基于總線的移動式鋼軌閃光焊機控制系統
2012-09-06 08:42:02呂其兵賀頌戴曉綱
電焊機 2012年6期
關鍵詞:信號
呂其兵,賀頌,戴曉綱
(1.西南交通大學焊接研究所,四川成都610031;2.西南物資公司,四川成都610051)
基于總線的移動式鋼軌閃光焊機控制系統
呂其兵1,賀頌1,戴曉綱2
(1.西南交通大學焊接研究所,四川成都610031;2.西南物資公司,四川成都610051)
移動式鋼軌閃光焊機現場施工時,焊機機頭與控制柜之間操作、檢測和控制信息的傳遞通過電纜進行,該連接電纜芯數多且距離長,從而導致控制系統故障率高,且檢修難度大。針對上述問題,提出了基于CC-link總線設計系統的軟硬件解決方案。采用FX2N-16CCL-M主站模塊、FX2N-64MR三菱PLC、AJ65SBTB1-16D和AJ65SBTB1-16T數字量模塊重新設計了基于總線的移動式鋼軌閃光焊機控制系統,從而使機頭和控制柜之間的信息通過總線進行傳輸,大大減少了焊機機頭和控制柜之間連接電纜的芯數,提高了可靠性,降低了檢修難度;分析新系統通過總線進行信息傳輸的速度和控制速度,采用總線方式完全能滿足控制系統實時性的要求。通過現場試焊表明,新系統能完成鋼軌的焊接。
CC-link;FX 2N-16CCL-M;鋼軌閃光焊;控制
0 前言
國內鋼軌現場焊中常用的焊接方法有鋁熱焊、閃光焊和氣壓焊,由于鋼軌閃光焊具有焊接生產效率高、焊接接頭質量受人為因素影響小且質量高的優點,移動式鋼軌閃光焊在無縫線路建設中占據著重要的位置。鋼軌移動式閃光焊設備主要包括自帶發電機的集裝箱式閃光焊軌機和自行走式焊軌車兩種,不管是哪一種焊接設備,控制柜與焊機機頭之間的連接電纜都多而長。由于在現場焊軌中機頭頻繁動作,使得連接電纜內部的線經常破斷,導致焊接設備故障率高,并且電纜芯數多,檢測困難,焊機出現故障維修困難,影響無縫線路的建設。為此提出了基于總線方式進行機頭信號檢測和動作控制的方案。由于連接總線只有三根,電纜芯數少,便于保護和維護,從而提高了設備運行的可靠性。
總線控制系統實時性好,在工業領域的應用十分廣泛[1]。工業控制領域的網絡系統一般分三層,即管理層、控制層和設備層。CC-link是設備層的網絡系統,是一種可以同時高速處理控制和信息數據的現場網絡,可以提供高效、一體化的工廠和過程自動化控制,在10 Mbps的通信速率下傳輸距離可達100 m,并能夠連接64站。其卓越的性能使之通過ISO認證成為國際標準,并且獲得批準成為中國國家推薦標準GB/T19760-2008,同時已取得SEMI標準[2]。為此本系統采用CC-link總線進行設計。
1 控制系統硬件及軟件設計
1.1 硬件設計
系統總體框圖如圖1所示,上部虛框內的所有組件在控制柜中,下部虛框內的全部組件在焊機機頭上,上下虛框之間的連接除比例閥和位移傳感器外都通過總線相連。主站由三菱FX2N系列PLC和FX2N-16CCL-M主站模塊組成,以實現與I/O模塊通信、處理反饋信息和控制焊機機頭動作。從站主要由AJ65SBTB1-16D(16路數字量輸入模塊)和AJ65SBTB1-16T(16路數字量輸出模塊)構成,由AJ65SBTB1-16D采集焊機機頭上的所有數字量信號,并通過總線傳給主站,主站對傳輸回來的信息進行運算處理和判斷,并將運算結果通過總線傳給輸出模塊,控制液壓閥驅動板驅動相應的執行元件實現對閃光焊機機頭的控制,待主站處理后輸出控制,完成閃光焊接中機頭的所有動作。與原有控制系統相比有以下不同:原焊機機頭的所有輸入和輸出數字信號全部通過獨立的信號線與控制柜進行信號傳遞,而新控制系統焊機機頭上的數字信號由主站模塊通過總線與焊機機頭上的從站模塊進行通信,實現所有數字信號的輸入與輸出控制。
1.2 軟件設計
控制系統軟件在原系統軟件的基礎上進行如下改進:
(1)在原有的UN-150焊機控制程序中加入總線網絡配置程序,使通過總線讀入的數字信息對應原程序的所有輸入點。
(2)運算結果的輸出原程序是通過PLC的輸出觸點進行控制,新程序使輸出觸點對應輸出模塊AJ65SBTB1-16T的相應點。
通過上述改進,就可利用原來的程序實現基于CC-link總線模式的焊機控制。主站和遠程I/O站之間通信時的基本程序設計流程如圖2所示。
在通信程序開始運行前,要將整套網絡的配置參數寫入主站模塊中。
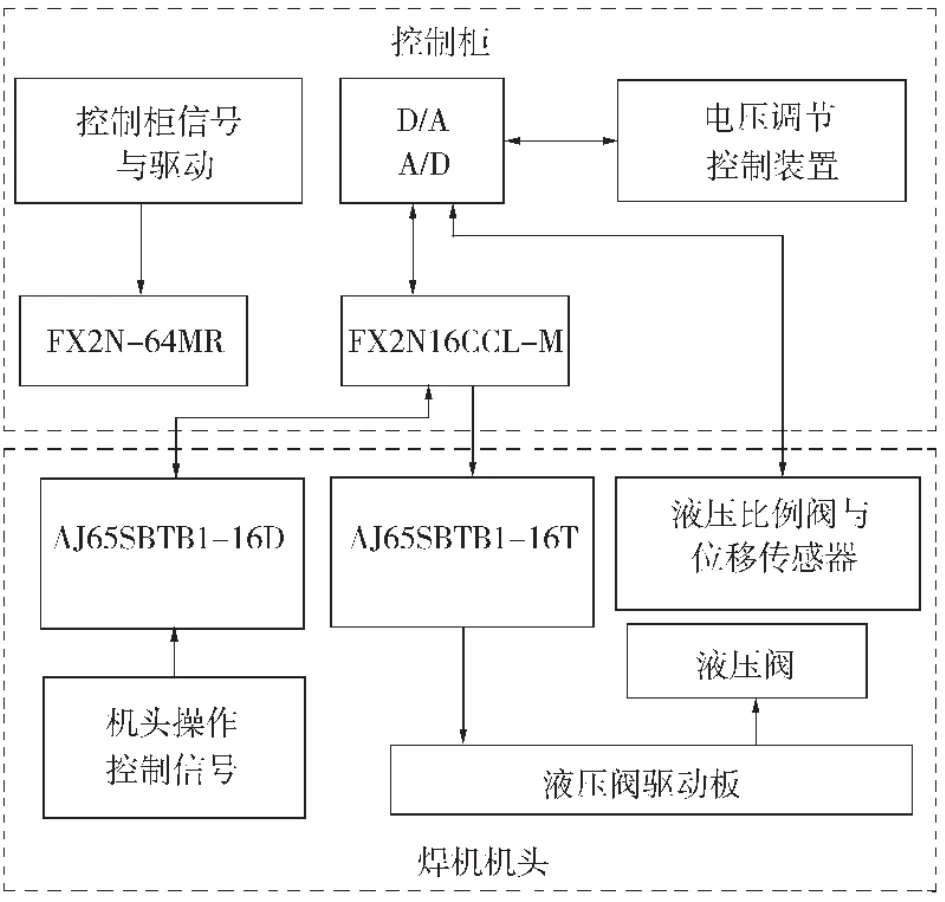
圖1 系統總體框圖
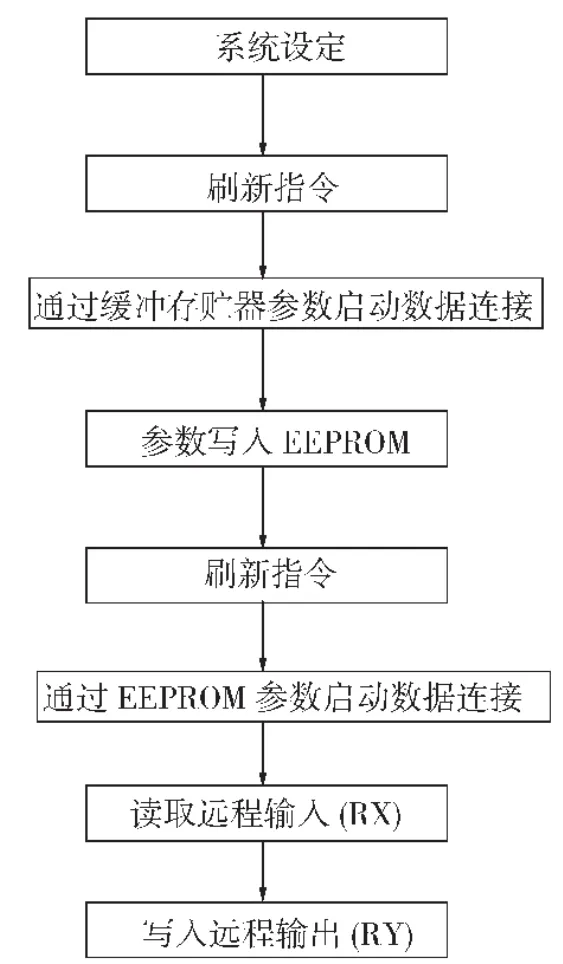
圖2 基于總線的信息傳輸程序框圖
2 控制信號響應時間計算與分析[3]
在UN-150ZB鋼軌閃光焊機中,機頭與控制柜之間的距離大約10 m,機頭上輸入與輸出模塊之間的距離小于50 cm。系統的控制信號相應時間T為

式中SM1為信號輸入延遲時間;SM2為信號輸出延遲時間;T1為PLC程序掃描和執行時間。
(1)信號輸入延遲時間

(2)信號輸出延遲時間

式(2)、式(3)中的LS為系統的鏈接掃描時間,其計算式為:
LS=BT{29.4+(NI·4.8)+(NW·9.6)+(N·32.4)+(ni·4.8) +(nw·9.6)}+ST+通信故障站的數量·48·BT·重試的次數(4)式中BT為常數(傳輸速度),該參數按表1進行選擇;NI為a和b中最后站點的數量;NW為b中最后站點的數量;N為連接的模塊數量;ni為a+b(保留站除外);nw為b(保留站除外);ST為800+(a·15)、900+(b·50)中的最大值(其中a為被遠程I/O站占用的站點數,b為被遠程設備站占用的站點數)。

表1 傳輸速度與常數BT的對應關系
在新系統選用的AJ65SBTB1系列模塊中,設定的傳輸速度分為五檔:10 Mbps、5.0 Mbps、2.5 Mbps、625 kbps、156 kbps。本控制系統選用5.0 Mbps檔。系統各相應參數如下:

由式(4)可計算出LS=1.042 16 ms;
由式(2)計算出SM1=2.784 32 ms;
由式(3)計算出SM2=3.826 48 ms。
由上述計算可知,整個系統操作控制信號輸入、運算和輸出響應時間大約10 ms,而系統的液壓閥等響應都是毫秒級的,因此新系統能滿足閃光焊機實時控制的目的。
采用上述軟硬件進行了機頭的操作控制和焊接試驗,結果表明,操作及動作響應與原系統無異,焊接過程能順利完成。
3 結論
(1)基于總線的控制系統減少了信號傳輸線的數量,提高了設備運行的可靠性,降低了維護難度。
(2)所設計的基于總線的控制系統能夠滿足移動式閃光焊機在焊接過程中的信號傳輸和處理的實時性和系統的高抗干擾能力的要求。
[1]狄錦,潘聲啟,張虎.時速300 km鐵路客運專線長鋼軌焊接施工方案[J].中國鐵路,2005(8):64-68.
[2]楊靜,顧戰松.CC-link網絡及應用[J].北京:機械工業出版社,1991.
Research on control system of mobile rail flash butt welding machine on the basis of bus
LV Qi-bing1,HE Song1,DAI Xiao-gang2
(1.Institute of Welding,Southwest Jiaotong University,Chengdu 610031,China;2.South-west Material Co.,Ltd.,Chengdu 610051,China)
The operation,sensor,and control information between the machine and controller is transferred through the cable when the mobile rail flash butt welding machine is used in continuous line construction,because the cable is long and multi-core,the control system is of low reliability,and is difficult to be maintained.According to the problem mentioned above,a new project based on CC-link was put forward to solve this problem.The control system was designed on the basis of the host module FX2N-16CCL-M、the PLC FX2N-64MR and the digital module AJ65SBTB1-16D/T,so the core of the cable,through which the information between the machine and controller was transferred,was reduced,the reliability was improved,and the maintenance was become easy.The control system's response rate and information's transmission rate was analyzed,and the new control system can demand the real-time request.The experiment indicated that the new control system could finish the welding process.
CC-link;FX 2N-16CCL-M;rail flash butt welding;control
book=6,ebook=35
TG409;TG438
A
1001-2303(2012)06-0051-03
2011-01-19;
2012-03-16
呂其兵(1967—),男,四川井研人,教授,教研室主任,博士,主要從事計算機檢測及控制方面的研究和焊接設備自動化及焊接質量在線檢測與控制研究工作。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
