基于ADAMS的曲軸縱放雙點壓力機傳動系統仿真分析與精度研究
2012-08-16 07:43:12何彥忠黃建民林雅杰
鍛壓裝備與制造技術 2012年6期
何彥忠,黃建民,林雅杰,仲 君
(江蘇揚力集團精密機床研究所,江蘇 揚州 225127)
0 引言
壓力機傳動系統的作用是將電機的運動和能量按照一定要求傳給曲柄滑塊機構。其設計質量的好壞直接影響到壓力機的外形尺寸、結構布置、能量損耗以及離合器的工作性能等各方面,所以傳動系統的合理設計非常重要。壓力機傳動系統依據施力點數常見的有單點、雙點、四點等幾種類型。對于雙點壓力機,目前常用的有兩種結構:一種是單軸曲軸橫放,如圖1所示;一種是雙軸曲軸縱放,如圖2所示。圖1中雙點傳動形式的優點是壓力機沖壓工件的反作用力由兩個施力點傳遞給曲軸,曲軸的兩偏心同向同步轉動。這種傳遞結構只要保證兩端支撐位置在受力情況下撓度變形和轉動部件磨損量一致,兩邊受力都是均衡的。其缺點是滑塊在承受公稱力作用時,雖然對于左右導軌沒有側向力,但對前后導軌有側向力,且側向力無法抵消避免。此外由于連桿擺動方向同向,所以當壓力機行程次數較高時,擺動慣性力將會很大。所以針對行程次數相對較高,工作臺面跨度要求較大,或者用于承受偏載荷級進模加工的壓力機,我們常采用如圖2中所示的雙點傳動型式。本文主要討論這類雙曲軸縱放的傳動結構。

圖1 單軸曲軸橫放雙點結構
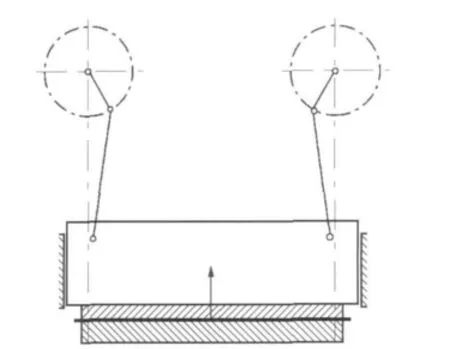
圖2 雙軸曲軸縱放雙點結構
1 曲軸縱放雙點壓力機傳動系統精度影響分析
對于兩根曲軸縱放的雙點壓力機,其傳動情況又有兩種:一種是曲軸同向旋轉,一種是曲軸異向旋轉。曲軸同向旋轉由于其產生的擺動慣性力無法抵消易引起振動,且對導軌面的側向力無法消除,因此連桿一半采用導柱導套結構。曲軸異向旋轉的結構,在適當的設計下可以平衡部分擺動慣性力,減少不平衡引起的振動,此外也可以適當抵消部分側向力。但同步性保證是一個問題,而同步性問題直接影響到滑塊的運動精度。如圖3所示為雙曲軸縱放結構簡圖,本文僅針對此類傳動結構對其運動特性及其受力情況做詳細分析與仿真。
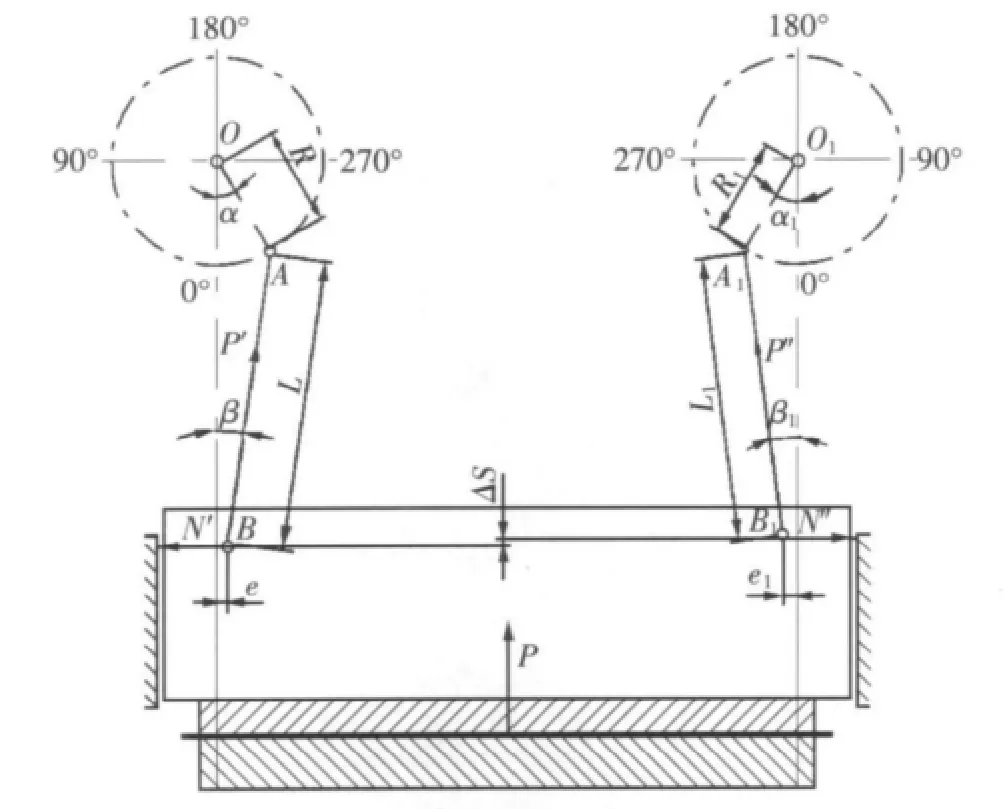
圖3 曲軸縱放雙點壓力機傳動系統簡圖
壓力機滑塊行程為:

式中:R——曲柄半徑;
α——曲柄轉角;
L——連桿長度;
λ——連桿系數,λ=R/L;
e——節點偏心。
從上式不難看出,對于雙軸雙點壓力機來說,影響滑塊傾斜度的因素主要有以下4個:①曲柄轉角誤差 Δα=α-α1;②曲柄半徑誤差 ΔR=R-R1;③連桿長度誤差ΔL=L-L1;④偏置值誤差Δe=e-e1。
依據滑塊行程公式可推出各因素影響下滑塊兩側垂直高度變化量ΔS。
曲軸轉角誤差引起的兩側高度差:

曲柄半徑誤差引起的兩側高度差:

連桿長度誤差引起的兩側高度差:


2 曲軸縱放雙點壓力機傳動系統ADAMS模型創建
根據以上分析因素,借助仿真分析軟件ADAMS創建模型進行仿真分析,給出相應因素的影響曲線關系。
本文根據以下參數來創建模型:曲柄半徑R=100,連桿長度 L=1000,連桿系數 λ=R/L=0.1,左右偏置e=0,行程次數60min-1,模型如圖4所示。圖5是壓力機理想狀態下的運動仿真曲線。可以看出,曲柄機構為等速機構。
圖4 ADAMS仿真模型
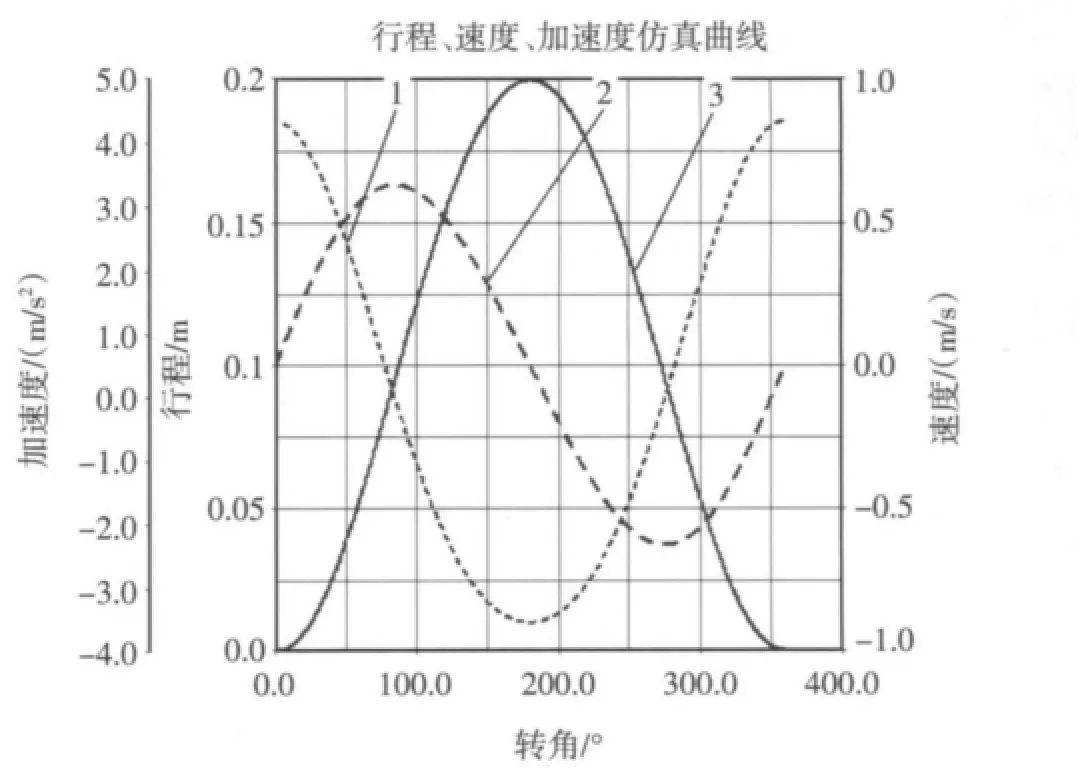
圖5 雙點壓力機理想運動曲線
3 雙點壓力機結構誤差引起的滑塊傾斜仿真分析
3.1 曲軸轉角誤差引起的滑塊傾斜仿真
當左右兩側曲軸轉角每轉一周相位差為Δα=α-α1=15°時,其他參數不變,如圖6所示為滑塊走完半個周期時兩側行程曲線,橫坐標為曲柄轉角,縱坐標為滑塊兩側豎直方向位移。可以看出,在曲柄轉角75°~150°之間,相位差引起的滑塊傾斜較顯著,轉角兩端相位差引起的滑塊兩側傾斜相對較小,兩側總行程量不變。
3.2 曲柄半徑誤差引起的滑塊傾斜仿真
當左右兩側曲柄半徑差值為ΔR=R-R1=5mm時,其他參數不變,如圖7所示為滑塊走完半個周期時兩側行程曲線,橫坐標為曲柄轉角,縱坐標為滑塊兩側豎直方向位移。可以看出,曲柄轉角越大引起的滑塊傾斜越顯著,兩側行程量變化。
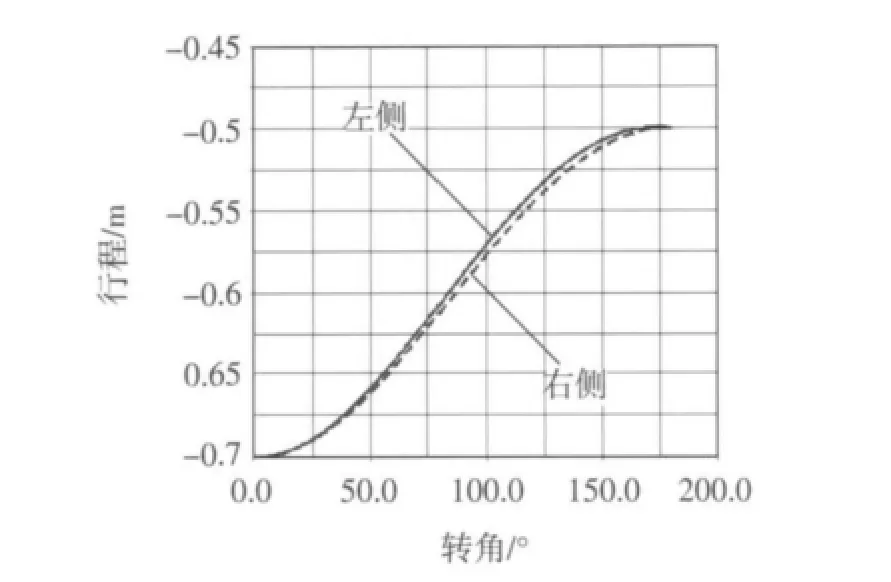
圖6 相位差引起滑塊兩側傾斜曲線關系

圖7 曲柄半徑差引起的滑塊傾斜曲線關系
3.3 連桿長度誤差引起的滑塊傾斜仿真
當左右兩側連桿差值為ΔL=L-L1=5mm時,其他參數不變,如圖8所示為滑塊走完半個周期時兩側行程曲線,橫坐標為曲柄轉角,縱坐標為滑塊兩側豎直方向位移。可以看出,連桿長度誤差引起的滑塊傾斜不是很大,兩側行程量不變。
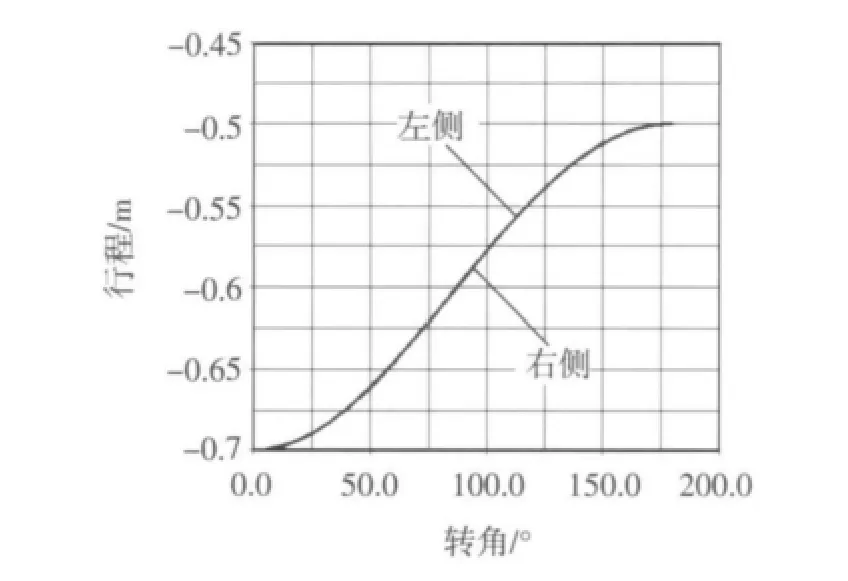
圖8 連桿差引起的滑塊傾斜曲線關系
3.4 偏置誤差引起的滑塊傾斜仿真
當左右兩側連桿差值為Δe=e-e1=10mm時,其他參數不變,如圖9所示為滑塊走完半個周期時兩側行程曲線,橫坐標為曲柄轉角,縱坐標為滑塊兩側豎直方向位移。可以看出,兩側施力點偏離壓力中心線的差值,即偏置差值對滑塊兩側傾斜的影響為在曲柄轉角90°附近最顯著,往兩側影響逐漸減小,即隨著曲柄轉角的增大滑塊傾斜先增大后減小,兩側行程量不變。
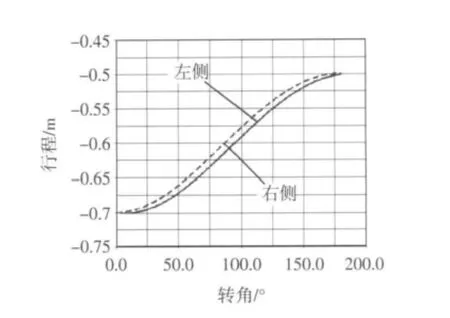
圖9 兩側偏置差值引起滑塊傾斜曲線關系
3.5 曲軸轉角和曲柄半徑誤差引起的滑塊傾斜仿真
當 Δα=α-α1=15°,ΔR=R-R1=5mm,兩者最常出現誤差影響下的滑塊傾斜曲線關系如圖10所示。可以看出,隨著轉角的逐漸增大,滑塊傾斜越顯著。
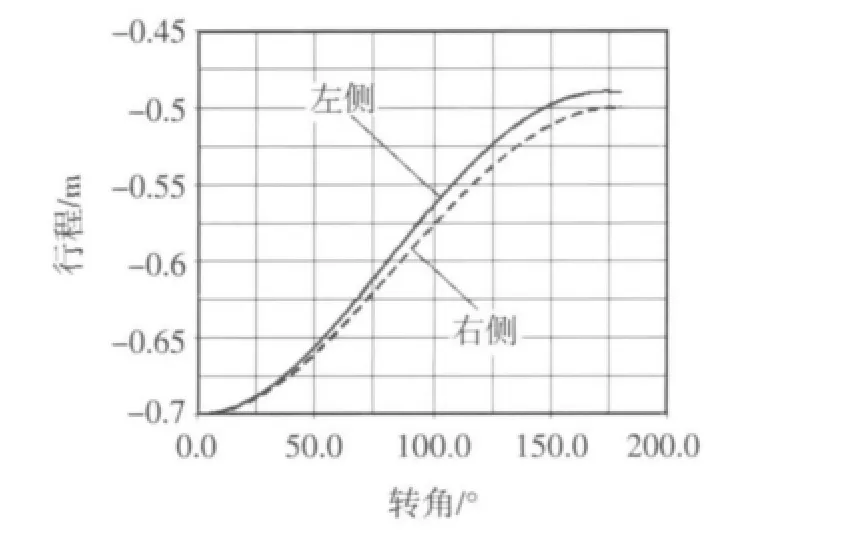
圖10 相位差和偏心差綜合影響曲線
3.6 曲軸轉角、曲柄半徑、連桿長度、偏置值誤差引起的滑塊傾斜仿真
當 Δα=α-α1=15°,ΔR=R-R1=5mm,ΔL=L-L1=5mm,Δe=e-e1=10mm時,共同影響下的滑塊傾斜曲線關系如圖11所示。可以看出,綜合因素影響下,在曲柄轉角為90°~100°時,滑塊傾斜影響因素最小,在 10°~50°,130°~180°之間滑塊傾斜最顯著。
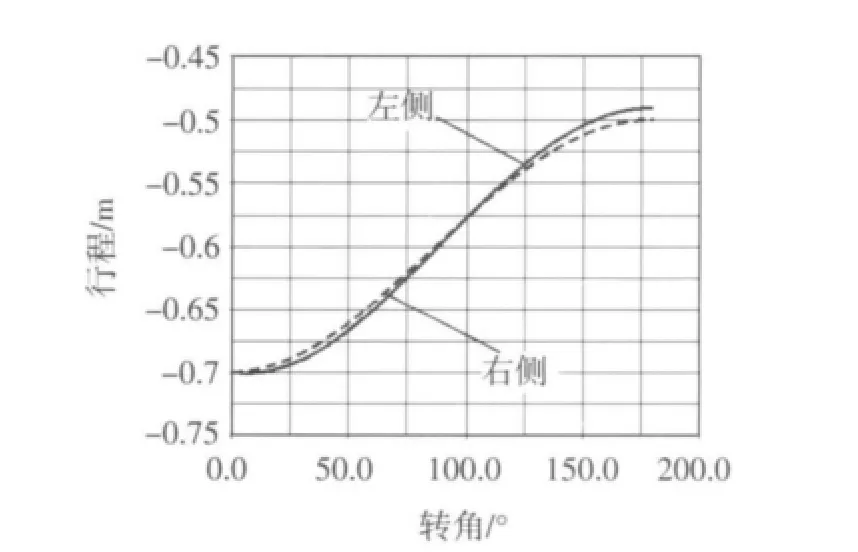
圖11 四個因素綜合影響曲線關系
4 雙點壓力機旋向影響下受力仿真分析
雙點壓力機顧名思義有兩個施力點,兩個施力點如果受力不均勻,將會嚴重影響沖壓件質量和模具使用壽命。此外雙點壓力機分為同向旋轉和異向旋轉兩種,同向旋轉連桿為導柱結構,此類結構受力情況差,一般不常采用,這里不再贅述。異向旋轉結構又細分為內旋和外旋,如圖12所示,12(a)為異向內旋,(b)為異向外旋。內旋和外旋決定了側向力受力方向,所以根據設計情況選擇一種最佳旋轉方向是非常必要的。下面就在ADAMS中進行受力分析。假設當曲軸轉角、曲柄半徑、連桿長度、偏置值左右無誤差的情況下,對雙點壓力機兩種旋向進行受力仿真分析。給滑塊底面中心施加F=10000N的作用力,模擬沖壓受力情況。
4.1 雙點壓力機在無誤差狀態下異向內旋受力情況仿真分析
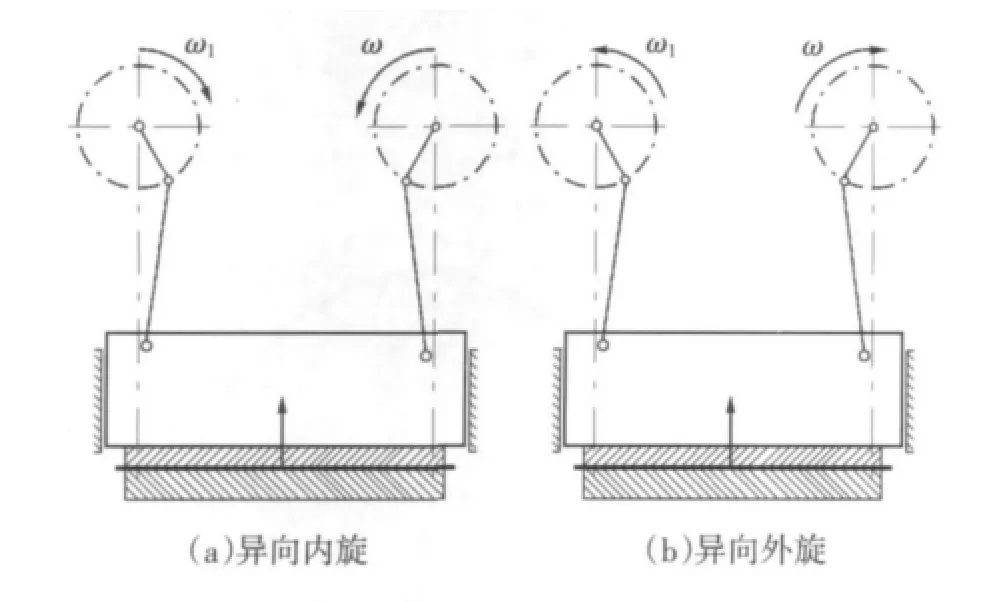
圖12 曲軸縱放雙點壓力機傳動系統旋向簡圖
雙點壓力機異向內旋受力仿真分析結果如圖13所示。轉角越接近360°時,表示滑塊越接近下死點。可以看出,異向內旋在滑塊逐漸接近下死點時,兩施力點處y方向力的大小和方向完全重合,即Fy1=Fy2,且越接近下死點數值越大,表明兩施力點垂直方向沒有發生偏載。而在x方向上左側力Fx1為負值,且隨著滑塊接近下死點逐漸減小,右側力Fx2為正值,亦隨著滑塊接近下死點逐漸減小,由此可以看出異向內旋,滑塊與連桿連接點處側向力均指向外側導軌,如果采用這種旋向就要考慮導軌受側向力情況,并且當壓力機噸位越大,滑塊的側向力越大,導軌受力變形將會影響到滑塊與導軌的平行度和下死點滑塊垂直度,即沖壓精度。
4.2 雙點壓力機在無誤差狀態下異向外旋受力情況仿真分析
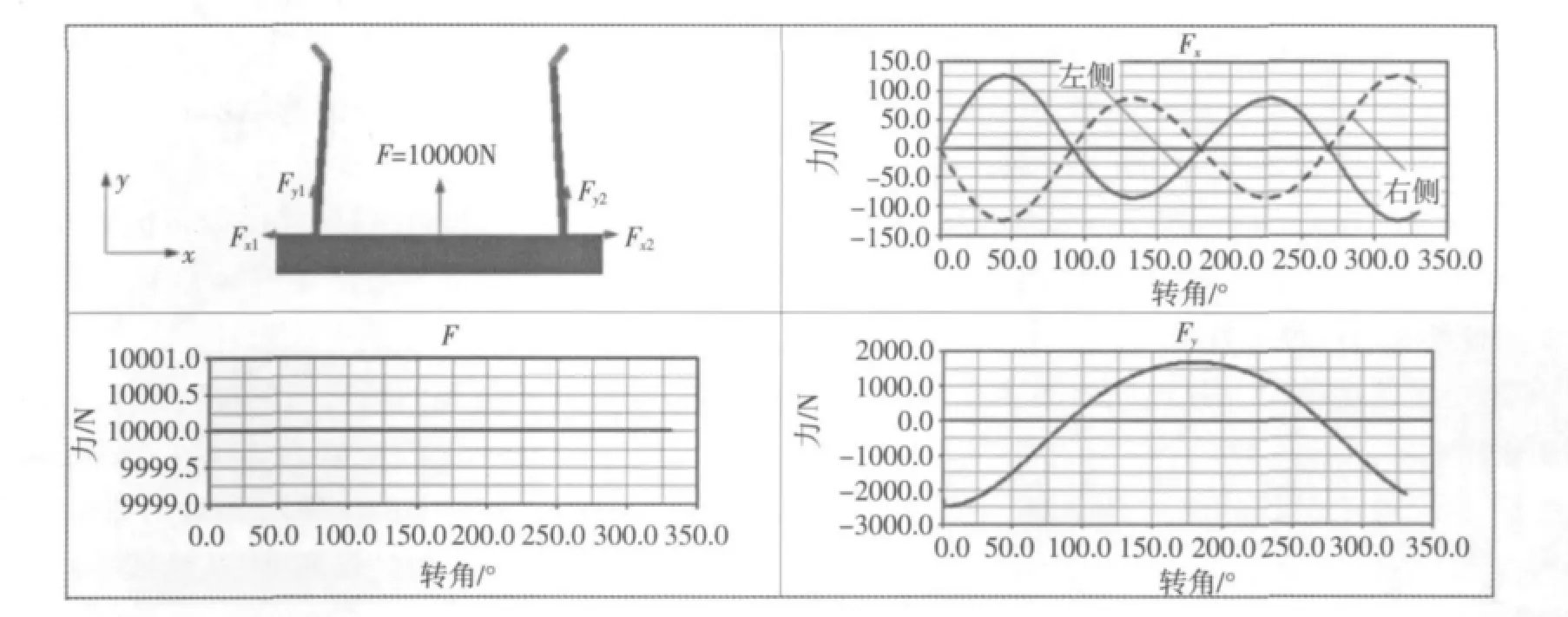
圖13 曲軸縱放雙點壓力機異向內旋仿真結果
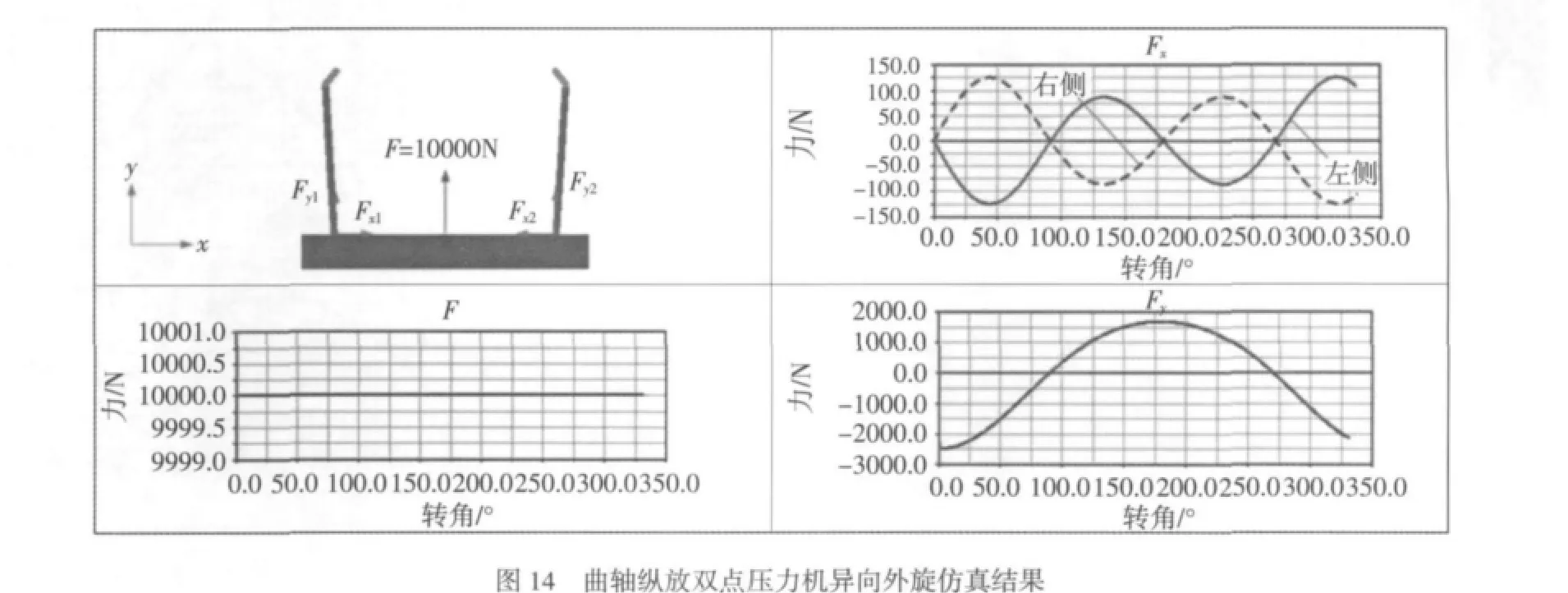
雙點壓力機異向外旋受力仿真分析結果如圖14所示,轉角越接近360°時,表示滑塊越接近下死點。可以看出,異向外旋在滑塊逐漸接近下死點時,兩施力點處y方向力的大小和方向完全重合,即Fy1=Fy2,且越接近下死點數值越大,表明兩施力點垂直方向沒有發生偏載。而在x方向上左側力Fx1為正值,且隨著滑塊接近下死點逐漸減小,右側力Fx2為負值,亦隨著滑塊接近下死點逐漸減小。由此可以看出,異向外旋時滑塊與連桿連接點處側向力均指向滑塊中心,因此施力點處產生的x方向的側向力可相互抵消,不對兩側導軌產生作用。異向外旋由于沒有產生作用于兩側導軌的側向力,導軌面受力情況相對較好,只要滑塊結構設計較合理,不會因受到側向力而變形過大就可以。從受力情況來看,雙點壓力機常采用異向外旋是更加合理的。
5 雙點壓力機結構誤差引起的滑塊偏載仿真分析
從上面分析可知,雙點壓力機旋向以異向外旋為最佳。確定了曲軸旋向,下面就針對異向外旋,給滑塊底面中心施加F=10000N的作用力,分別從曲軸轉角誤差 Δα=α-α1、曲柄半徑誤差 ΔR=R-R1、連桿長度誤差ΔL=L-L1、偏置值誤差Δe=e-e1以及綜合因素影響下的滑塊受力偏載情況進行仿真分析。
5.1 曲軸轉角誤差引起的滑塊兩側施力點受力仿真
當左右兩側曲軸轉角每轉一周相位差為Δα=α-α1=15°時,其他參數不變,如圖15曲線所示為曲軸轉角誤差影響下滑塊施力點受力仿真曲線。可以看出,x方向上的力大小相等方向相反;而在y方向上的力,即兩施力點處力在整個壓力行程中大小并不是相等的,而且越接近下死點兩者差值也越大,即偏載情況更顯著。
5.2 曲柄半徑誤差引起的滑塊兩側施力點受力仿真
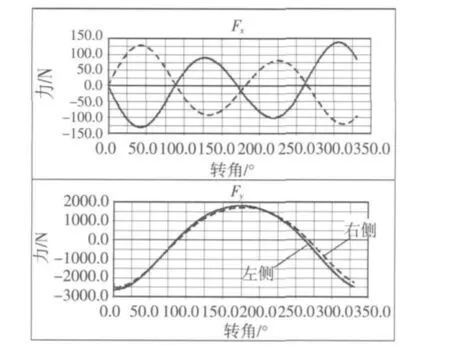
圖15 轉角誤差影響下施力點受力曲線
當左右兩側曲柄半徑差值為ΔR=R-R1=5mm時,其他參數不變,如圖16曲線所示為半徑誤差影響下滑塊施力點受力仿真曲線,從曲線中可以看出x方向上影響相對顯著,在逐漸接近下死點時,左側力大于右側力,相差數值過大則會對右側導軌產生側向擠壓力;而y方向上影響不大,在接近下死點時,曲線略微變化,即兩施力點的沖壓力稍有不同,對于精密沖壓則要考慮兩側力差值的大小是否影響到沖裁精度。

圖16 曲柄半徑誤差影響下施力點受力曲線
5.3 連桿長度誤差引起的滑塊兩側施力點受力仿真
當左右兩側連桿差值為ΔL=L-L1=5mm時,其他參數不變,如圖17曲線所示為連桿誤差影響下滑塊施力點受力仿真曲線,從曲線中可以看出,在x方向和y方向上兩施力點的曲線差別都不是很大,則兩側受力影響較其他情況不大。
5.4 偏置誤差引起的滑塊兩側施力點受力仿真

圖17 連桿誤差影響下施力點受力曲線
當左右兩側連桿差值為Δe=e-e1=10mm時,其他參數不變,如圖18曲線所示為施力點偏置值誤差值影響下施力點受力仿真曲線,從曲線中可以看出,在x方向上,兩側受力大小有所差別,即要考慮一側導軌面的受壓力情況;在y方向上,兩側受力數值差別不大,影響較小。
圖18 兩側偏置誤差影響下施力點受力曲線
5.5 曲軸轉角和曲柄半徑誤差引起的滑塊兩側施力點受力仿真
當 Δα=α-α1=15°,ΔR=R-R1=5mm,兩者最常出現誤差影響下的滑塊兩施力點受力仿真曲線如圖19所示。可以看出,滑塊逐漸接近下死點時,在x方向上兩施力點受力差值較顯著;在y方向上兩施力點的受力差值逐漸增大,即兩施力點受力不平衡。
圖19 相位差和偏心差綜合影響曲線
5.6 曲軸轉角、曲柄半徑、連桿長度、偏置值誤差引起的滑塊兩側施力點受力仿真
當 Δα=α-α1=15°,ΔR=R-R1=5mm,ΔL=L-L1=5mm,Δe=e-e1=10mm時,共同影響下的滑塊兩側施力點受力仿真曲線如圖20所示。可以看出,滑塊逐漸接近下死點時,在x方向上兩施力點受力差值顯著;在y方向上兩施力點的受力差值逐漸增大,即兩施力點受力不平衡。
在生產制造、裝配中零件的尺寸加工誤差和裝配誤差是不可避免的,從以上受力仿真曲線中可以看出,所有因素都會從不同的方面影響到兩側施力點的受力變化,可以合理的利用四個因素差值的變化來彌補某個誤差引起的受力不均衡現象,盡量縮小受力差值,這對提高機床精度是非常有意義的。
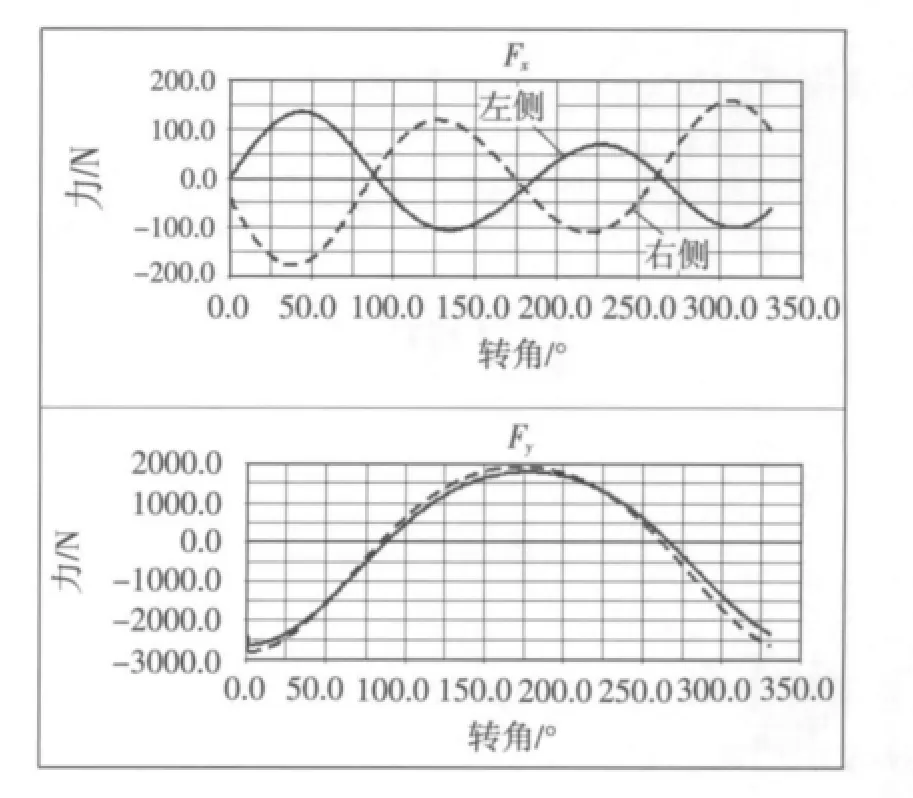
圖20 四個因素綜合影響曲線
6 結論
(1)詳細闡述了雙點壓力機兩種傳動形式的特點,對比了其優缺點,得出了分析結論。具體分析了曲軸縱放雙點壓力機傳動形式滑塊在沖壓過程中兩側施力點位移差與偏載差的影響因素。
(2)在ADAMS中創建了雙點壓力機傳動系統連桿分析模型,仿真了雙點壓力機傳動系統理想狀態下的行程、速度、加速度曲線。
(3)仿真分析了雙點壓力機由于曲軸轉角誤差、曲柄半徑誤差、連桿長度誤差、偏置值誤差引起的滑塊兩側位移差影響曲線,較直觀地給出了各因素對于滑塊傾斜影響程度和影響位置,最后給出了分析結論。
(4)仿真分析了雙點壓力機由于曲軸轉角誤差、曲柄半徑誤差、連桿長度誤差、偏置值誤差引起的滑塊兩施力點受力曲線,較直觀地給出了各因素對于滑塊兩側受力情況的影響,最后給出了分析結論。
(5)為曲軸縱放雙點壓力機傳動系統的精度分析提供了分析方法,為精度補償調節提供了參考依據,并且可作為雙點壓力機傳動系統精度的設計理論依據。
[1]何德譽.曲柄壓力機[M].北京:機械工業出版社,1989.
[2]《鍛壓技術手冊》編委會,編.鍛壓技術手冊[M].北京:國防工業出版社,1988.
[3]濟南第二機床廠,等.曲柄壓力機設計[M].1973.
[4]в.и.符拉索夫.鍛造沖壓曲柄壓力機[M].上海:上海科學技術文獻出版社,1988.
[5]鄭建榮.ADAMS虛擬樣機技術入門與提高[M].北京:機械工業出版社,2002.
[6]MCS.Software.MSC.ADAMS/View高級培訓教程[M].北京:清華大學出版社,2004.
[7]王玉沉.閉式單動單、雙點壓力機最大工作能量確定[J].鍛壓裝備與制造技術,1981,(5).
[8]黎俊斌,蘇天驕.如何保證JH25雙點壓力機的滑塊精度[J].鍛壓裝備與制造技術,2004,(1).
[9]王義質,李叔涵.工程力學[M].重慶:重慶大學出版社,1994.
[10]郭仁生.機械工程設計分析和MATLAB應用[M].北京:機械工業出版社,2006.