銅鋁異種金屬釬焊接頭的電化學(xué)腐蝕性能研究
2012-08-22 02:58:38朱曉歐王曉麗陸鵬程
科技視界 2012年2期
關(guān)鍵詞:工藝
朱曉歐 王曉麗 陸鵬程 羅 暢
(江蘇科技大學(xué)材料科學(xué)與工程學(xué)院 江蘇 鎮(zhèn)江 212003)
隨著異種金屬連接技術(shù)的發(fā)展,鋁銅釬焊接頭由于具有優(yōu)良的力學(xué)性能和導(dǎo)電性能,被廣泛地用于電氣工程,制冷和供暖設(shè)備,以及其他需要鋁銅連接的各個(gè)領(lǐng)域。目前國(guó)內(nèi)外關(guān)于銅鋁釬焊報(bào)道比較多[1-6],但主要集中于工藝的研究,對(duì)其焊縫的電化學(xué)腐蝕行為研究的鮮有報(bào)道。特別是銅鋁接頭在焊合后,由于它的電阻極為微小,隨著接頭長(zhǎng)時(shí)間使用或擱之較長(zhǎng)時(shí)間不運(yùn)轉(zhuǎn),難免會(huì)出現(xiàn)腐蝕現(xiàn)象,從而嚴(yán)重影響了工程構(gòu)件的安全性。另外由于接頭的壽命無(wú)法估計(jì),工藝因素影響復(fù)雜,接頭的腐蝕問(wèn)題已引起廣泛的腐蝕科研機(jī)構(gòu)的重視。因此,本文針對(duì)四種不同的焊接工藝制備的銅鋁釬焊接頭進(jìn)行了電化學(xué)實(shí)驗(yàn),對(duì)其接頭部位的耐腐蝕性能進(jìn)行了研究,具有一定的理論意義和工程價(jià)值。
1 試驗(yàn)材料及方法
1.1 試驗(yàn)材料

表1 實(shí)驗(yàn)提供的4組試樣的焊接處理工藝
本實(shí)驗(yàn)采用的基體材料為純銅(Cu)和純鋁(Al),50mm×50mm×2mm 銅片和 50mm×50mm×3mm 鋁片若干,使用H1AlSi12釬料在箱式電阻爐SX-4-10中進(jìn)行釬焊。焊接工藝如表1所示。
1.2 電化學(xué)腐蝕試驗(yàn)
切取20 mm×20mm的焊后試樣,先將鋁片打磨去除,讓焊縫完全露出,作為研究工作面,用500#、800#、1200#、1500# 水砂紙逐級(jí)打磨、拋光,然后將試樣一端鉆3mm的孔,引出銅導(dǎo)線。用丙酮除油,留出10mm×10mm的工作面積,非工作段表面用環(huán)氧樹(shù)脂封閉。
電化學(xué)試驗(yàn)采用常規(guī)的三電極體系,參比電極為飽和甘汞電極,輔助電極為Pt電極,采取3.5%的氯化鈉溶液作為電解液測(cè)量。實(shí)驗(yàn)設(shè)備采用美國(guó)EG&G公司的M283系統(tǒng)。以0.25mV/min的掃描速率;電位范圍從相對(duì)于開(kāi)路電位的-250mV到+250mV,測(cè)示電流的變化;并進(jìn)行電流、電位的數(shù)據(jù)采集,然后通過(guò)數(shù)據(jù)處理得到電流與電位變化的Tafel曲線圖。實(shí)驗(yàn)前將試樣在溶液中浸泡5min后開(kāi)始,以使腐蝕溶液均勻、穩(wěn)定地浸入試樣被測(cè)表面中。
2 實(shí)驗(yàn)結(jié)果與分析
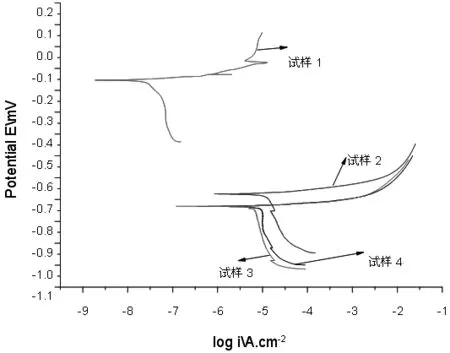
圖1 4組不同焊接工藝下的焊接接頭的Tafel曲線曲線
四組銅鋁釬焊接頭在3.5%氯化鈉溶液的Tafel曲線如圖1所示。采用Corrview軟件對(duì)曲線進(jìn)行擬合,得到該組實(shí)驗(yàn)的電化學(xué)參數(shù)。

表2 4組不同焊接工藝下的焊接接頭極化曲線的自腐蝕電位和自腐蝕電流
首先,我們先考慮壓力對(duì)耐蝕性的影響。我們從圖1及表2中可以看出試樣1的自腐蝕電流遠(yuǎn)遠(yuǎn)小于試樣2,因此,試樣1的耐腐蝕性能比試樣2的耐腐蝕性能好。而試樣1與其他試樣2的焊接工藝上最大的區(qū)別就在于在焊接過(guò)程中在工件上放置了一塊重達(dá)0.1kg的重物,因?yàn)楹附颖旧韺a(chǎn)生殘余應(yīng)力,并且是影響焊接接頭耐蝕性的最大因素,在其焊接接頭上放置重物,在有平面縫補(bǔ)的殘余應(yīng)力存在時(shí),應(yīng)力腐蝕破裂引起的方向大約與最大主應(yīng)力方向相互垂直,又因?yàn)橹匚锼斐傻膲毫εc殘余應(yīng)力的方向垂直,這樣就會(huì)大大減少焊接接頭的殘余應(yīng)力,這使得應(yīng)力腐蝕發(fā)生的情況處于比較安全的狀態(tài),從而相對(duì)試樣2來(lái)說(shuō),就大大提高了接頭的耐蝕性。綜上分析可知,在釬焊過(guò)程中,施加適當(dāng)?shù)膲毫Γ瑫?huì)減少焊接時(shí)對(duì)接頭產(chǎn)生的殘余應(yīng)力,減少了應(yīng)力腐蝕發(fā)生的可能性,使得材料的耐蝕性大大提高。
然后,我們可以比較保溫溫度對(duì)腐蝕的影響。通過(guò)比較試樣2與試樣4這兩組試樣的腐蝕電流,試樣4的腐蝕電流明顯小于試樣2的腐蝕電流,這說(shuō)明試樣4的耐蝕性比試樣2的好,這可能是因?yàn)樵嚇?在釬料與母材在冶金反應(yīng)過(guò)程中,釬縫里有大量CuAl2沿晶界析出,CuAl2的電極電位比Al的電極電位高,易產(chǎn)生晶間腐蝕,導(dǎo)致接頭耐腐蝕性能變差,而試樣4保溫溫度為645℃時(shí),釬料和母材的反應(yīng)過(guò)程可能是由母材Cu基體擴(kuò)散開(kāi)來(lái),Cu元素固溶在Al的晶格中,形成了α-Al固溶體,起到了固溶強(qiáng)化基體的作用。
最后,研究下保溫時(shí)間的影響。由表2中,通過(guò)比較試樣3和試樣4的自腐蝕電流發(fā)現(xiàn),試樣3的自腐蝕電流小于試樣4的自腐蝕電流,這說(shuō)明試樣3的耐腐蝕性能比試樣4的耐腐蝕性能好。這是由于在一定的保溫溫度下,延長(zhǎng)保溫時(shí)間,可以使接頭的成分均勻化,從而減少了電偶腐蝕,提高了接頭的耐腐蝕性能。
3 結(jié)論
3.1 在釬焊過(guò)程中,施加一定壓力,會(huì)減少焊接時(shí)對(duì)接頭產(chǎn)生的殘余應(yīng)力,減少了應(yīng)力腐蝕發(fā)生的可能性,使得材料的耐蝕性大大提高;
3.2 當(dāng)釬縫里有大量CuAl2沿晶界析出,CuAl2的電極電位比Al的電極電位高,易產(chǎn)生晶間腐蝕,導(dǎo)致接頭耐腐蝕性能變差,適當(dāng)?shù)奶岣弑販囟龋宇^成份主要以α-Al固溶體存在可以提高頭的耐腐蝕性能;
3.3 在一定的保溫溫度下,延長(zhǎng)保溫時(shí)間,可以使接頭的成分均勻化,減少電偶腐蝕,提高接頭的耐腐蝕性能。
[1]夏春智,李亞江,王娟.Cu/Al異種金屬連接的研究現(xiàn)狀[J].焊接,2008(1):17-18.
[2]李亞江,吳會(huì)強(qiáng),陳茂愛(ài).Cu/Al真空擴(kuò)散焊接頭顯微組織分析[J].中國(guó)有色金屬學(xué)報(bào),2001,11(3):424-427.
[3]Braunovic M.Aleksandrov N.Effect of electrical current on the morphology and kinetics of formation of intermetallic phases in bimetallic aluminum-copper joints.Proceedings of the 39th IEEE Holm Conference on Electric Contacts[C].Pittsburgh,PA,USA,1993.
[4] Abbasi M,Karimi Taheri A,Salehi M T.Growth rate of intermetallic compounds in Al/Cu bimetal produced by cold roll welding process[J].Journal of Alloys and Compounds,2001,319:233-241.
[5]馬海軍,李亞江,王娟.Al/Cu異種有色金屬的真空釬焊工藝[J].焊接技術(shù),2007,36(1):36-39.
[6]夏春智,李亞江,王娟.基于Sn-Pb釬料的Cu/Al釬焊接頭組織結(jié)構(gòu)分析[J].焊接,2009(3):38-41.
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
