鎖片零件多工位級進模設計
2012-08-16 07:42:38郭光宜
鍛壓裝備與制造技術 2012年6期
郭光宜,周
(南通職業大學 機械工程學院,江蘇 南通 226008)
1 產品的工藝性分析
圖1所示為鎖片沖裁件圖,材料Q235,厚度2mm,具有較好的可沖壓性能,大批量生產,年產200萬件。零件在折彎轉角有自然R角過渡,比較適合沖裁。工藝方案及模具結構類型:零件包括落料、沖孔兩個基本沖裁工序,可以采用以下三種方案:①先落料,再沖孔,采用單工序模生產。②落料-沖孔復合沖壓,采用復合模生產。③沖孔-落料連續沖壓,采用級進模生產。
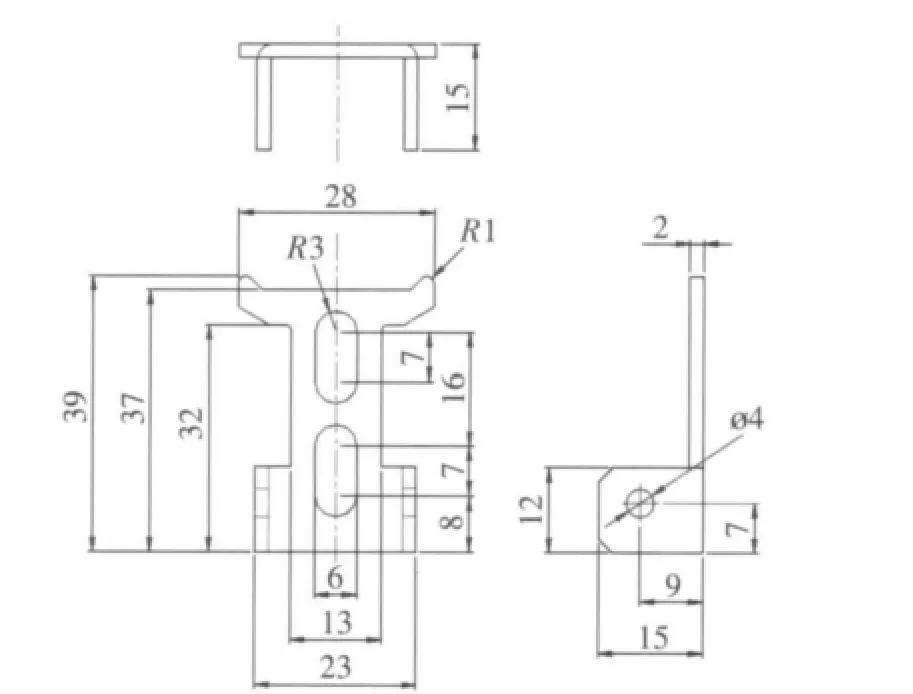
圖1 產品圖
方案①模具結構簡單,但需要兩道工序、兩套模具才能完成零件的加工,生產效率低,難以滿足零件大批量生產的需求。由于零件結構簡單,為提高生產效率,主要應采用復合沖裁或級進沖裁方式。方案②相對方案①效率有所提高,但遠遠低于級進模,同時對加工及裝配的要求較高,在實際的生產過程中,只有產品的外形與內孔的同心度或同軸度要求高的情況下,才予以考慮,所以最后確定用級進模方式進行生產。級進模的特點是生產效率高,生產周期短,占用的操作人員少,非常適合大批量生產。
2 產品的排樣設計
設計排樣圖的過程,就是確定模具結構的過程,如果排樣圖確定了,那么模具的基本結構也就確定下來了。所以,在進行排樣設計時,要從全局進行詳盡的考慮,不能受限于局部結構,而且還要多注意細節。
級進模的最后工位也是很重要的工位,因為它涉及到產品如何從模具中取出。一般的出件方式主要包括吹出和落下,有的特殊產品也需要機械手取件。不論哪種方式,都需要進行切斷,切斷處的大小尺寸和位置要經過仔細考慮,因其不但影響到模具的出件,還影響到條料能否穩定、順利地送進。設計排樣時,在保證條料能順利送進和穩定生產的前提下,應盡量減小料寬和步距,以降低鈑金零件的成本。綜上,針對該零件得出了以下四種可行的方案。
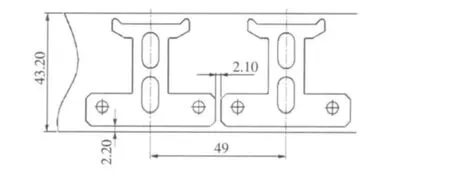
圖2 排樣方案一
2.1 產品并排
材料利用率n是指實際面積與所用材料的百分比:

式中:A——一個步距內沖裁的實際有效面積(因是進行有相對性的擇優比較,小圓孔、腰圓孔的面積可不考慮);
B——條料的寬度;
C——產品步距。
2.2 產品縱排
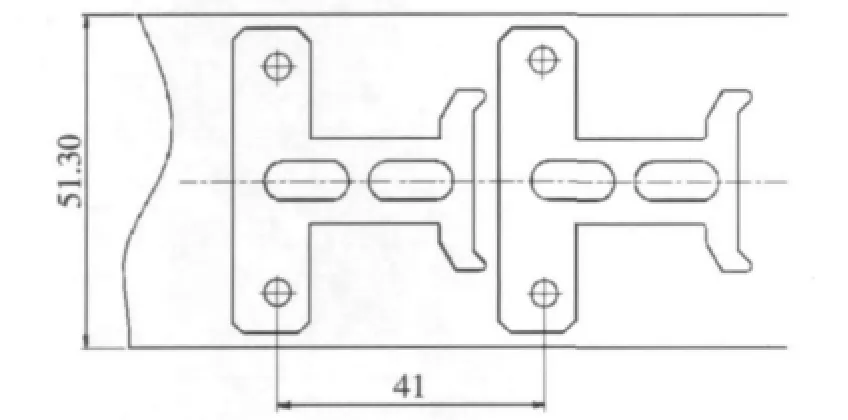
圖3 排樣方案二
2.3 產品斜排
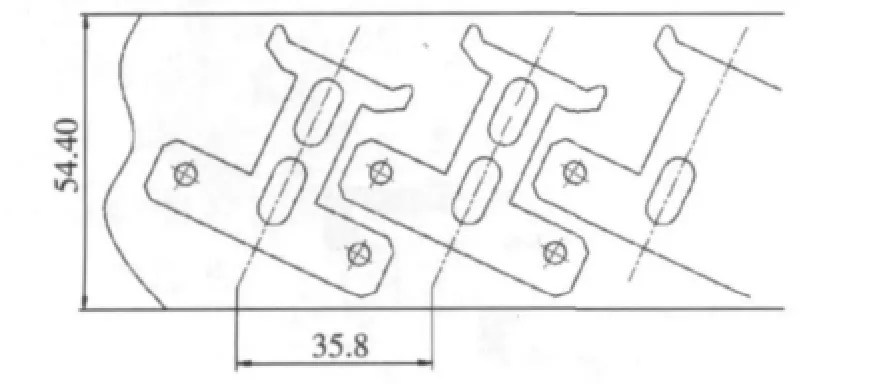
圖4 排樣方案三
2.4 產品對排
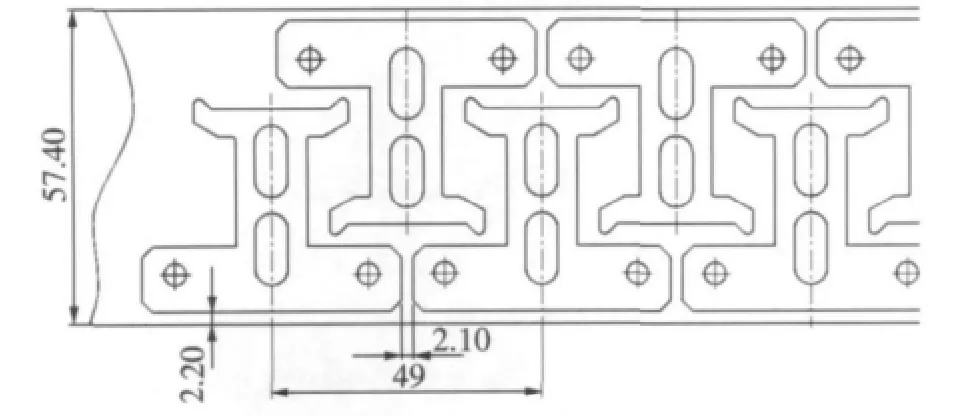
圖5 排樣方案四
對并排、縱排、斜排和對排四種方案進行比較,方案四的生產效率是其他三種的2倍,同時其材料利用率最高,所以選取方案四作為本設計的排樣。
根據方案四的排樣,把4個圓孔、4個腰圓孔、2個側刃及切邊、折彎、整形和切斷等工位進行合理的安排,尤其充分利用產品的外形來設計成形側刃,以節約材料。詳見圖6的排樣圖設計。
3 模具結構特點及主要零件設計
鎖片的多工位級進模模具結構如圖7所示。主要特點如下:
(1)模具利用6個定距套可一起加工高度尺寸,并且能獲得較高的精度(精度可達±0.005mm),使卸料板下平面對凹模上平面的平行度較好,保證了各凸模與卸料板型孔和護套的配合間隙為雙邊0.03mm時,仍然能靈活運動。
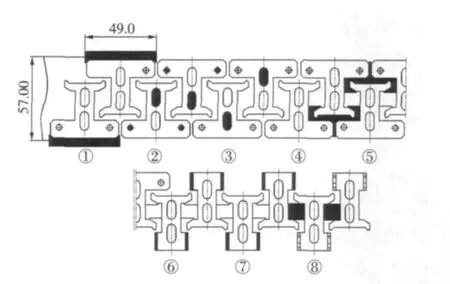
圖6 產品排樣圖
(2)帶料經整平后可由沖床的自動送料機構送進,步距精度由側刃和導正釘控制,側刃確定步距的粗定位,導正釘確保步距的精定位,側刃可采用成形側刃的形式(如圖6所示)。這種形式的好處在于可直接參與產品外邊的倒角成形節約材料,而且可以確保步距的準確送進。根據產品的特點,可以直接借用零件上?4.0的圓孔作為導正釘孔。
(3)在沖壓過程中,為了保證彎曲成形部分連同帶料的正常送進,必須將帶料抬起高出懸浮于凹模表面,本模具采用了13個?6的彈釘(見圖7中的26)和兩個彎曲成形的凹模彈塊。彈釘力求分布對稱性,力爭彈力的均衡化。
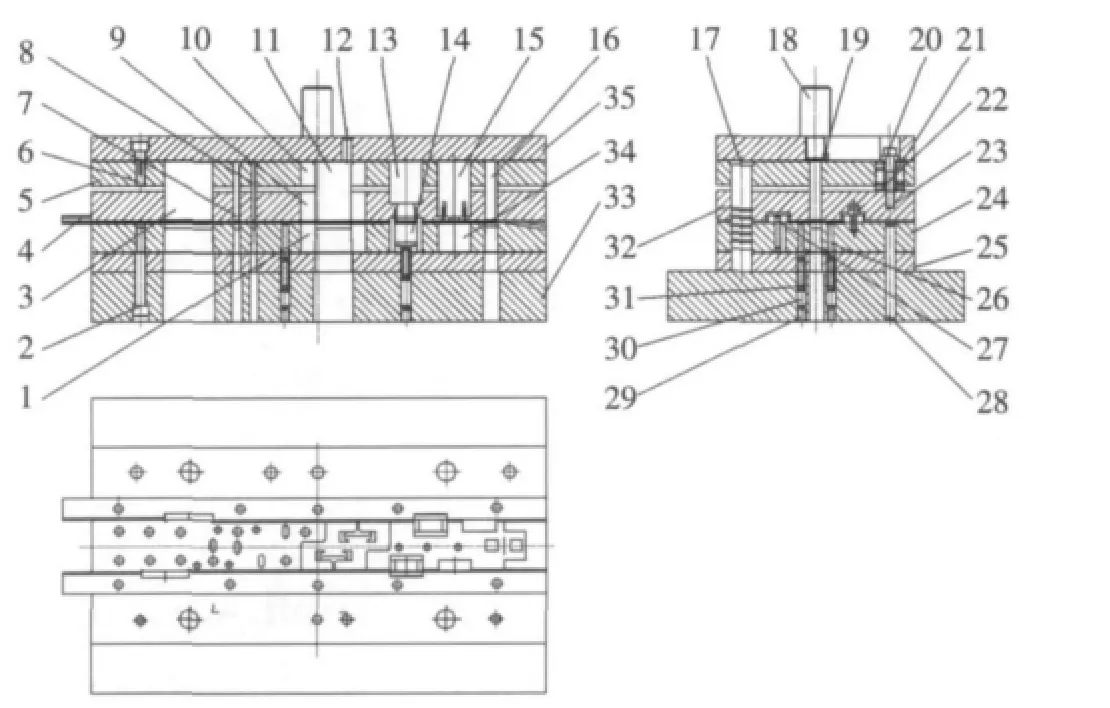
圖7 裝配圖
(4)凹模板的設計,模具的關鍵工位:切邊和彎曲成形的凸、凹模設計成鑲塊結構,當沖裁刃口磨損或因調整尺寸需要更換時,只需拆下鑲塊便于模具的調整與維護,提高了生產效率。另外在上模的固定板與卸料板上同樣設計了相應的沖裁凸模護套,這樣不但能保證沖裁凸模與固定板0.02mm、與卸料板0.03mm的配合間隙,且護套外形簡單可簡化固定卸料兩板的加工,對保證兩板上各型孔間的相對位置尺寸非常有利。凹模板上的切邊鑲塊型孔的四周盡量以圓角R過度,避免應力集中增強凹模強度,彎曲成形的力相對切邊而言要小得多,從簡化加工角度考慮可以直邊連接。凹模板是模具的核心所在,凹模板的設計依據主要取決于排樣圖,在排樣圖的基礎上,充分考慮鑲塊的工藝性,模板的強度,彈塊位置排布等綜合設計而成,其上有4個用于精密導向的導柱孔、2個銷釘孔、6個固定用螺紋孔、13個浮料釘孔、17個工作型孔、外形尺寸為460×200×30.0mm,在最后切斷凹模旁設計一斜10度的斜坡,便于產品的落下,凹模板的設計見圖8。
(5)切邊的設計。在設計切邊時,要超出產品的邊線1mm,并以R0.5過渡,如圖9中的排樣局部放大圖,目的是為了讓最后落料產品時,盡可能不留或少留少接刀的痕跡,起到美觀的效果,這也是設計的一個注重點。
(6)落料部分以落料凹模為基準計算,落料凸模按間隙值配制;沖孔部分以沖孔凸模為基準計算,沖孔凹模按間隙值配制。即以落料凹模、沖孔凸模為基準,凸凹模按間隙值配制。本設計中,沖切掉的均是廢料,產品是留在帶料上的,故都屬于沖孔類尺寸,以凸模為基準進行設計,相應型孔的加工以文字說明的形式寫在圖紙的相應處,值得一提的是在實際設計中,常不對每個尺寸進行計算,而是標注基準件的尺寸,收放沖裁間隙的形式來進行凸、凹模的設計。
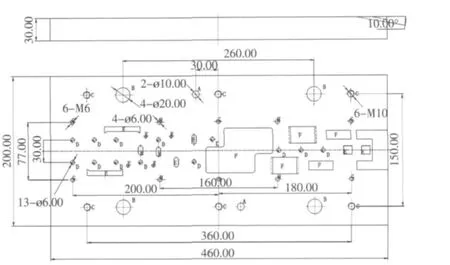
圖8 凹模板
4 結束語
通過鎖片零件的沖壓設計,針對產品的具體特點,采用級進模進行大批量生產,可以減少設備和模具數量,確保產品的質量,有效提高零件精度和生產效率。模具投入生產實踐證明:設計合理可靠,可滿足大批量自動化加工的需求。
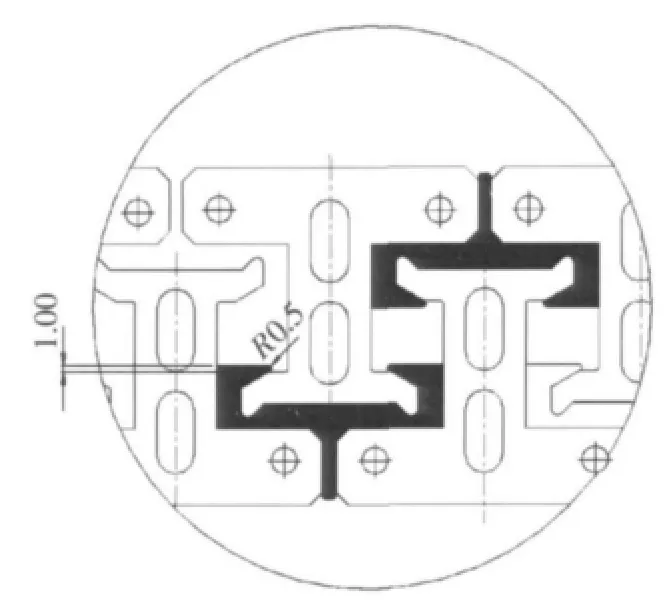
圖9 切邊的設計
[1]賈俐俐.沖壓工藝與模具設計[M].北京:人民郵電出版社,2008.
[2]鄭家賢.沖壓技術與模具設計實用技術[M].北京:機械工業出版社,2005.
[3]夏巨諶.精密塑性成形工藝[M].北京:機械工業出版社,1999.
[4]張 寒.34工位IC引線框架級進模設計.鍛壓裝備與制造技術,2005,40(4):101-103.
[5]蔣曉斌.精密彈簧固定件復合模設計.鍛壓裝備與制造技術,2010,45(5):97-99.
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46