直線導(dǎo)軌安裝底座幾種尺寸標(biāo)注方法的比較與分析
2012-09-16 13:23:12周啟舟
電子工業(yè)專用設(shè)備 2012年10期
關(guān)鍵詞:方法
郎 平 ,周啟舟
(北京中電科電子裝備有限公司,北京 100176)
直線導(dǎo)軌由于具有運動靈敏度高、低速運動平穩(wěn)性好、定位精度高、精度保持性好、磨損小、壽命長等特點[1]廣泛被應(yīng)用于各類精密機(jī)床和數(shù)控機(jī)床等設(shè)備,尤其是在半導(dǎo)體設(shè)備領(lǐng)域應(yīng)用更加廣泛。直線導(dǎo)軌能否發(fā)揮其特性,與其安裝底座的加工質(zhì)量有非常大的關(guān)系,而零件的加工質(zhì)量與零件中關(guān)鍵尺寸的標(biāo)注方法也有非常大的關(guān)系,本文對直線導(dǎo)軌安裝底座中幾個關(guān)鍵尺寸的幾種常見的尺寸標(biāo)注方法進(jìn)行了總結(jié),對各種標(biāo)注方法的優(yōu)缺點進(jìn)行了對比和分析,這些對廣大機(jī)械設(shè)計人員有一定的參考意義。
1 直線導(dǎo)軌安裝底座結(jié)構(gòu)簡圖
常見的直線導(dǎo)軌安裝底座結(jié)構(gòu)如圖1所示。直線導(dǎo)軌通常是成對使用,每根導(dǎo)軌的底面放置在導(dǎo)軌安裝底座的A面和B面上,每根導(dǎo)軌的側(cè)向基準(zhǔn)面靠緊在導(dǎo)軌安裝底座的側(cè)向定位面C面和D面上,通過螺釘將直線導(dǎo)軌固定在導(dǎo)軌安裝底座上。A面、B面、C面和D面通常通過磨削加工,以保證各平面的平面度以及相關(guān)平面的平行度要求。為了保證直線導(dǎo)軌可靠的安裝,導(dǎo)軌安裝底座相應(yīng)結(jié)構(gòu)尺寸必須滿足的要求:(1)尺寸d1必須滿足尺寸公差控制在±0.1mm以內(nèi)。由于尺寸d1直接決定了兩根直線導(dǎo)軌的位置,如果尺寸公差過大,則在導(dǎo)軌滑塊上進(jìn)行連接的零件就有可能因誤差的累積而無法安裝;(2)尺寸d2和d3尺寸公差控制在±0.1mm以內(nèi)。由于導(dǎo)軌在安裝時其側(cè)向的基準(zhǔn)面必須緊靠在平面C和D上,來保證兩根導(dǎo)軌的平行性,同時也能保證導(dǎo)軌的安裝更加可靠,并且可以承受一定的側(cè)向載荷。雖然直線導(dǎo)軌上的螺釘安裝孔與安裝螺釘之間會有一定的間隙,但綜合考慮導(dǎo)軌座上螺紋孔在長度方向誤差以及C面和D面平行度的影響,一般將d2和d3尺寸公差控制在±0.1mm以內(nèi),否則導(dǎo)軌可能由于螺紋孔距離C面和D面太遠(yuǎn)而無法緊密地貼合在C面和D面上,或者由于螺紋孔距離C面和D面太近而無法安裝。
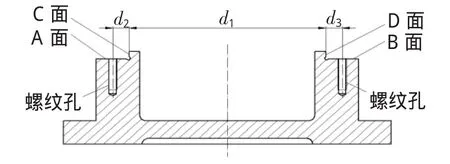
圖1 常見的直線導(dǎo)軌安裝底座結(jié)構(gòu)
2 幾種尺寸標(biāo)注方法的分析與比較
下面我們對導(dǎo)軌安裝底座中幾個關(guān)鍵尺寸的幾種常見尺寸標(biāo)注方法進(jìn)行分析,對各種尺寸標(biāo)注方法的優(yōu)缺點進(jìn)行比較。
(1)第一種常見尺寸標(biāo)注方法如圖2所示。這種標(biāo)注方法直接標(biāo)注出了導(dǎo)軌安裝底座兩側(cè)向定位基準(zhǔn)面之間的尺寸d1±0.1mm和兩螺釘孔分別到導(dǎo)軌安裝底座兩側(cè)向定位基準(zhǔn)面之間的尺寸d2±0.1和d3±0.1。這種標(biāo)注方法的優(yōu)點是:設(shè)計基準(zhǔn)和加工時的測量基準(zhǔn)是一致的,因此比較容易保證設(shè)計要求;這種標(biāo)注方法的缺點是:由于d2尺寸和d3尺寸標(biāo)注的是螺紋孔與導(dǎo)軌安裝底座側(cè)向定位基準(zhǔn)面之間的距離,因此在進(jìn)行螺紋孔加工時需要兩次對刀,并且每加工一個零件都需要重新對刀,這會大大增加零件加工時的對刀調(diào)整時間和加工者工作強(qiáng)度,勞動生產(chǎn)率比較低,同時對加工者的技術(shù)水平也有一定的要求,因此只能適用于加工數(shù)量比較少的零件。

圖2 第一種常見尺寸標(biāo)注方法
(2)第二種常見的尺寸標(biāo)注方法如圖3所示,這種標(biāo)注方法標(biāo)注出了兩螺紋孔的中心距B1、一端螺紋孔與導(dǎo)軌安裝底座側(cè)向定位基準(zhǔn)面之間的距離B2和導(dǎo)軌安裝底座側(cè)向定位基準(zhǔn)面之間的距離B3。由于另一端螺紋孔到導(dǎo)軌安裝底座側(cè)向定位基準(zhǔn)面的尺寸公差是由這些尺寸間接保證,因此需要對這些尺寸進(jìn)行尺寸鏈計算,合理分配尺寸公差,以保證其與側(cè)向定位面的距離(B0)公差控制在±0.1mm,尺寸鏈如圖4所示。由尺寸鏈方面的知識[2,3]可知:加工過程中最后自然形成的一環(huán)為封閉環(huán),因此另一端螺紋孔到導(dǎo)軌安裝底座側(cè)向定位基準(zhǔn)面的尺寸及為本尺寸鏈的封閉環(huán)B0。封閉環(huán)公差等于所有組成環(huán)公差之和(如公式(1)所示),首先可以先計算各組成環(huán)的平均公差(公式(2)):

其中 T0為封閉環(huán)公差,Ti為組成環(huán)公差,m為組成環(huán)數(shù)量

Tav,L為平均公差


Δ為中間偏差ES為上偏差 EI為下偏差:
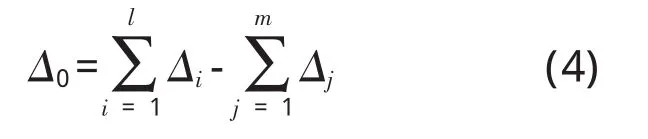
Δ0為封閉環(huán)中間偏差 Δi為增環(huán)中間偏差 Δj為減環(huán)中間偏差

T為尺寸公差

各尺寸的中間偏差為:Δ1=0.025,Δ3=-0.025,Δ0=0,根據(jù)公式(4)可得到:
這種尺寸標(biāo)注方法與第一種尺寸標(biāo)注方法相比其優(yōu)點是在進(jìn)行螺紋孔加工時一次對刀就可以將兩端螺紋孔加工出來,而且可以保證各尺寸公差都在要求的范圍內(nèi),因此可以減少零件加工時的對刀調(diào)整時間,降低操作者的勞動強(qiáng)度;這種標(biāo)注方法的缺點也是每加工一個零件就需要進(jìn)行一次對刀過程,同時各組成環(huán)的尺寸公差精度比第一種標(biāo)注方法要求高,因此這種標(biāo)注方法適合小批量生產(chǎn)的零件。

圖3 第二種常見的尺寸標(biāo)注方法
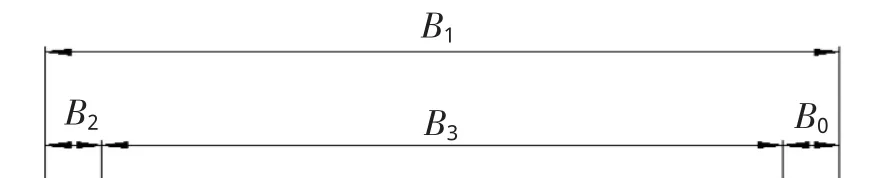
圖4 尺寸鏈
(3)第三種尺寸標(biāo)注方法如圖5所示。這種標(biāo)注方法標(biāo)注出了兩螺紋孔的中心距C1、導(dǎo)軌安裝底座兩側(cè)向定位基準(zhǔn)面之間的距離C2和兩螺紋孔中心和導(dǎo)軌安裝底座兩側(cè)向定位基準(zhǔn)面中心之間的對稱度C3。這種標(biāo)注方法只能直接控制導(dǎo)軌安裝底座兩側(cè)向定位基準(zhǔn)面之間的距離C2的公差在要求的公差范圍內(nèi),而兩側(cè)螺紋孔到導(dǎo)軌安裝底座兩側(cè)向定位基準(zhǔn)面之間的距離是間接保證的,因此需要對這些尺寸進(jìn)行尺寸鏈計算,合理分配尺寸公差,以保證兩端螺紋孔與導(dǎo)軌安裝底座兩側(cè)向定位基準(zhǔn)面的距離公差控制在±0.1mm,尺寸鏈如圖6所示。左側(cè)螺紋孔到導(dǎo)軌安裝底座側(cè)向定位基準(zhǔn)面之間的距離為D0,D3為兩螺紋孔中心和底座兩側(cè)向定位面中心之間的對稱度公差對尺寸鏈的影響(基本尺寸為0,尺寸公差為±C3/2),D1和D2為兩螺紋孔的中心距C1、導(dǎo)軌安裝底座兩側(cè)向定位基準(zhǔn)面之間的距離C2的一半。根據(jù)公式(2)、(3)可以先計算出各組成環(huán)的平均公差:

各尺寸的中間偏差為:Δ1=0.0125,Δ3=-0,Δ0=0,根據(jù)公式(4)可得到:
使用這種標(biāo)注方法的優(yōu)點是圖紙比較簡潔,同時在加工螺紋孔時只要一次對刀就可以將兩端螺紋孔加工出來,可以減少零件加工時的對刀調(diào)整時間,但每加工一個零件都得重新對刀一次,因此也只能適合于小批量的生產(chǎn),同時對加工者的技術(shù)水平要求也比較高。
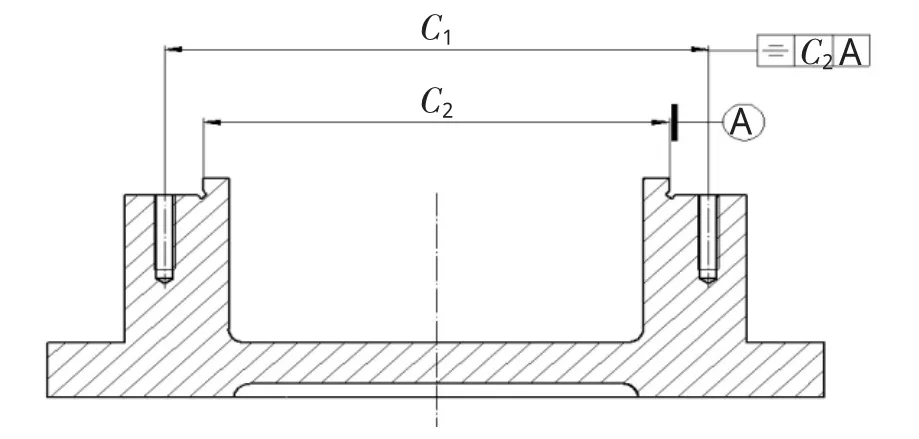
圖5 第三種尺寸標(biāo)注方法

圖6 尺寸鏈
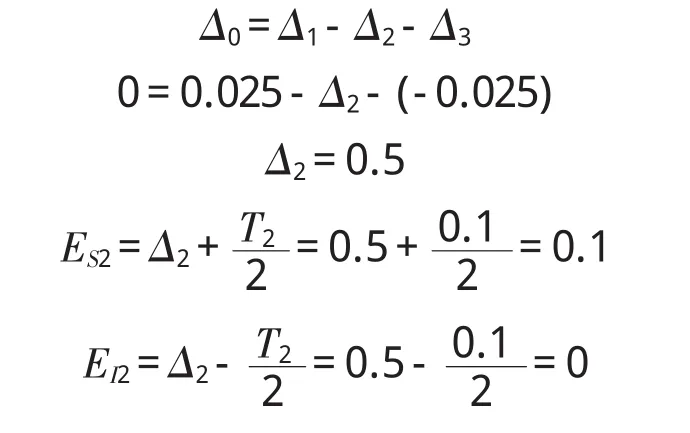
(4)第四種尺寸標(biāo)注方法如圖7所示。這種標(biāo)注方法以導(dǎo)軌安裝底座上的A面為尺寸標(biāo)注的基準(zhǔn),標(biāo)注出了導(dǎo)軌安裝底座側(cè)向定位基準(zhǔn)面到A面的距離E1、兩導(dǎo)軌安裝底座側(cè)向定位基準(zhǔn)面之間的距離E2、左端螺紋孔到A面的距離E3和兩螺紋孔的中心距E4。在這種標(biāo)注方法標(biāo)注下,兩導(dǎo)軌安裝底座側(cè)向定位基準(zhǔn)面之間的尺寸公差可直接由尺寸E2保證,但左端和右端螺紋孔到兩導(dǎo)軌安裝底座側(cè)向定位基準(zhǔn)面之間的距離是由這些尺寸間接保證,因此需要對這些尺寸進(jìn)行尺寸鏈計算,合理分配尺寸公差,以保證兩端螺紋孔與兩導(dǎo)軌安裝底座側(cè)向定位基準(zhǔn)面的距離公差控制在±0.1mm,尺寸鏈如圖8所示,以右端螺紋孔到導(dǎo)軌安裝底座側(cè)向定位基準(zhǔn)面的距離為封閉環(huán)E0進(jìn)行分析(因為此端的尺寸鏈比較長,因此只要此端滿足要求,則另一端必滿足要求):E0的尺寸公差要控制在±0.1mm以內(nèi),根據(jù)公式(2)、(3)可以先計算出各組成環(huán)的平均公差:
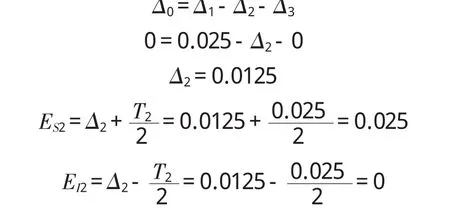
各尺寸的中間偏差為:Δ1=0.025,Δ2=-0.025,Δ4=0.025,Δ0=0,根據(jù)公式(4)可得到:
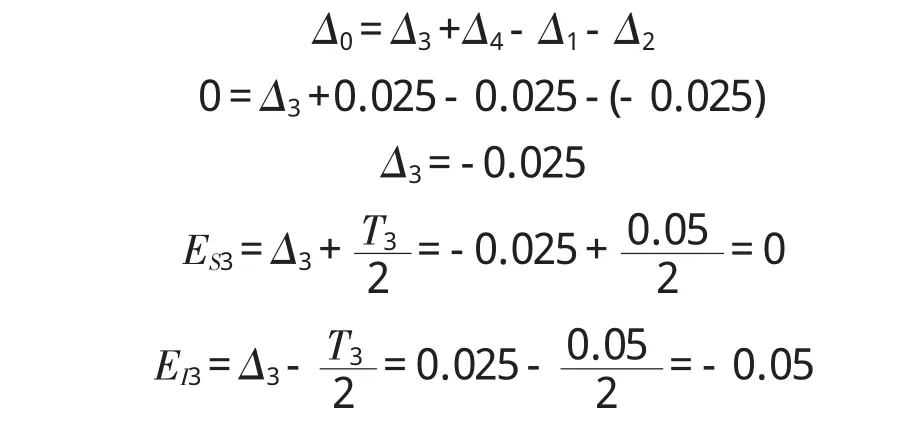
使用這種標(biāo)注方法的優(yōu)點是加工時只要以A面為基準(zhǔn)進(jìn)行定位裝夾,只要一次將刀具位置調(diào)整好就可以將一批零件加工出來,因此適合于批量比較大的零件生產(chǎn),同時對加工者的技術(shù)水平要求也不是特別高。這種標(biāo)注方法的缺點是由于組成環(huán)比較多,因此各組成環(huán)尺寸公差精度要求比較高,另外需要一些輔助的定位夾具來對底座進(jìn)行定位。
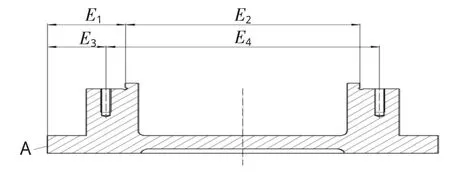
圖7 第四種尺寸標(biāo)注方法
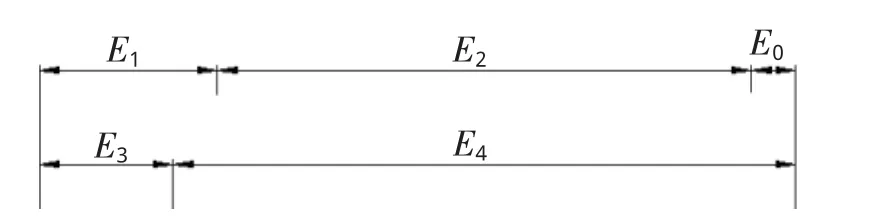
圖8 尺寸鏈
3 結(jié) 論
本文對導(dǎo)軌安裝底座中的關(guān)鍵尺寸幾種常見的尺寸標(biāo)注方法進(jìn)行了比較和分析:第一種標(biāo)注方法由于設(shè)計基準(zhǔn)和加工時的測量基準(zhǔn)是一致的,所以不存在工藝尺寸換算問題,因此尺寸公差精度要求是最低的,比較容易保證設(shè)計要求;但在進(jìn)行兩端螺紋孔加工時需要分別兩次對刀,這會增加零件加工時的調(diào)整對刀時間和加工者的勞動強(qiáng)度,因此只能適用于件數(shù)比較少時的零件加工;第二種和第三種標(biāo)注方法由于部分螺紋孔和導(dǎo)軌安裝底座側(cè)向定位基準(zhǔn)面的尺寸是間接保證的,因此各組成環(huán)的尺寸公差比第一種要求要高,但只需要一次對刀就可以將兩端的螺紋孔都加工出來,因此零件加工時的調(diào)整對刀時間比第一種要少,因此適合小批量零件加工;第四種標(biāo)注方法以A面為基準(zhǔn)進(jìn)行定位裝夾,加工時只要一次將刀具位置調(diào)整好就可以將一批零件加工出來,因此適合于批量比較大的零件生產(chǎn),同時對加工者的技術(shù)水平要求也不是特別高。廣大機(jī)械設(shè)計工作者可根據(jù)所設(shè)計零件的加工數(shù)量,靈活的選用尺寸標(biāo)注方法。
:
[1]THK Co.,Ltd.THK綜合商品目錄[Z].
[2]甘永立.幾何量公差與檢測[M].上海:上海科學(xué)技術(shù)出版社,1993.
[3]蔡光起,馬正元,孫鳳臣.機(jī)械制造工藝學(xué)[M].沈陽:東北大學(xué)出版社,1994.
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學(xué)生數(shù)理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56