激光加工中切割PZT陶瓷的時序設計
2012-08-08 10:23:12張文斌靳衛(wèi)國連軍莉楊松濤
電子工業(yè)專用設備 2012年11期
關鍵詞:晶片
張文斌,靳衛(wèi)國,連軍莉,楊松濤
(中國電子科技集團公司第四十五研究所,北京 101601)
得益于近年來激光技術的不斷發(fā)展,在工業(yè)生產加工領域中,由于激光具有高亮度、高方向性、高單色性和高相干性四大特性,激光加工帶來了一些其它加工方法所不具備的特性:可控性強、能量穩(wěn)定集中、光束方向性好、光束細等,是新型陶瓷切割處理的理想工具[1]。但隨著激光加工領域的不斷拓展和客戶需求的不斷更新,不同材料對激光加工工藝的要求越來越具有針對性,因此要求激光加工設備中軟件控制系統(tǒng)應更好地滿足客戶新的加工工藝需求,對此,本文介紹了一種針對激光加工設備切割無街區(qū)PZT陶瓷的時序設計方法,并在設備上進行了切割實驗,效果良好。
1 軟件主體控制時序
該型激光加工設備是應用紫外激光束,經激光聚焦導光系統(tǒng)產生聚焦光斑,通過控制激光通斷與移動工作臺來對晶片進行直線切割。其中,軟件控制系統(tǒng)主要通過圖像視覺模塊完成晶片位置中心和晶片整體偏轉角度的提取,并依據(jù)提取到的晶片數(shù)據(jù),結合對晶片切割參數(shù)的設置,來對晶片的偏轉角度進行校正,然后通過設置切割起點來計算得到每條切割線的切割數(shù)據(jù),最后控制工作臺運動,對PZT陶瓷進行直線切割。
本軟件系統(tǒng)主要由機器視覺模塊、運動控制模塊和激光器控制模塊組成。機器視覺模塊用來處理CMOS攝像頭提取到的工作臺圖像;運動控制模塊用來控制工作臺xy軸、旋轉θ向電機以及z向電機運動;激光器控制模塊用來控制激光器重復頻率、功率百分比以及電流大小的設定,三個模塊共同配合來完成PZT陶瓷晶片的切割。
在整個軟件系統(tǒng)的啟動階段,主要完成機器視覺模塊、運動控制模塊和激光器模塊的初始化工作,之后需要將工作臺移動至上片位,把貼好膜的PZT陶瓷晶片放置于工作臺中心,完成上片之后,需要根據(jù)PZT陶瓷晶片的規(guī)格參數(shù)來編輯并設置激光加工參數(shù)(這些參數(shù)主要包括:PZT陶瓷晶片的長、寬、橫向/縱向切割道的間距等)。
以上操作完成之后,便需要對PZT陶瓷晶片的加工流程進行新的時序設計,以提取充足的晶片信息來完成對切割數(shù)據(jù)的計算。
2 切割PZT陶瓷的時序設計
切割PZT陶瓷的前期控制流程主要包括:晶片位置中心的識別、晶片整體偏轉角度的識別與校正、以及切割街區(qū)的設定,然后開始晶片的自動切割。時序設計步驟如圖1所示。
根據(jù)時序設計步驟,設計軟件主控制流程圖,如圖2所示。
2.1 識別晶片中心及偏轉角度
用來獲取PZT陶瓷晶片的位置中心以及整體縱向偏轉角度,主要通過圖像處理技術得到所需結果。
由于晶片在手動放置到承片臺上以后,晶片的縱向邊緣與工作臺的橫向水平線存在一定的偏轉角度,并不完全垂直,需要將晶片縱向邊緣校正到與工作臺橫向水平線垂直的角度,初始的晶片位置如圖3所示。
其功能利用圖像處理技術對初始晶片位置的縱向邊緣與工作臺橫向水平線的偏轉角度進行識別,并根據(jù)識別結果,控制工作臺進行旋轉,來完成對晶片偏轉角度的初步校正,校正后的晶片位置如圖4所示。
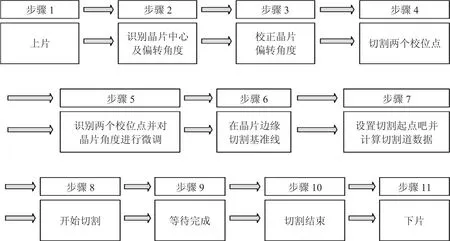
圖1 切割PZT陶瓷的時序設計
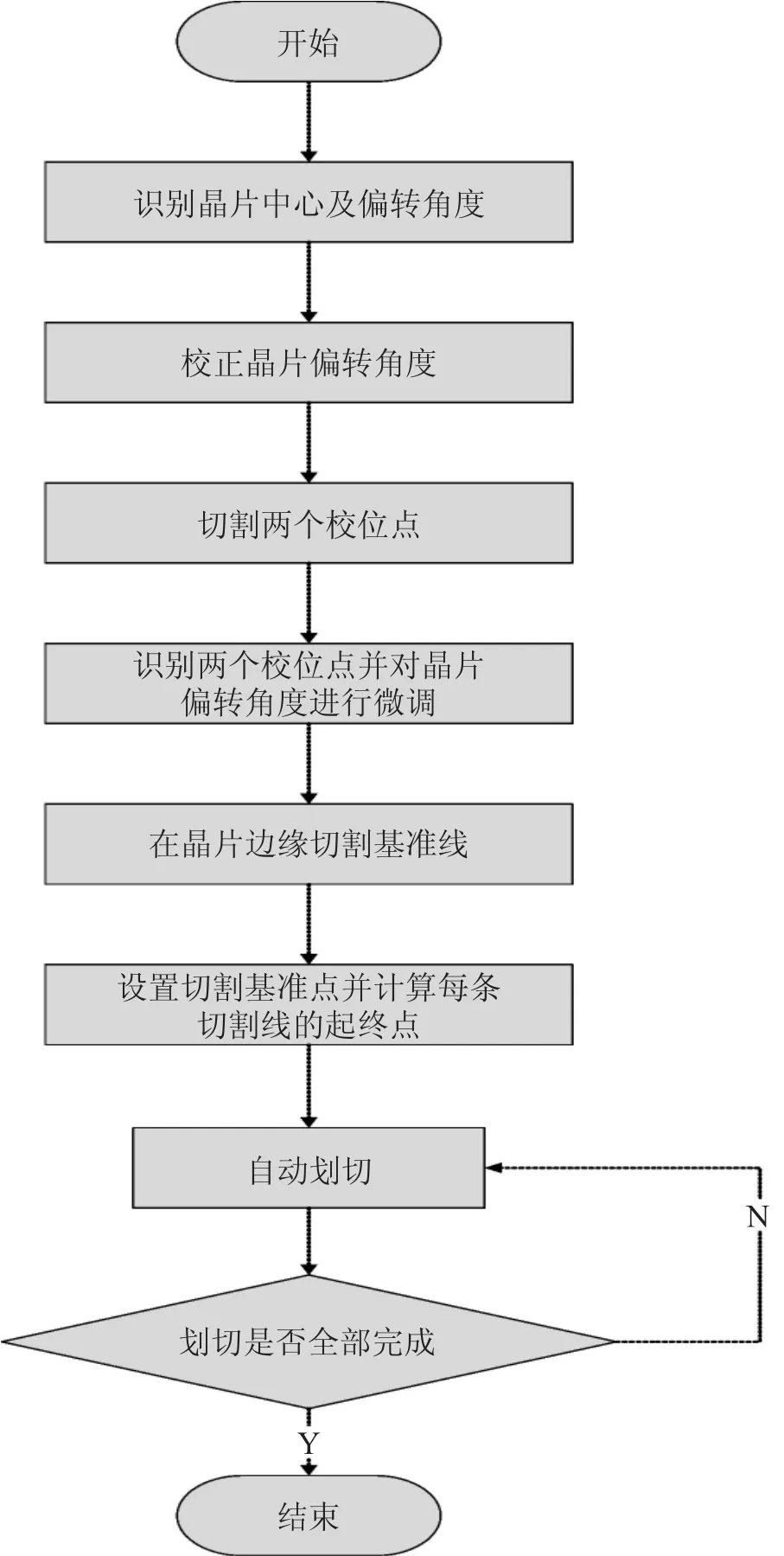
圖2 切割PZT陶瓷的軟件主流程圖
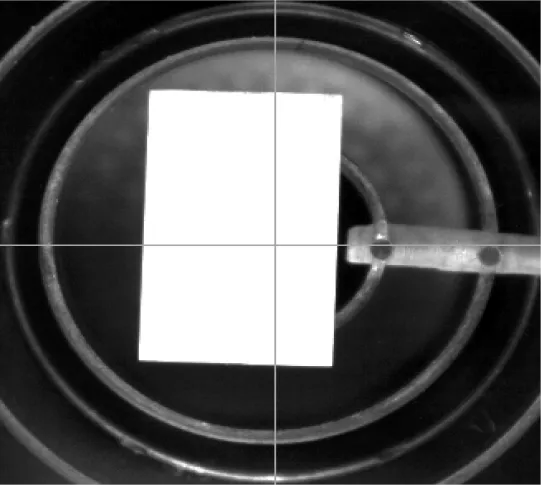
圖3 初始的晶片位置
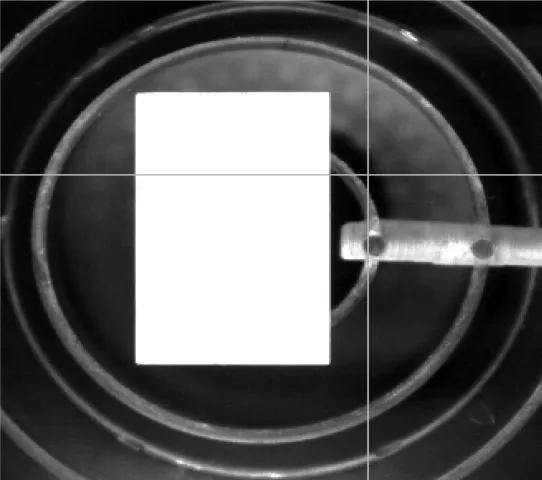
圖4 校正后的晶片位置
然后,再通過圖像處理技術,提取晶片的像素中心,并通過數(shù)學轉換,得到該晶片中心的實際物理坐標,為下一步的工作做好準備。
2.2 切割校位點并進行圖像識別
在完成初步的旋轉校位之后,本可以直接設置橫向劃切起點,并計算每條切割道的起終點數(shù)據(jù)坐標,但由于PZT陶瓷在正面切割完成之后,還需要在背面進行切割,為了保證正反面切割線的位置偏移能夠滿足客戶的需求,所以,在第二步,需要在晶片的兩個邊角處切割兩個校位點,并經過圖像處理,分別提取兩個校位點的像素坐標,在經過數(shù)學轉換以后,得到兩個校位點的實際物理坐標,然后根據(jù)這兩個校位點的實際物理坐標計算得到兩個校位點的角度偏移,再次對晶片的偏轉角度進行一次微調,切割校位點的實際結果,如圖5所示。
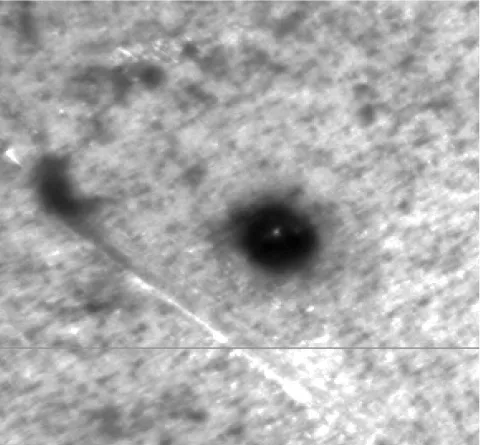
圖5 晶片上切割的校位點
2.3 切割基準對位線
通過多次對PZT陶瓷晶片外形的比較與測量,發(fā)現(xiàn)其邊緣的整齊度并不理想,所以不能將其邊緣作為橫向切割起點的標志位。根據(jù)以往的激光加工的經驗,決定在晶片的橫向及縱向邊緣位置分別切割一條直線作為正反兩面切割的基準對位線,這樣一來,就避免了因晶片邊緣不整齊,可能導致的正反兩面切割線的位置偏差較大的問題。
2.4 設定橫向/縱向切割起點
在通過上述步驟獲取到晶片位置的中心并對晶片偏轉角度進行兩次校正之后,就可以根據(jù)上一步切割的基準對位線來設定晶片的橫向/縱向切割起點。在將基準對位線設為切割起點的過程之后,軟件自動計算每條切割線的起終點坐標,并進行保存,以方便在激光加工過程中調用。
2.5 自動切割
以上步驟完成之后,就可以根據(jù)計算得到的晶片每一條切割線的坐標數(shù)據(jù),來開始晶片的自動切割。在加工過程中,軟件自動判斷切割是否全部結束,如果切割完成,則退出自動切割功能模塊。
3 結果分析
通過上述設計并編程實現(xiàn),上機調試完成之后,為了確保激光加工的精度與穩(wěn)定性,以一片PZT陶瓷作為實驗晶片,將其放置于承片臺上并保持位置和偏轉角度不變,分別進行了12次實驗,并將通過圖像處理得到的晶片整體偏轉角度(晶片整體縱向邊緣與工作臺橫向水平線之間的夾角)與中心點的位置作了記錄,如表1所示。
對于表1中偏轉角度、晶片中心位置分別按照下面公式求取平均值:
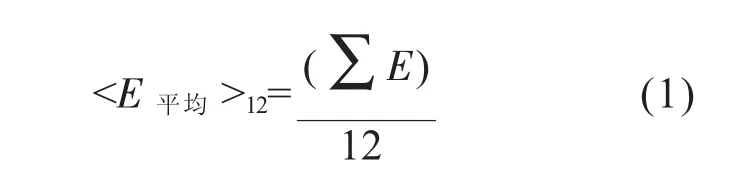
得出的結果分別為 91.044°、(76.136 mm,76.405 mm)。
通過表1中記錄得到的晶片整體偏轉角度以及晶片中心位置,通過下面的公式計算其最大角度偏差和最大位置偏差,
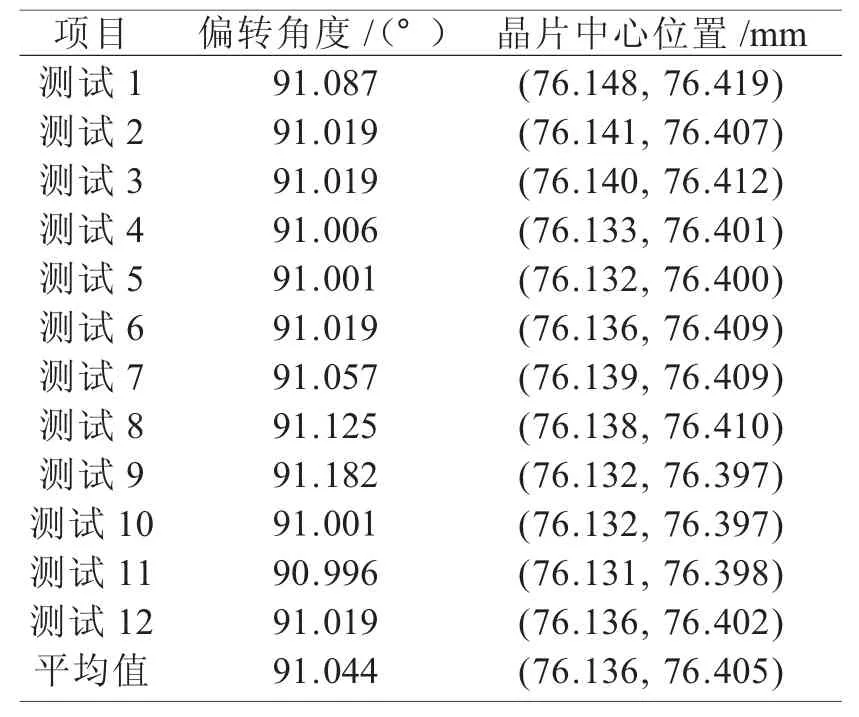
表1 圖像識別結果

得出的結果:最大角度偏差為0.182°,最大位置偏差x向為0.017 mm,y向為0.022 mm。
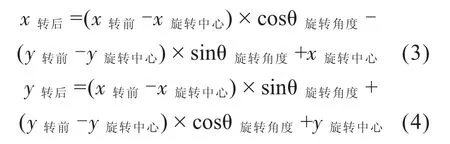
由于晶片在角度校正之前得到的晶片中心可能會由于晶片偏轉角度較大,而導致晶片中心出現(xiàn)大的偏差,所以將表1中記錄得到的晶片中心位置以工作臺旋轉中心(75.318 mm,75.295 mm)為旋轉中心點,圖像識別偏轉角度減去90°為旋轉角度,并按照下面的公式(3)和公式(4)進行旋轉:
結果記錄如表2所示。
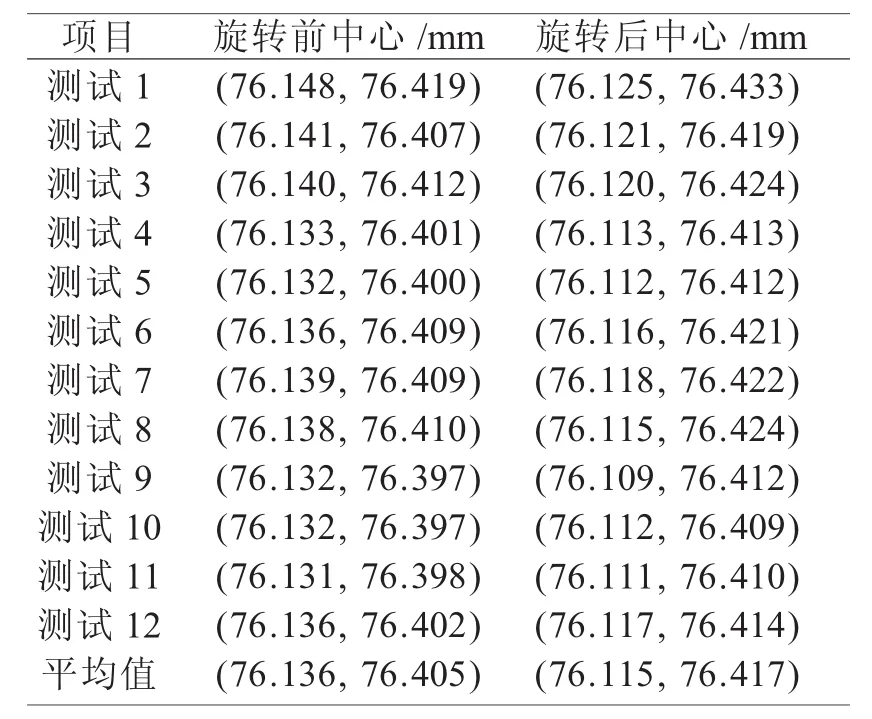
表2 圖像識別結果
根據(jù)公式(2)計算其旋轉后的最大位置偏差:x向為0.016 mm,y向為0.024 mm,符合客戶±30 μm 的需求。
在獲取到晶片整體偏轉角度以及中心位置之后,再次以該PZT陶瓷作為實驗晶片,在不移動位置及改變偏轉角度的前提下,分別在其兩個邊角處切割了兩個校位點,并以這兩個校位點為目標,進行12次圖像處理實驗,實驗數(shù)據(jù)記錄如表3所示。
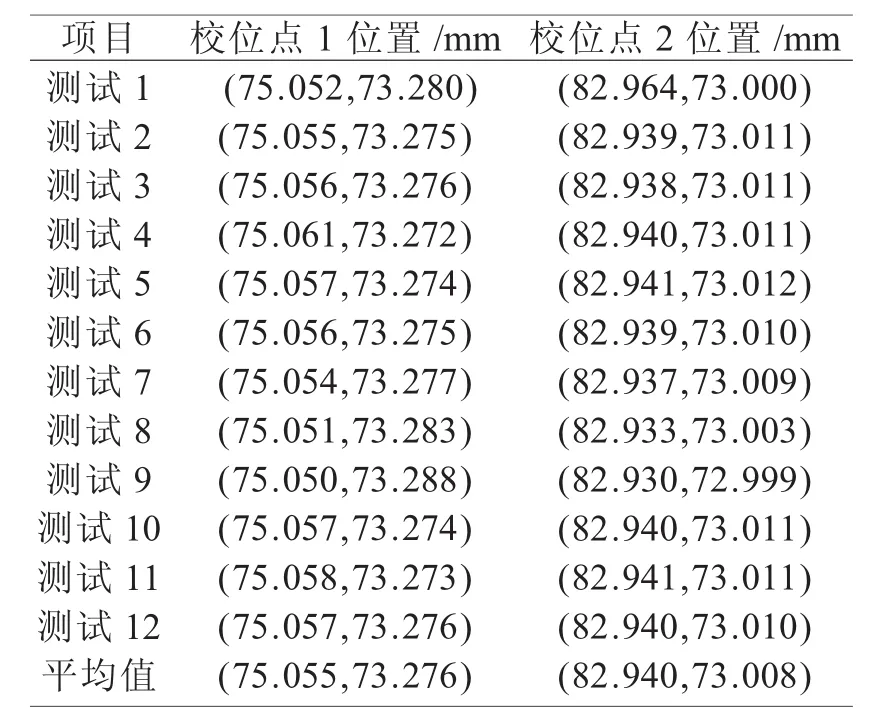
表3 圖像識別結果
根據(jù)表3記錄的圖像識別處理結果得到的校位點位置,通過公式(1)計算可得到兩個校位點的位置平均值分別為:(75.055 mm,73.276 mm)、(82.940 mm,73.008 mm)。
然后再根據(jù)表3記錄得到的兩個校位點的位置結果,通過下面的公式計算兩個校位點之間的水平校正角度:

計算結果記錄在表4之中。
將表1中記錄的晶片整體偏轉角度與通過公式(5)計算得到的晶片校正角度進行相減,即可得到晶片最終的切割角度,其結果如表4所示。
以計算得到的晶片最終切割角度為基礎,通過公式 (2)可以計算得到其最大角度偏差值為:0.059°,與晶片整體偏轉角度的最大偏差0.182°相比,通過校正點校正角度,使最大偏差減小了0.123°。
PZT陶瓷的晶片尺寸為20 mm×30 mm,通過其最大角度偏差計算其橫向、縱向最大位置偏差為0.030 mm、0.020 mm,符合客戶±30 μm的需求。另外,由于兩個校正點造成的校正角度較小,晶片中心不再隨校正點的校正角度而進行旋轉。
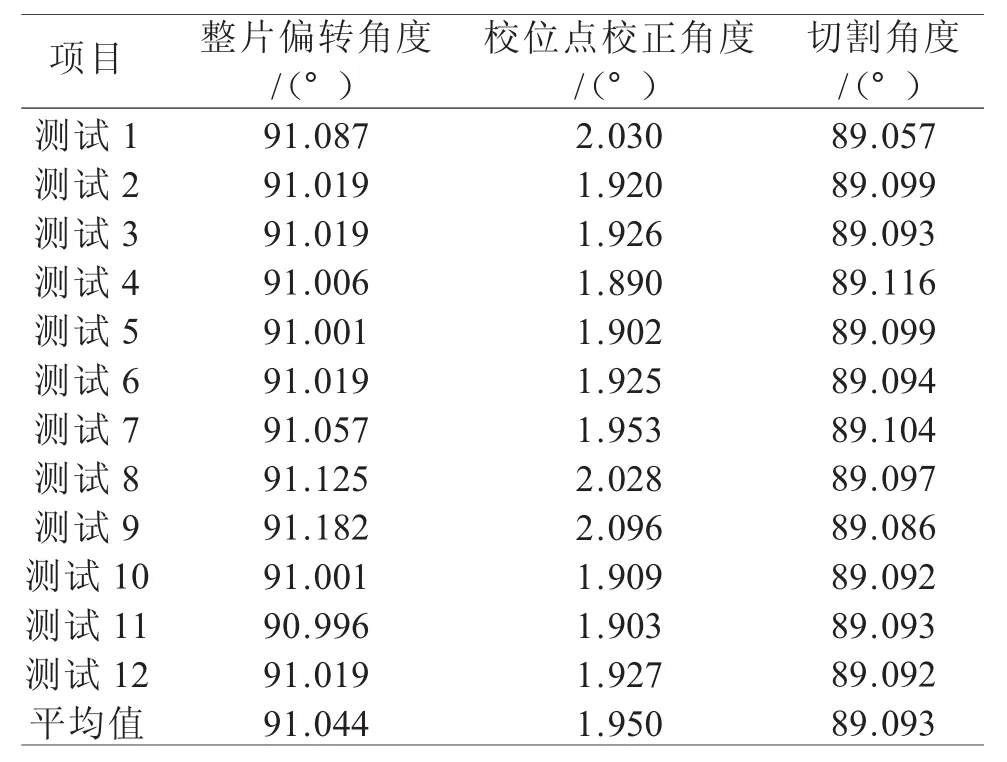
表4 晶片切割角度計算
4 結束語
PZT陶瓷切割功能的實現(xiàn)是通過圖像識別技術來提取晶片的整體偏轉角度及晶片中心位置,并在此基礎上,通過切割校位點來進行角度偏差的二次校正,來保證晶片正反面的切割精度。今后我們將繼續(xù)以客戶需求為準則,通過不斷地改進硬件和軟件的設計來更好地滿足客戶的需求。
[1] 張國順.現(xiàn)代激光制造技術[M].北京;化學工業(yè)出版社,2005.
[2] 楊松濤,韓微微,張文斌,等.355 nm激光新型陶瓷加工研究[J].電子工業(yè)專用設備,2011(2):8-11.
[3] 沈鵬.陶瓷研發(fā)尖端技術[N].中國建材報,2004.
猜你喜歡
電子器件(2021年4期)2021-10-26 12:27:18
海洋工程裝備與技術(2020年6期)2020-03-09 00:17:16
兵器裝備工程學報(2019年6期)2019-07-05 00:40:48
測控技術(2018年8期)2018-11-25 07:42:16
電子工業(yè)專用設備(2016年8期)2016-08-24 09:39:59
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
振動、測試與診斷(2014年1期)2014-03-01 01:13:42
航天器環(huán)境工程(2011年4期)2011-06-08 05:03:08
電子工業(yè)專用設備(2011年10期)2011-06-04 04:36:48
