LTCC層壓工藝及設備
2012-09-16 13:23:08李曉燕馮哲張建宏
電子工業專用設備 2012年10期
李曉燕,馮哲,張建宏
(中國電子科技集團公司第二研究所,山西太原 030024)
LTCC(Low Tempture Co-fired Ceram ic)是一種將未燒結的流延陶瓷材料疊層在一起而制成的多層電路,內有印制互聯導體、元件和電路,并將該結構燒結成一個集成式陶瓷多層材料。LTCC技術以其集成密度高和高頻特性好等優異的電學、機械、熱學及工藝特性,成為目前電子元件集成化的主流方式,廣泛應用于電子、通訊、航空航天、汽車、計算機和醫療等領域。
1 層壓工藝
層壓是基于帕斯卡原理:在密閉容器內的介質(液體或氣體)壓強,可以向各個方向均等地傳遞。
層壓工藝:把生瓷片裝入薄膜塑料袋,在真空包裝機中抽真空并密封,裝入層壓腔,隨活塞的下降置于壓力缸的熱水中,壓力缸密封后通過增壓泵增壓,生瓷片在壓力缸的熱水中均勻受壓成型,成為致密體。與單向和雙向模壓成型相比,密度高,均勻性一致。
由于液體介質壓力各個方向相等,也常叫等靜壓。又與冷等靜壓和熱等靜壓相區別,也叫做溫等靜壓。
層壓工藝曲線見圖1,分為單步加壓、雙步加壓和可編程加壓3種方式。
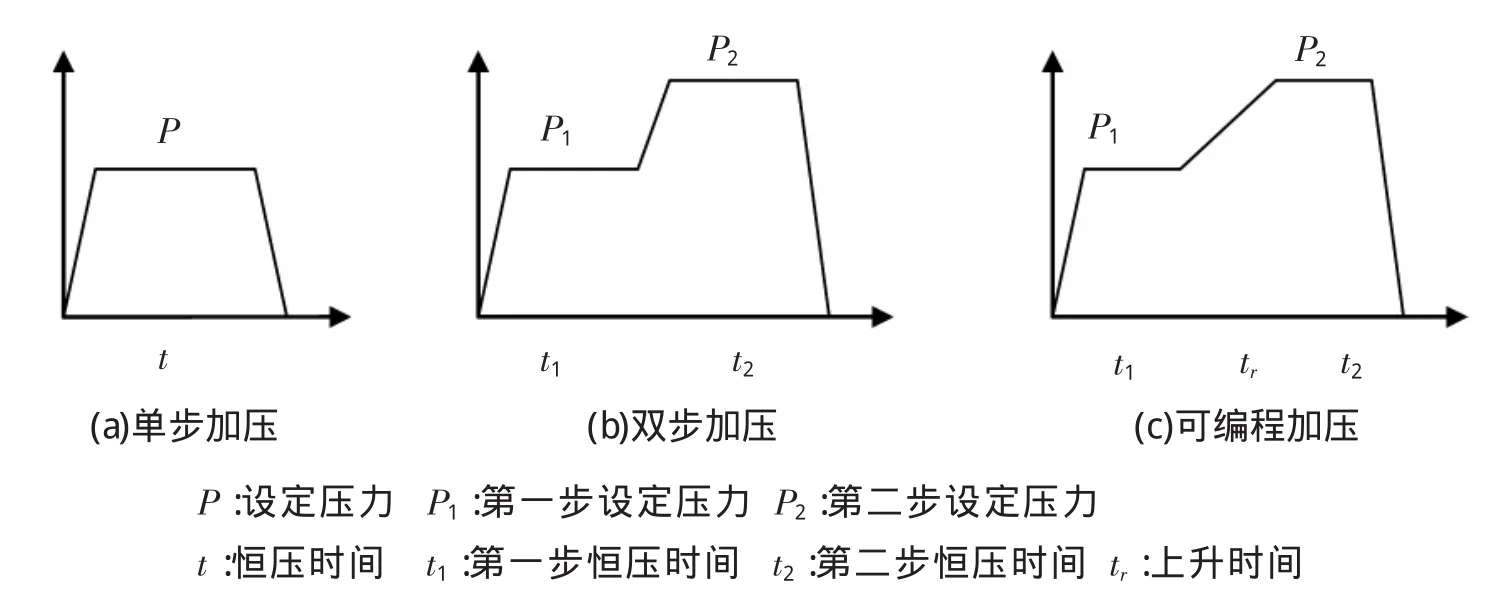
圖1 壓力工藝曲線圖
2 層壓設備研發
層壓機是應用于LTCC生產線,將印刷好的疊層生瓷片在一定的溫度和壓力下緊密粘接,形成一個完整的多層基板胚體。把被加工物體放置于盛滿液體的密閉容器中,通過增壓系統進行加壓對物體的各個表面施加相等的壓力,使其密度增大改善物理性質。
2.1 層壓機結構
2.1.1 壓力系統設計
壓力系統由活塞、壓力缸和水箱組成 (見圖2),壓力缸和水箱均為不銹鋼材質以減少銹蝕,圓筒狀結構,水箱在壓力缸外圍,壓力缸活塞上有層壓腔,料盒放在層壓腔中,層壓腔隨活塞可以自動升降方便裝件取件。氣動增壓泵、壓力變送器和泄壓閥控制壓力,通過增壓泵持續向水箱內注水使水壓上升,壓力變送器實時監測壓力值,直至達到壓力設定值,增壓泵停止工作。恒壓過程中,自動補償壓力的下降。當恒壓計時結束后,自動泄壓。壓力的泄放通過泄壓回路,考慮到異常情況,另有手動泄壓回路。
為了保持壓力的恒定,壓力缸的密封性至關重要,尤其是壓力缸加壓口的密封和活塞密封圈的密封。另外,活塞的密封圈屬于易損件需要定期檢查,發現密封圈有變形或受損時及時更換。

圖2 壓力系統圖示
2.1.2 溫度系統設計
2.3.5 非心臟外科手術:為減少外科手術圍術期心臟并發癥風險,在術前應首先評估外科手術的緊迫性、出血風險和心血管事件的發生風險。在充分權衡出血和血栓風險的基礎上,圍手術期抗血小板治療應由多學科(外科醫師、麻醉師、心內科醫生)和患者共同決定:出血危險較低的患者,可繼續服用阿司匹林。如患者進行小型牙科手術、皮膚科操作、白內障手術等出血風險低的手術;手術相關出血風險高,應術前停用抗血小板藥物,通常術前停用P2Y12受體拮抗劑至少5d,術前需停用所有抗血小板治療的患者,如遇到血栓風險高患者,可給予靜脈抗血小板藥物GPⅡb/Ⅲa 受體拮抗劑或低分子肝素“橋接”。
圓柱形水箱位于壓力缸外,水箱外圍一圈保溫材料對熱水起保溫作用。溫度系統由水箱、浸入式加熱棒、熱電偶、液位開關和備液箱等組成,其功能是對水箱內的水進行升溫和恒溫控制,溫度的設定通過觸摸屏完成,熱量通過水傳導到工件上。另外溫度開關可以在溫度上限斷開加熱,起到保護作用。水位開關監測到水位不足時備液箱自動補水。
為了保持溫度的恒定,水箱內加熱棒分布要均勻,熱電偶要布在壓力腔料盒附近。
2.1.3 安全設計
設置安全門鎖,只有安全門關閉后設備才能啟動自動運行。
設有超壓報警和超溫報警,壓力超過警戒壓力值時報警并自動卸壓,溫度超過上限值時報警并自動關閉加熱。
為安全起見,壓力缸活塞上下限分別安裝磁性傳感器和微動開關雙保險。
2.2 層壓機控制系統
2.2.1 層壓機硬件設計
層壓機選用三菱FX系列PLC和臺達DOP系列觸摸屏聯合控制方式,接收開關、按鈕以及觸摸屏的輸入信號并輸出信號給執行機構完成整個工藝流程。
主要功能模塊:
PLC模擬量模塊FX2N-2AD:采集壓力變送器輸出的4~20mA電流信號控制增壓泵的啟動、停止和壓力補償。
PLC通訊模塊FX2N-232BD:通過RS232與溫控儀進行Modbus通訊,實現溫度設定、預熱時間、報警設定觸屏操作。2.2.2層壓機軟件設計
層壓機控制系統軟件設計包括:PLC控制程序、模擬量壓力采集程序和PLC與溫控儀通訊程序以及觸摸屏界面設計等。
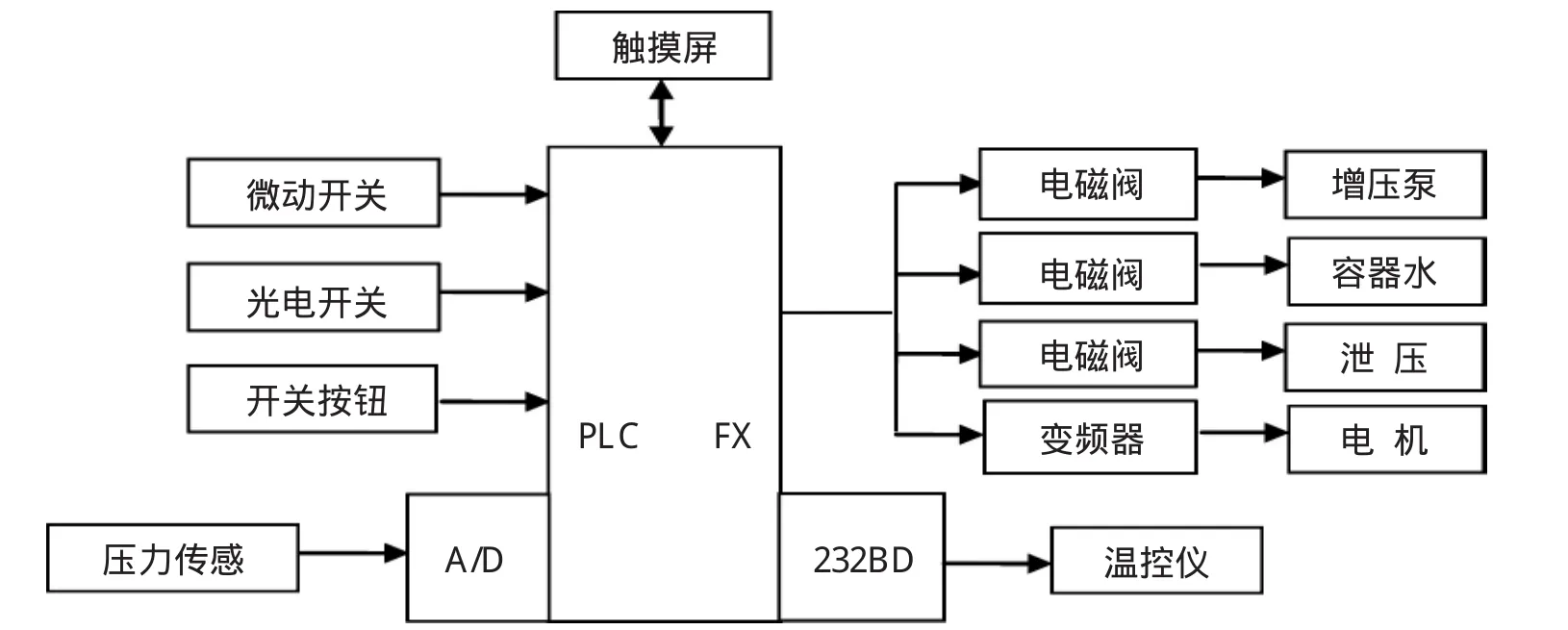
圖3 硬件框圖
根據生產工藝要求,設定手動和自動兩種操作方式,手動操作做單步調試和更換密封圈用,自動操作做自動層壓流程,可以根據需要設定3種加壓方式任意一種,自動層壓過程中,壓力值實時顯示,恒壓過程中,恒壓時間實時顯示。
層壓操作步驟:
●手動操作屏操作活塞升起,加水到標志線,活塞降下。
●打開加熱開關,并設定預熱溫度,一般需要預熱1~2h。
●活塞升起,放入工件,自動操作屏設定層壓壓力,保壓時間。
●按自動開始鍵,活塞自動下降,待到預熱溫度后,開始增壓。
●保壓時間到,層壓流程結束,自動泄壓后,活塞自動升起,取出工件。
自動層壓軟件流程見圖4。
3 調試中遇到的問題及解決方案
1)預加熱后壓力缸上升蒸汽量大,加裝了換氣扇。
2)增壓后壓力很快降下,檢查各個密封處,發現增壓口密封圈變形受損更換。
3)活塞升起料盒裝件后下降到水中熱量有損失,加快活塞升降速度,有所緩解。
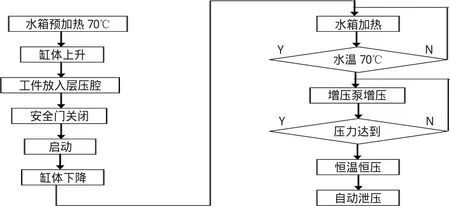
圖4 軟件流程圖
4 應用效果
該設備控制精度高、操作簡單、運行平穩,達到的技術指標:
最大壓力:34MPa(5000psi)
壓力精度:±0.34MPa(±50psi)
最高溫度:85℃
溫度精度:±2℃
經過用戶現場驗證,滿足使用要求,可用于混合芯片及LTCC高密度多層基板等制作工藝中。
:
[1]朱志斌.等靜壓技術的應用與發展[J].現代技術陶瓷,2010[1]:19-23.