厚板鋁合金攪拌摩擦焊匙孔補焊接頭組織與性能
2012-09-04 11:42:04楊景宏韓鳳武宮文彪
材料工程 2012年7期
劉 杰,楊景宏,韓鳳武,宮文彪
(1中國北車集團長春軌道客車股份有限公司,長春130062;2長春工業大學先進結構材料教育部重點實驗室,長春130012)
厚板鋁合金攪拌摩擦焊匙孔補焊接頭組織與性能
劉 杰1,楊景宏1,韓鳳武1,宮文彪2
(1中國北車集團長春軌道客車股份有限公司,長春130062;2長春工業大學先進結構材料教育部重點實驗室,長春130012)
研究了35mm厚板鋁合金攪拌摩擦焊匙孔補焊工藝,應用光學顯微鏡、掃描電鏡、顯微硬度儀及電子拉伸試驗機等對接頭的組織與性能進行了研究。結果表明,采用鋁合金塊材填充匙孔后進行FSW焊接,獲得成型良好、表面光滑的焊縫;未加填充材料的匙孔位置,焊縫表面出現溝槽缺陷。FSW焊接一次接頭的前進側焊核區與熱力影響區之間存在“吻接”缺陷;FSW焊接二次和三次接頭的前進側和后退側過渡區均連接良好,二者組織無明顯差別;FSW焊接一次和二次接頭顯微硬度分布呈W型,硬度最低值均出現在前進側熱影響區分別為56HV和60HV;采用攪拌頭旋轉速率為720r/min,焊接速率為180mm/min焊接工藝條件下,FSW焊接一次、二次和三次接頭抗拉強度分別達到173、210和205 MPa。
鋁合金;攪拌摩擦焊;焊接工藝;組織;性能
攪拌摩擦焊(Friction Stir Welding,FSW)是一項固相連接技術。該技術依靠高速旋轉的攪拌頭與兩焊件接觸產生摩擦熱,使接縫處金屬產生塑性軟化區,旋轉的攪拌頭周圍塑性軟化金屬受到攪拌擠壓,并隨攪拌針的旋轉沿焊縫前進側向后退側方向流動,塑性金屬待攪拌針離開冷卻后形成焊縫,實現了固相連接[1-3]。
目前鋁合金是最適合攪拌摩擦焊接的材料之一,軌道車輛鋁合金車體具有重量輕、耐腐蝕、外觀平整度好和易于制造復雜美觀曲面車體而受到世界各城市交通公司和鐵道運輸部門的歡迎[4]。采用攪拌摩擦焊技術制造軌道客車鋁合金車體已成為國內外發展趨勢,加快研究鋁合金攪拌摩擦焊接頭的行為至關重要。
對鋁合金攪拌摩擦焊工藝及接頭行為的研究較多[5-7],而有關實際生產過程中鋁合金攪拌摩擦焊焊縫末端閃縫及匙孔補焊等問題的研究較少。本工作選用高速列車鋁合金車體用35mm厚板鋁型材,重點研究匙孔位置接頭組織與性能,為加快鋁合金車體攪拌摩擦焊應用于生產提供理論依據。
1 實驗材料與方法
實驗用鋁合金為35mm厚的6005A-T6鋁合金型材,化學成分見表1。焊接型材尺寸規格為3100mm× 453mm×35mm。

表1 鋁合金化學成分(質量分數/%)Table 1 Chemical composition of aluminium alloy(mass fraction/%)
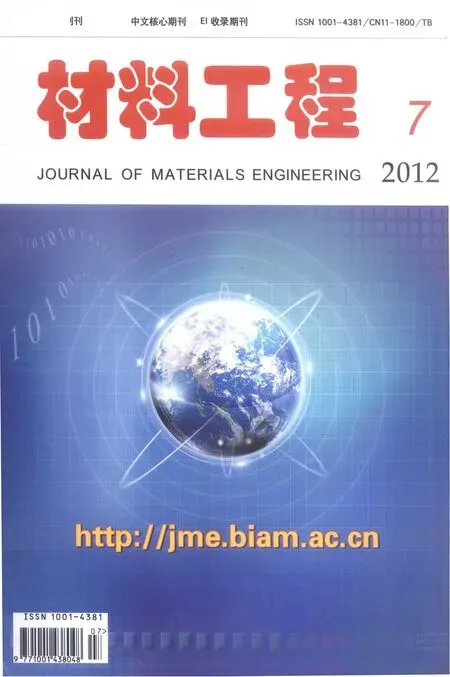
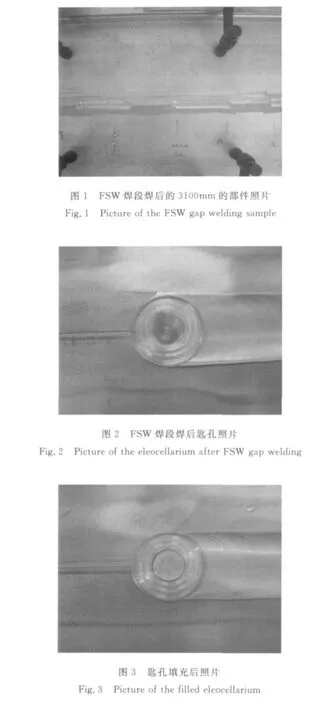
焊接實驗在型號為FSW-LM-5025的攪拌摩擦焊設備上進行,采用螺旋錐形攪拌頭。焊接工藝流程為:反裝組對→反裝段焊→反裝焊接→翻轉工件→正裝焊接→焊后修補。段焊方法為從起焊位置每隔200mm距離段焊200mm,段焊實驗所用攪拌頭的軸肩直徑為32mm,攪拌針根部直徑為14.4mm,長度為18mm。旋轉速度為720r/min;主軸前傾角為2.5°;預熱時間為10s;焊接速率為180mm/min。為防止實際焊接過程中焊接末端閃縫,采用FSW焊段焊工藝,段焊后長度為3100mm的部件照片,如圖1所示。段焊留下的匙孔,采用以下2種方式預先處理:(1)未加填充材料,如圖2所示;(2)用鋁合金塊材(與母材同質)填充到匙孔處并壓實,如圖3所示。匙孔處理后正式焊接工藝與以上段焊工藝參數一致,分別進行FSW一次焊、二次焊和三次焊實驗;對FSW焊方法修復未填充匙孔位置時造成表面溝槽缺陷,采用MIG焊進行焊后修補。
焊接實驗完成后,依據標準ISO15614—2005[8]分別在匙孔位置制取金相低、高倍試樣,拉伸試樣和彎曲試樣。應用S-3400N型掃描電鏡和EDAX能譜對樣品組織和成分進行分析。拉伸和彎曲實驗在室溫條件下,在CSS251DL-500型電子萬能試驗機上進行實驗,加載速率10mm/min。實驗后對斷口進行形貌分析。
2 實驗結果與分析
2.1 接頭微觀組織
2.1.1 匙孔(未填充)FSW焊接頭形貌及組織
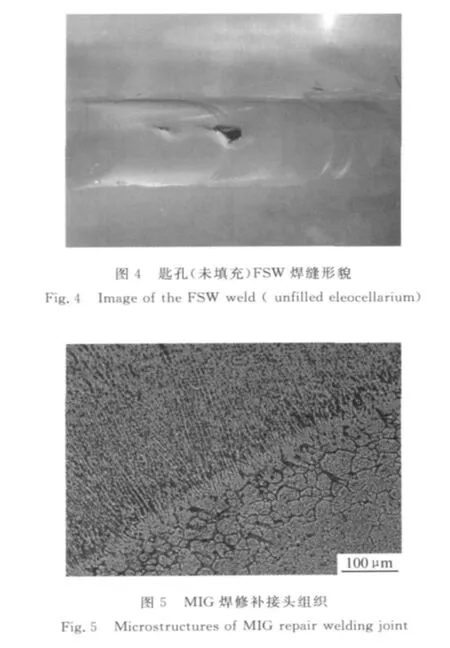
在上述工藝條件下,對段焊后的35mm厚6005AT6鋁合金部件進行攪拌摩擦焊接。實驗結果表明,采用鋁合金塊材填充FSW焊接后,獲得成型良好、表面光滑的焊縫;未加填充材料的匙孔位置,焊縫表面出現了溝槽缺陷,如圖4所示。圖5是對表面溝槽缺陷采用MIG熔化焊補焊后的接頭組織。由圖可見,熱影響區內晶粒明顯粗化;熔合區靠基材一側組織呈等軸晶組織;靠焊縫一側晶粒沿散熱方向呈柱狀晶;焊縫區為典型的樹枝狀晶鑄造組織。
2.1.2 匙孔(填充)FSW焊接頭組織
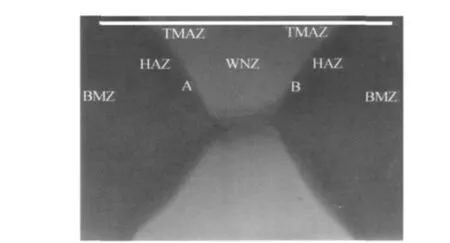
圖6 焊縫低倍組織形貌Fig.6 Image of the FSW weld joint
圖6是進行FSW二次焊實驗焊縫低倍組織形貌。由圖可見,焊縫區成啞鈴型,雙面焊接的重合區近1mm。焊縫低倍組織視場存在明暗差異,圖中A區為前進側,B區為后退側。焊接接頭分為4個區:焊縫中心部分為焊核區(Weld nugget zone簡稱WNZ);焊核區兩側為熱-力影響區(Thermal-mechanical affected zone,TMAZ);熱-力影響區以外只受焊接過程熱影響的區域稱為熱影響區(Heat affected zone簡稱HAZ);未發生組織和性能變化部分為母材區(Base metal zone,BMZ)[9]。FSW二次焊后前進側熱力影響區與熱影響區過渡區(A)交和后退側過渡區(B)交界線均模糊不清;FSW三次焊后焊縫低倍組織形貌與焊接二次的組織相似。
圖7是FSW焊接一次的焊縫前進側(焊核區和熱力影響區之間)過渡區、后退側過渡區的微觀組織。焊接過程中,前進側首先受到攪拌針的作用,焊接速率恒定,材料塑性流動不充分,焊核區(填充塊)與熱力影響區之間存在清晰的白色線,如圖7(a)所示;經局部放大觀察和結合能譜分析可知,白色結合線位置局部存在“吻接”缺陷,如圖8所示。填充的鋁合金塊部分未發生變化,前進側為接頭的薄弱區域;后退側過渡區受到攪拌頭強烈的攪拌作用及劇烈摩擦產生局部高溫作用,可見明顯的螺旋紋,較前進側塑性金屬流動充分,白色區域組織發生動態再結晶,組織為細小等軸晶,晶粒度為7級;深灰色區域金屬也發生了塑性流動,未發生再結晶,如圖7(b)所示。
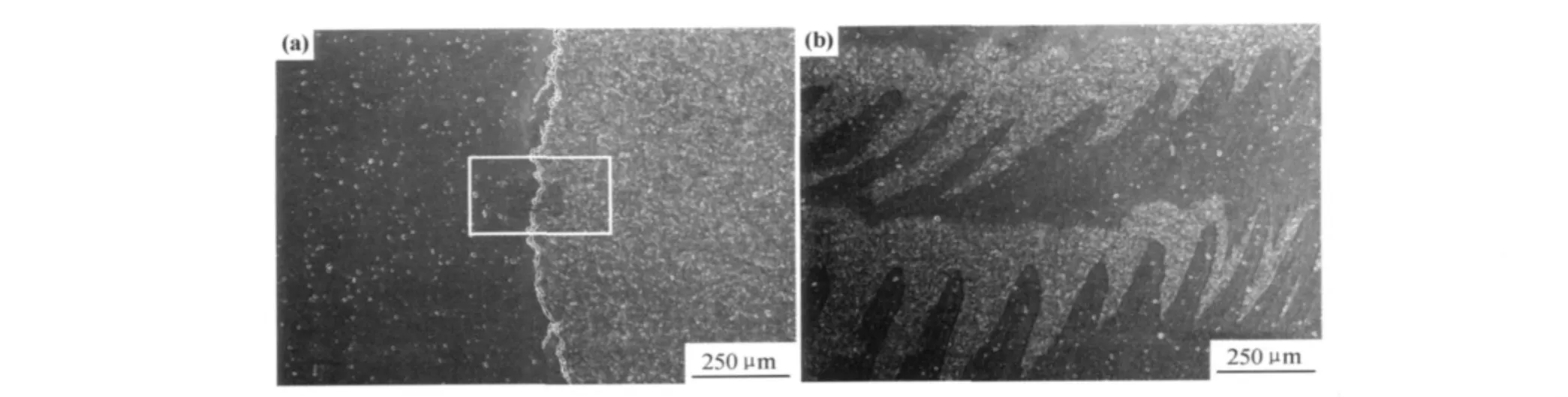
圖7 FSW焊接一次(匙孔位置)的接頭組織(a)前進側;(b)后退側Fig.7 Microstructures of FSW welded joint(a)advancing side;(b)retreating side
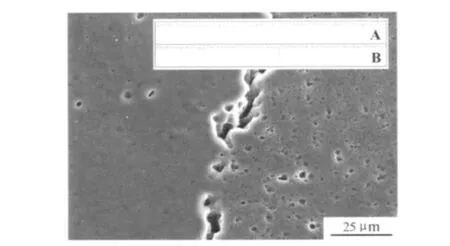
圖8 局部放大照片(圖7(a))Fig.8 Macrophotograph of the FSW gap welding sample(in fig.7(a))
圖9是FSW焊接二次的焊縫前進側過渡區、后退側過渡區的微觀組織。在接近焊核區的熱力影響區,即靠近攪拌針邊緣外側,該區攪拌頭的攪拌作用不充分,母材組織未完全破碎,在攪拌頭旋轉力和進給力雙重作用下,受熱剪切發生較大的晶粒變形,晶粒被明顯拉長,表明該區域的金屬承受了較大拉伸變形;熱影響區受熱循環作用組織粗化,但未發生塑性變形,如圖9(a)所示;后退側未見螺旋紋,焊核區、熱力影響區和熱影響區無明顯分界,晶粒尺寸變化梯度比前進側小,后退側過渡區較前進側寬,如圖9(b)所示;焊接三次的焊縫前進側過渡區、后退側過渡區的微觀組織與焊接二次的焊縫組織相似,前進側未見明顯的螺旋紋,與后退側的組織幾乎沒有差異。

圖9 FSW焊接二次的接頭組織(a)前進側;(b)后退側Fig.9 Microstructures of FSW welded Joint(a)advancing side;(b)retreating side
2.2 FSW焊接頭顯微硬度
圖10為FSW焊接頭顯微硬度分布,分別給出焊接一次和二次的焊縫上部顯微硬度曲線(圖中0點為焊縫中心位置,具體位置見圖6所示)。由圖可以看出,接頭硬度分布呈W型,焊接一次和二次硬度最低值均出現在前進側熱影響區,分別為56HV和60HV。從前進側熱影響區開始,隨著距焊縫中心距離的減小,硬度逐漸增大,直到后退側的熱影響區再次降低,最后恢復到母材硬度95 HV。焊接二次的接頭硬度與焊接一次接頭硬度相比,前進側硬度與后退側硬度值無明顯差別,后退側的硬度值降低,進一步驗證前進側熱影響區是焊接接頭的薄弱區域,同時焊接次數對后退側接頭硬度影響較大。
2.3 FSW焊接次數對接頭性能的影響
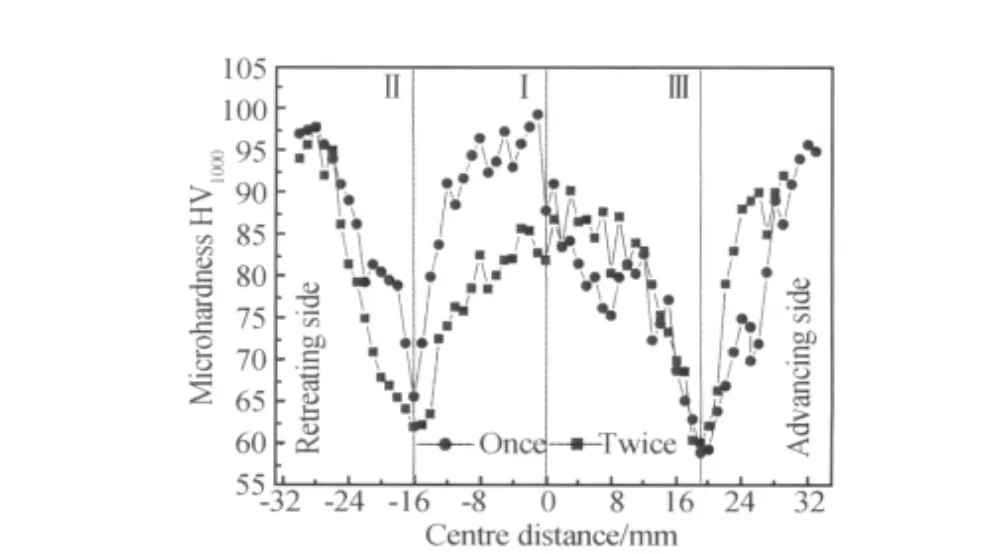
圖10 35mm厚的FSW焊接頭顯微硬度分布Fig.10 Microhardness distribution of 35mm-thick welded joint by friction stir welding
在攪拌頭旋轉速率為720r/min,焊接速率為180mm/min焊接工藝條件下,匙孔位置焊接一次的接頭抗拉強度為173MPa,斷裂位置起始于焊縫前進側(反裝)的熱力影響區,擴展至雙面焊接重合區時,沿著焊縫后退側(正裝)熱影響區直至斷裂,如圖11(a)所示。焊接試樣經180°側彎試驗后,焊縫在熱力影響區出現長度3mm的裂紋;FSW焊接二次的接頭抗拉強度為210MPa,斷裂位置起始于焊縫前進側(反裝)的熱影響區,擴展至雙面焊接重合區時,沿著焊縫后退側(正裝)熱影響區直至斷裂,如圖11(b)所示。焊接試樣側彎試驗后,焊縫位置未出現裂紋;焊接三次的接頭抗拉強度為205MPa,斷裂位置與焊接二次一致,側彎試驗后,焊縫位置未出現裂紋。性能測試結果與微觀組織分析結果一致。
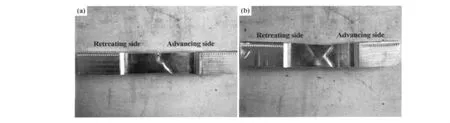
圖11 拉伸實驗斷裂位置(a)FSW焊接一次;(b)FSW焊接二次Fig.11 Different of fracture location of tensile samples(a)once-welding;(b)twice-welding
3 結論
(1)采用鋁合金塊材填充匙孔后進行FSW焊接,獲得成型良好、表面光滑的焊縫;未加填充材料的匙孔位置,焊縫表面出現溝槽缺陷。
(2)FSW焊接一次接頭的前進側焊核區與熱力影響區之間存在局部“吻接”缺陷;FSW焊接二次和三次接頭的前進側過渡區和后退側過渡區連接良好。
(3)FSW焊接一次和二次的焊縫顯微硬度分布呈W型,硬度最低值均出現在前進側熱影響區,分別為56HV和60HV;焊接二次的接頭硬度與焊接一次接頭硬度相比,前進側硬度與后退側硬度值相當,后退側的硬度值降低。
(4)在攪拌頭旋轉速率為720r/min,焊接速率為180mm/min焊接工藝條件下,FSW焊接一次接頭抗拉強度為173MPa,斷裂位置起始于焊縫前進側(反裝)的熱力影響區;FSW焊接二次和三次接頭抗拉強度分別為210MPa和205MPa,斷裂位置起始于焊縫前進側(反裝)的熱影響區。
[1] RAJAKUMAR S,MURALIDHARAN C,BALASUBRAMANI AN V.Influence of friction stir welding process and tool parameters on strength properties of AA7075-T6 aluminium alloy joints[J].Materials and Design,2011,32:535-549.
[2] CHEN Z W,PASANG T,QI Y.Shear flow and formation of Nugget zone during friction stir welding of aluminium alloy 5083-O[J].Materials Science and Engineering A,2008,474:312-316.
[3] BARCELLONA A,BUFFA G,FRATINI L,et al.On microstructural phenomena occurring in friction stir welding of aluminium alloys[J].Journal of Material Process Technology,2006,177:340-343.
[4] 王炎金.鋁合金車體焊接工藝[M].北京:機械工業出版社,2009.
[5] KRISHNAN K N.On the formation of onion rings in friction stir welds[J].Materials Science and Engineering A,2002,327:246-251.
[6] 柯黎明,潘際鑾,邢麗,等.鋁合金攪拌摩擦焊焊縫形成的物理機制[J].材料工程,2008,(4):33-37.
[7] 劉杰,王炎金,宮文彪,等.35mm厚板鋁合金攪拌摩擦焊接頭組織與性能研究[J].焊接學報,2012,33(5):27-32.
[8] ISO15614-2005,金屬材料焊接工藝規范及資格評定[S].
[9] TYNSKA L L,BRAUN R,STANIEK G,et al.TEM study of the microstructure evolution in a friction stir-welded AlCu Mg Ag alloy[J].Materials Chemistry and Physics,2003,81(3):293-295.
E-mail:liujie.a@cccar.com.cn
Microstructures and Properties of Thickness Aluminium Alloy Eleocellarium Repairing Welding Joint by Friction Stir Welding
LIU Jie1,YANG Jing-hong1,HAN Feng-wu1,GONG Wen-biao2
(1 CNR Changchun Railway Vehicles Co.,Ltd.,Changchun 130062,China;2 Key Laboratory of Advanced Structural Materials(Ministry of Education),
Changchun University of Technology,Changchun 130012,China)
The welding technology of 35mm thickness aluminium alloy eleocellarium repairing welding was investigated.Microstructures and properties of the welding joint have been studied by using optical microscope,scanning electron microscope,energy spectrum analysis,micro-hardness tester and electron tensile testing machine.Experimental results show that the formation of weld is good and there are no defects of tunnel,hole and groove defect by FSW after filling eleocellarium with aluminum alloy block,and there are groove defects by FSW without filling eleocellarium.The visible clear kiss defect was formed between weld nugget zone and thermal-mechanical affected zone in advencing side when welding with FSW once;The transition zone of advancing and retreating side were formed well between weld nugget zone and thermal-mechanical affected zone in advancing side when welding with FSW twice and thrice.The microhardness of once and twice welding distributing was W model and reached 56HV and 60HV in heat affected zone of advancing side.The joint tensile strength of welding once,twice and thrice reached 173,210MPa and 205MPa at rotation speed of 720r/min and welding speed of 180mm/min.
aluminum alloy;friction stir welding;welding technology;microstructure;property
TG456.98
A
1001-4381(2012)07-0029-05
基金項目:吉林省科技發展計劃項目(20100362);長春軌道客車股份有限公司技術開發項目(J0000000018K).
2011-07-26;
2012-04-06
劉杰(1979—),女,博士,研究方向為新材料連接,聯系地址:長春市青蔭路435號長春軌道客車股份有限公司工業化部(130062),
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
中國塑料(2016年3期)2016-06-15 20:30:00
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24