控制系統(tǒng)中OPC服務(wù)器的開發(fā)[D] .南京郵電大學(xué):測試計量技術(shù)及儀器,2006:18-20.
[7] 王中生,曹 梅.基于ZigBee的串口監(jiān)控軟件設(shè)計與實現(xiàn)[J] .電子設(shè)計工程,2011,14(7):13-15.
[8] 龔建偉,熊光明.Visual C++/Turbo C串口通信編程實踐[M] .北京:電子工業(yè)出版社,2004:116-118.
[9] 林 躍.OPC數(shù)據(jù)服務(wù)器開發(fā)工具研究與實現(xiàn)[J] .自動化儀表,2001,22(9):7-9.
[10] 于松田,鄧衛(wèi)偉,房紀(jì)濤.OPC控制技術(shù)的研究和發(fā)展[J] .中國科技博覽,2009,13(9):275-276.
[11] 張立業(yè),劉昌盛,朱信接.OPC技術(shù)研究[J] .科學(xué)決策,2008(12):172.
[12] Win-tech Software Corporation.WTOPCSvr.dll用 戶手冊[M] .ISA,USA:Win-tech Software Co.,2005.
[13] 鄭豐收,李艾華,歐 健,等.基于OPC的門禁控制系統(tǒng)[J] .計算機與現(xiàn)代化,2012(1):173-175,180.
[14] 北京亞控科技發(fā)展有限公司.組態(tài)王6.5初級培訓(xùn)教程[EB/OL] .[2007-05-28] .http://www.kingview.com/download/index.asp
[15] 楊 珍.OPC技術(shù)研究現(xiàn)狀及其應(yīng)用[J] .上海工程技術(shù)大學(xué)學(xué)報,2008,22(1):74-78.
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
