逐點比較直線插補算法的優化
2012-09-14 07:29:36應保勝邱新橋吳岳敏
武漢科技大學學報 2012年3期
楊 威,應保勝,邱新橋,吳岳敏
(1.武漢科技大學機械自動化學院,湖北武漢,430081;2.湖北汽車工業學院機械工程系,湖北十堰,442002)
逐點比較直線插補算法的優化
楊 威1,應保勝1,邱新橋2,吳岳敏1
(1.武漢科技大學機械自動化學院,湖北武漢,430081;2.湖北汽車工業學院機械工程系,湖北十堰,442002)
基于八方向插補算法,提出一種改進的逐點比較插補算法。通過最大插補誤差分析,利用解析求解、數值比較及計算機運算,得到一種插補精度較高、運算速度較快、速率較平穩的偏差計算方法。
數控系統;逐點比較插補法;直線插補;優化改進
插補運算是計算機數控(Computer Numerical Control,CNC)系統中生成加工軌跡的一個基本子程序,它直接影響到工件的輪廓精度、表面光滑度和機床的最大進給速度[1-3]。插補算法分為基準脈沖插補算法和數據采樣插補算法。基準脈沖插補算法中最常用的是逐點比較法。逐點比較法的優點是算法簡單、插補計算速度快、插補誤差較小,但同時也存在如下缺點:①不能兩軸聯動,影響加工精度;②插補次數多,執行時間長,影響生產效率[4]。
本文在逐點比較法的基礎上,改變判斷點的取值,增加一個進給方向,以圖進一步提高插補精度和運算速度。
1 插補原理
逐點比較法的基本原理[5]為:計算機在控制加工軌跡的過程中,刀具每進一步(一個脈沖當量)都將實際加工點同規定的軌跡進行比較,并計算一次偏差值,從而決定下一進給點,以逼近給定的軌跡。因此刀具每進給一步都要經過如下4個節拍:偏差計算、位置判別、坐標進給、終點判別。
2 改進算法的插補方法與實現過程
逐點比較插補算法只有+x、+y、-x、-y四個進給方向,八方向插補算法[6]是在該四個進給方向上再增加+x+y、-x+y、-x-y、+x-y四個進給方向。其中,+x+y是指+x和+y坐標方向同時進給,其余類推。八方向插補算法進給方向如圖1所示。

圖1 八方向插補算法進給方向Fig.1 Coordinates of eight directions interpolation algorithm
2.1 證明插補直線與任意插補點的位置關系

圖2 任意加工起點時插補直線通過區域Fig.2 Interpolation curve at any starting point of processing
設任意直線AB為加工軌跡,則刀具瞬時加工點p0(xi,yi)在任意位置都有3個進給方向(見圖2),下一進給點是p′1、p″1、p?1中的某一點。點A與插補起點p0重合,此時直線AB通過正方形區域p0p′1p″1p?1,證明插補i次后,直線AB通過區域pip′i+1p″i+1p?i+1。證明:
(1)在插補起點時,直線AB通過正方形區域p0p′1p″1p?1;
(2)插補i次后,插補點為pi(xi,yi),直線AB通過正方形區域pip′i+1p″i+1p?i+1;
(3)第i+1次插補有3個插補點p′i+1(xi+1,yi)、p″i+1(xi+1,yi+1)、p?i+1(xi,yi+1),分別為如下3種情形:①第i+1次插補點為p′i+1(見圖3),直線AB通過p′i+1p′i+2p″i+2p?i+2;②第i+1次插補點為p″i+1(見圖4),直線AB通過p″i+1p′i+2p″i+2p?i+2;③第i+1次插補點為p?i+1(見圖5),直線AB通過p?i+1p′i+2p″i+2p?i+2。
可見上述假設成立。證畢。

圖3 插補點為p′i+1時插補直線通過區域Fig.3 Interpolation line at the interpolated point p′i+1

圖4 插補點為p″i+1時插補直線通過區域Fig.4 Interpolation line at the interpolated point p″i+1
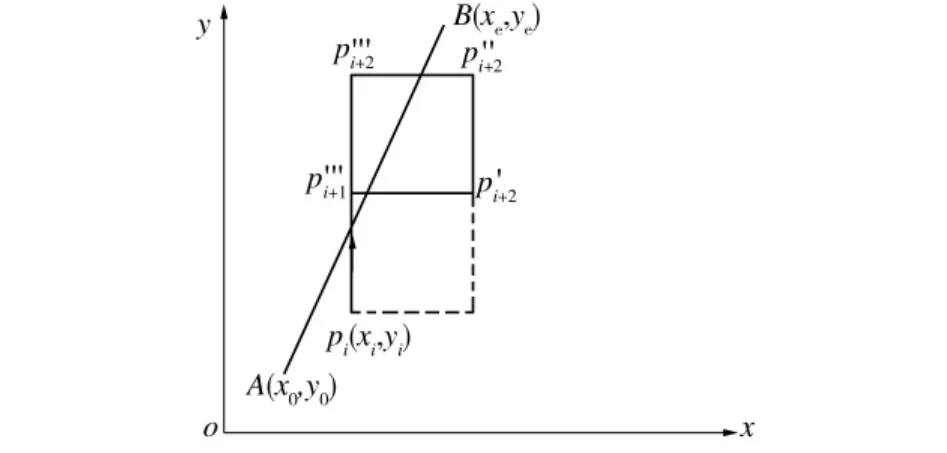
圖5 插補點為p?i+1時插補直線通過區域Fig.5 Interpolation line at the interpolated point p?i+1
2.2 最大誤差臨界角計算
任意直線AB為加工軌跡,刀具瞬時加工點pi(xi,yi)在任意位置都有3個進給方向(見圖6)。下一進給點是p′i+1(xi+1,yi)、p″i+1(xi+1,yi+1)或p?i+1(xi,yi-1)中的某一點。根據2.1的證明,直線AB總是通過區域pip′i+1p″i+1p?i+1。分別作p′i+1L、p″i+1N垂直于直線AB,垂足為L、N。點M為直線AB與直線p′i+1p″i+1的交點。則,當下一進給點為p′i+1時,誤差為p′i+1L;當下一步進給點為p″i+1時,誤差為p″i+1N。從圖6中可看出,顯然點p?i+1不可能成為最小誤差插補點,因此只需在p′i+1L與p″i+1N中選擇。


圖6 M點在p′i+1p″i+1上時最大誤差臨界角Fig.6 Maximal critical angle of error at point M for middle point of p′i+1p″i+1

圖7 M點為p″i+1p?i+1中點時最大誤差臨界角Fig.7 Maximal critical angle of error at point M for middle point of p″i+1p?i+1
2.3 最大誤差計算
2.4 偏差計算
偏差計算以第Ⅰ象限的直線為例(見圖8、圖9)。設直線的起點為o(0,0),終點為B(xe,ye),其他點定義同圖6。當xe=0時,刀具沿x軸方向進給;當ye=0時,刀具沿y軸方向進給;當xe≠0且ye≠0時,交點為M1、M2、M3、M4,顯然,延長線上的交點M2和M4應被排除掉。
點M1坐標可由下式確定:



圖8 M點在p′i+1p″i+1上時的偏差Fig.8 Error at point M for middle point of p′i+1p″i+1

圖9 M點在p″i+1p?i+1上時的偏差Fig.9 Error at point M for middle point of p″i+1p?i+1
2.5 偏差判別
2.5.1 長度比較法
如圖8、圖9所示:

當β∈[arctan0.5,90°-arctan0.5)時,Fij=2;
當β∈[90°-arctan0.5,90°)時,Fij=3。
2.6 坐標進給
當Fij=1時,下一個插補點選擇點p′i+1;
當Fij=2時,下一個插補點選擇點p″i+1;
當Fij=3時,下一個插補點選擇點p?i+1。
2.7 終點判別
起點為(x0,y0)(一般取為原點(0,0)),終點為(xe,ye)的直線,其判別值(直線在x、y軸方向上的總步長)為Im,則:Im=xe-x0+ye-y0。
2.8 不同象限的插補分析
對于任意象限的直線插補,可以先通過坐標平移將起點移至坐標原點,再根據直線終點的所在象限,應用坐標變換方法,將其變換為標準的第一象限內直線來插補。直線插補坐標變換法如表1所示,其中U表示x軸方向進給,V表示y方向進給。

表1 直線插補坐標變換法Table 1 Coordinate synopsis of linear interpolation
3 結語
改進后的逐點比較直線插補算法通過改變判斷點的取值,增加了一個插補運動方向,其插補誤差僅為傳統算法誤差的1/2,插補次數相應減少,從而提高了插補精度和加工速度。
[1] 王愛玲.現代數控原理及控制系統[M].北京:國防工業出版社,2002.
[2] 張建剛,胡大澤.數控技術[M].武漢:華中科技大學出版社,2000.
[3] 李佳.數控技術及應用[M].北京:清華大學出版社,2001.
[4] 張柱銀,姚建明,李碩.數控系統中逐點比較法的優化算法[J].機械研究與應用,2010,23(1):42-44.
[5] 蘇秀平.細論直線的逐點比較法插補[J].機床與液壓,2004(4):119-121.
[6] 范希營,郭永環.數控系統基準脈沖插補的發展方向[J].機床與液壓,2010,38(20):109-111.
Optimization of point-by-point comparison linear interpolation algorithm
Yang Wei1,Ying Baosheng1,Qiu Xinqiao2,Wu Yuemin1
(1.College of Machinery and Automation,Wuhan University of Science and Technology,Wuhan 430081,China;2.Department of Mechanical Engineering,Hubei University of Automotive Technology,Shiyan 442002,China)
Based on the eight directions interpolation algorithm,an improved point-by-point comparison interpolation algorithm was proposed.By maximum interpolation error analysis,analytical solution,numerical comparison,and computer computation,an error calculation method was obtained,which boasts higher interpolation precision,stable computation,and higher computation speed.
NC system;point-by-point comparison interpolating algorithm;linear interpolation;optimization
TB115
A
1674-3644(2012)03-0222-04
[責任編輯 彭金旺]
2011-10-25
楊 威(1989-),男,武漢科技大學碩士生.E-mail:710327911@qq.com
應保勝(1964-),男,武漢科技大學教授,博士生導師.E-mail:635125316@qq.com
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
今日農業(2021年9期)2021-11-26 07:41:24
計算機應用(2021年4期)2021-04-20 14:06:36
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52