基于電子凸輪技術的金剛石單線切割機排線設計
2012-09-16 13:23:10蔣云龍江國中
電子工業專用設備 2012年10期
關鍵詞:指令
蔣云龍,江國中
(中國電子科技集團公司第四十五研究所,北京 100076)
凸輪是由具有曲線輪廓或凹槽的構件,通過高副接觸帶動從動件,實現預期運動規律的一種高副機構。它廣泛地應用于各種機械,特別是自動機械、自動控制裝置和裝配生產線中[1]。電子凸輪技術是通過計算機技術來模擬機械凸輪的一種方式,解決了機械凸輪的很多缺點。其規劃修改簡單,無需耗費額外成本,控制效率及精度極高。電子凸輪最初被當做一個獨立的智能控制器來進行構建,一般包括控制單元,位置傳感器(包括旋轉變壓器或編碼器),輸出裝置等部分[2]。市場上有許多自動化廠商開發出的獨立電子凸輪模塊,利用這些模塊,開發人員可利用位置傳感器將位置信號反饋給控制器,并由控制器根據位置信號進行運算處理,然后發送執行信號,再由執行機構來執行規劃的動作,完成自動化應用。
將電子凸輪技術作為內嵌功能模塊引入伺服控制系統是一次創舉,它極大地發揮了伺服控制系統在多軸同步應用中的優勢,提高了伺服控制系統的開發效率。目前幾乎所有主流自動化控制廠商的高端伺服控制系統都具備電子凸輪功能,國產伺服控制廠商也陸續發布了具有電子凸輪功能的伺服控制系統。電子凸輪技術已經成為伺服控制系統中一個主流功能模塊。
金剛石單線切割機是一種新型的材料加工設備,其切口材料損耗小,表面加工質量高,切割行程大,適合大尺寸人造藍寶石、碳化硅、單晶硅、多晶硅等脆硬材料的切斷、開方或切片等工作。在金剛石單線切割機工作過程中,排線質量好壞對機器是否能正常工作有重要意義。如果線輪上金剛線排列整齊有序、線輪卷徑變化規律,將有利于提高張力控制精度,減小金剛線在高速運動時的張力波動;反之,則會使金剛線張力波動過大,甚至造成斷線,設備切割意外中斷。因此,進行精確可靠的排線設計是金剛石單線切割機設計整體成功的保障。
本文應用臺達最新的DVP10MC11T總線型運動控制器和ASDA-A2系列伺服電機構建了金剛石單線切割機的電控系統。在臺達的CANOpenBuilder開發平臺上,利用其軟硬件系統中內嵌電子凸輪功能模塊,對單線切割機的左右卷繞軸和左右排線軸等4顆軸進行了排線功能的開發,取得了理想的設計效果。
1 排線過程分析
1.1 排線系統的機械結構
金剛石單線切割機的左右排線系統是完全對稱的,當一邊作為放線端時,另一邊就作為收線端,反之亦然。左右卷繞軸電機安裝在滑臺上,滑臺由左右排線軸電機來進行驅動。其左側單端結構圖如圖1所示。
設備運行時,要求金剛線出線位置要始終在出線口中心位置。無論是作為收線卷還是放線卷,卷繞軸每旋轉一周,排線軸也要旋轉一定圈數驅動滑臺沿著排線方向步進一個固定距離,此距離即為兩相鄰排線的中心距即為排線間距d。當出線位置到達線輪前后邊沿時,排線軸要換向,線輪前后邊沿間的距離即為布線寬度W。
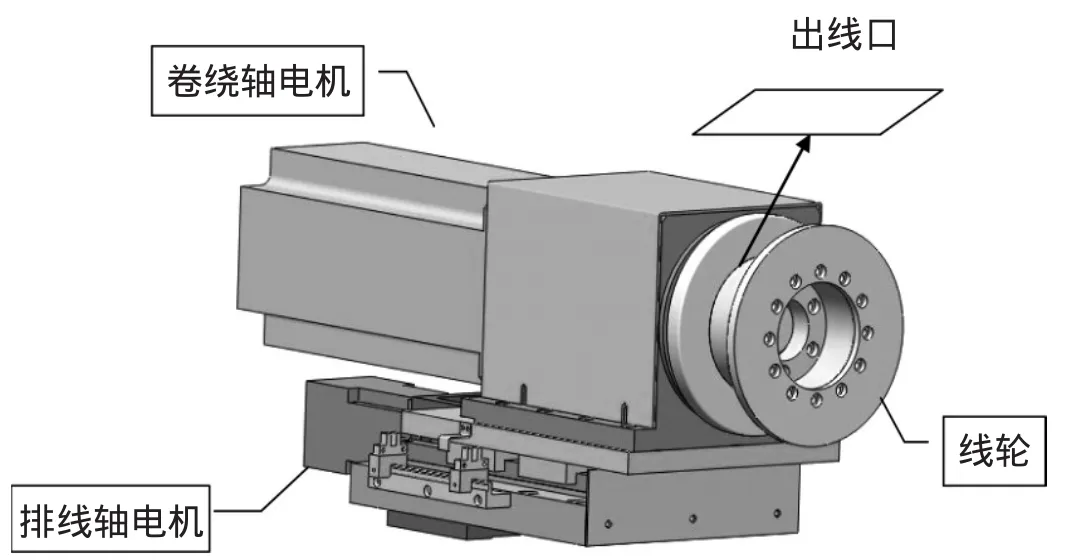
圖1 左側排線系統結構圖
1.2 金剛線的排布
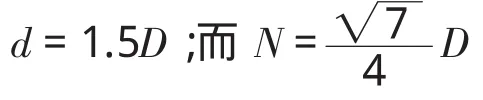
金剛線需要一層一層整齊地排布在線輪上,它的排布規律可人為設定。筆者采用將排線間距d取為1.5倍的線徑D,上層金剛線疊放在下層兩鄰線之間,往返逐層排布這種排布方式。其排線截面圖如圖2所示。
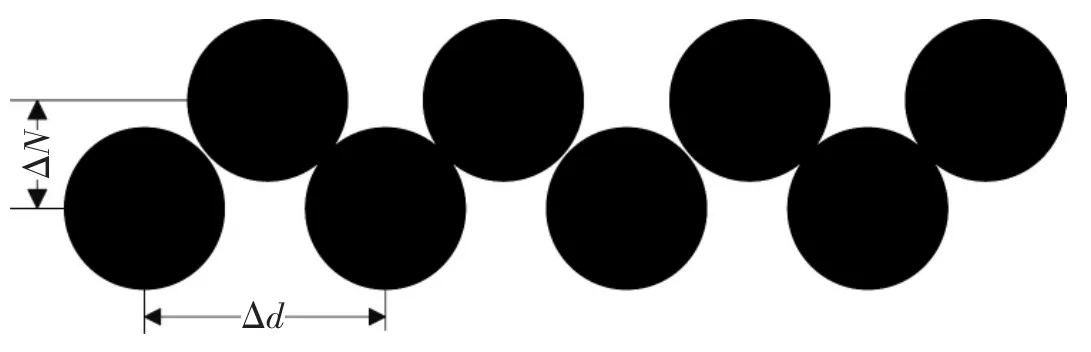
圖2 排線層截面示意圖
1.3 運行階段的排線工作過程
目前,常用的排線系統主要有自由排線和強制排線兩大類。自由排線靠線的張力及擺動輪或擺錘擺動來排線。導輪與線圈骨架之間的距離較遠,只要調節得當,每匝線都能夠緊密排繞,排出“鏡面”效果,但調節比較困難,主要是機械方面調試量太多;而強制排線利用繞線主軸與排線軸的同步運動技術,使每繞一圈,排線機構步進一定距離,應用現代步進或伺服控制系統及上位控制器等,只要事先設置好繞線參數,不需要太多的調試即可繞線[3]。
顯然,利用伺服系統中的電子凸輪技術進行的自動排線屬于強制排線的一種。利用高速的電機響應和高精度的編碼器回饋,上位控制器可以越來越輕松地實現很復雜的電機同步動作。在布線寬度W和布線間距d不變的條件下,對設備運行中,排線過程分兩種情況進行分析:當卷繞軸單向運動時,卷繞軸電機的位置Pm是單向增加或減小的。根據卷繞電機編碼器反饋的脈沖數,控制器可以很精確地得到卷繞軸實時的位置信息。此時要求排線軸電機的位置Ps是在布線寬度W這個范圍內進行周期性往復變化。同樣根據排線電機編碼器的反饋,控制器也可以精確地得到排線軸的實時位置信息。當卷繞軸雙向運動時,卷繞軸電機的位置Pm會“回頭”,出現同一位置的反復。這種情況下,要求排線電機的位置Ps也要對應著反復變化。
綜上所述:在運行過程中,對于確定的卷繞軸位置有唯一的排線軸位置相對應;而對于確定的排線軸位置,卷繞軸的位置并不是唯一的。所以我們以卷繞軸位置為主軸x軸,排線軸位置為從軸y軸建立坐標系如圖3所示。
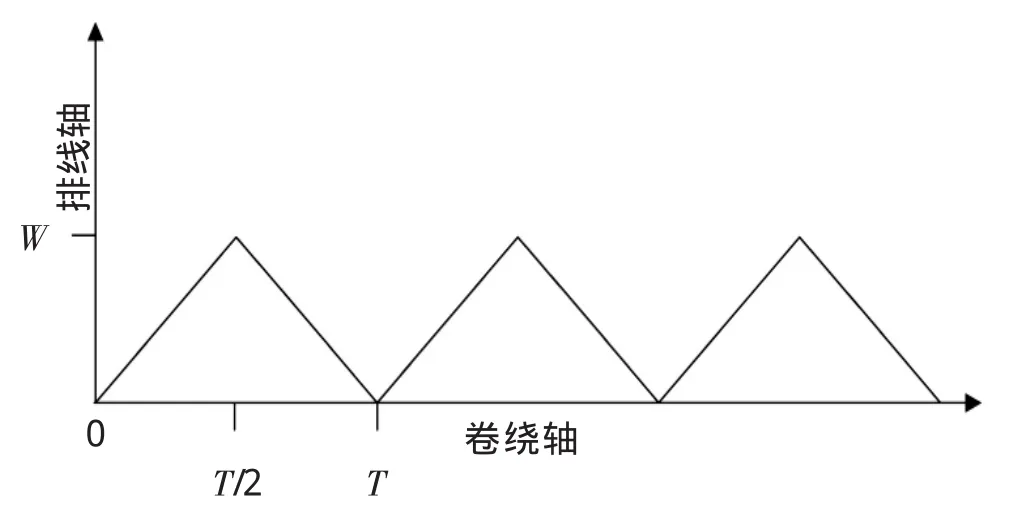
圖3 排線軸與卷繞軸位置關系
可以看出排線軸在0到W這段位置之間做往復運動,卷繞軸以T為量單位做周期運動。其中卷繞軸走T/2個位置,金剛線排布一層。金剛線往返排布兩層為一個排線周期。
1.4 調試階段手動微調分析
當更換了外購的新線卷時,排線間距有時是未知的;或者發生了斷線等意外情況后,表層金剛線的排布是無序的。這時候,需要手動微調功能來進行人工的糾正,這樣才構成一個完善的排線系統。
手動微調是為了消除實際出線位置與出線口中心位置的偏差量,一般有兩種思路來實現這一目的。一種是通過在運行過程中獨立地改變排線軸的速度,使之獨立地運動去追上實際的出線位置。但是這種方式,要獨立地操作作為從軸的排線軸。排線軸要經過凸輪關系脫離、點動加速、再次凸輪耦合這一過程。因為手動操作的隨機性,凸輪關系可能會不斷地脫離和耦合。又由于手動糾正的不精確性,當再次耦合這一步驟發生時,排線軸要跳變到主軸對應的精確位置,這樣會給系統造成相當大的機械沖擊。這種方式的優點是,在調節過程中,卷繞軸的速度不受影響,運行線速度沒有受到干擾。另一種思路是,在不脫離凸輪關系下,卷繞軸和排線軸整體去追金剛線的實際出線位置。即卷繞軸和排線軸依然按照凸輪關系運行,當操作人員發現實際出線位置與出線口中心位置有偏差量后,通過手動微調改變卷繞軸的速度,使卷繞軸帶動排線軸整體地追上實際的出線位置。這種方式的好處是:在調節過程中,凸輪關系依然保持,調節比較柔和,沒有太大的機械沖擊。缺點是,在調節過程中,由于改變了卷繞軸的速度,則運行線速度受到干擾,但是一般手動微調的時候,切割并沒有進行,且線速度受到的影響也不大,所以這種方式是一種比較好的手動微調方式。本文選用第二種手動微調方式。
2 排線設計的實現
臺達的CANOpenBuilder集成開發環境提供了獨立的可編輯的凸輪曲線關系表,最多可編輯16組凸輪曲線。其開發語言采用功能塊式指令,提供了豐富的運動控制功能塊。這些指令的結構可分為指令名和操作數兩個部分。其中指令名表示指令執行的功能,操作數表示該指令處理的參數。在組態好卷繞軸電機和排線軸電機后,利用了一組凸輪表和3個功能塊指令就能實現最基本的電子凸輪的設計。
2.1 凸輪關系表
首先通過排線過程分析得知,排線過程是個周期性的位置對應過程,只需要以卷繞軸位置為主軸(x軸),排線軸位置為從軸(y軸),在凸輪關系表中構造凸輪關系曲線。因為可以選擇周期性執行,所以只需要構造一個周期內的凸輪曲線即可。如圖4所示為0.33mm金剛線的排線凸輪曲線。
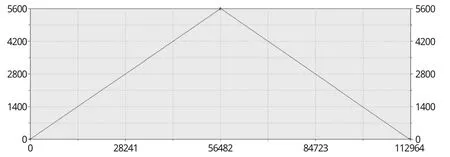
圖4 0.33mm金剛線的排線凸輪曲線
2.2 MC_Cam TableSelect凸輪表選擇指令
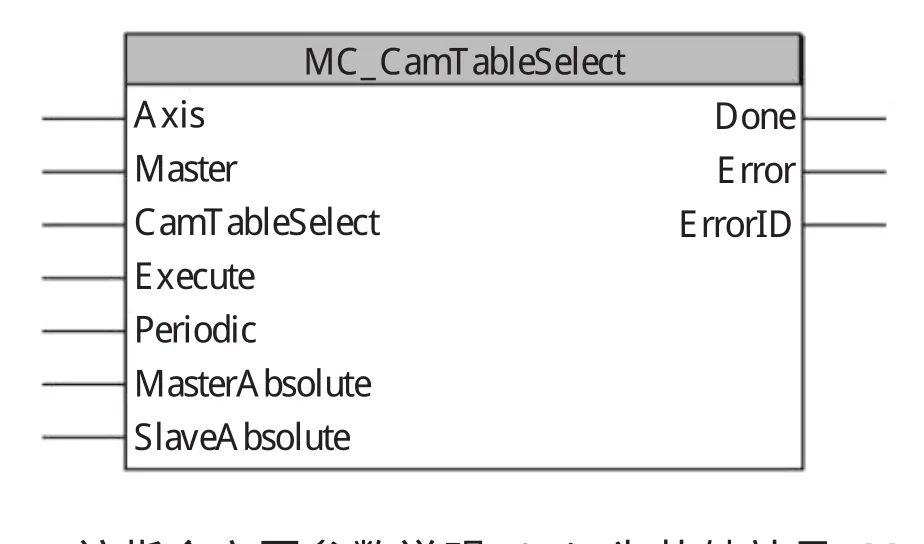
該指令主要參數說明:Axis為從軸站號,Master為主軸站號,Cam TableSelect為所選擇電子凸輪表序號,Periodic為選擇凸輪表是單次執行還是周期執行,MasterAbsolute和SlaveAbsolute配合使用可設置4種不同的主從軸耦合方式,Done為完成位。
2.3 MC_Cam In凸輪耦合指令
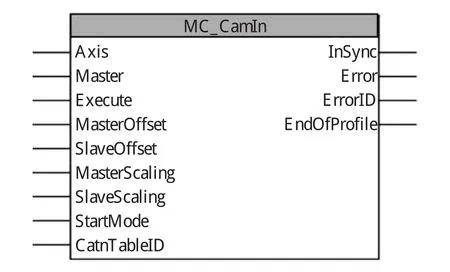
執行該指令時,凸輪的主從軸進入同步狀態。指令的主要參數說明:MasterOffset和SlaveOffset分別是凸輪主從軸的偏置量,MasterScaling和SlaveScaling分別是主從軸的縮放比例,StartMode用來選擇從軸啟動模式,InSync是耦合完成位,EndOfProfile是非周期凸輪循環結束位。
2.4 MC_CamOut凸輪脫離指令
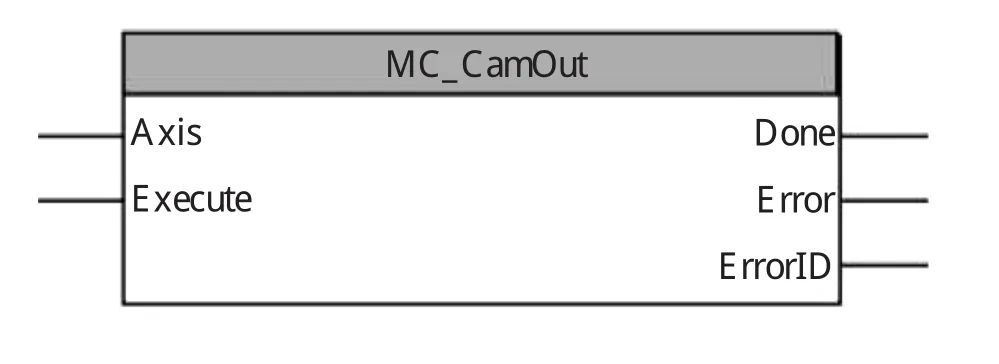
Axis是從軸的軸號,執行這一指令時,從軸脫離電子凸輪關系并以脫離點的速度繼續運行。
2.5 電子凸輪控制排線流程
當設備上電時,進行初始化設置,控制器將各軸的位置從掉電保持寄存器中讀出來,然后根據預先編輯好的凸輪關系進行耦合。除非設備進入點動模式,否則各軸之間的凸輪關系將一直保持。設備調試階段,如操作人員發現排線紊亂,可以使用手動微調功能。排線的手動微調功能由給卷繞軸一個附加的速度來完成。整個排線的控制程序流程圖如圖5所示。
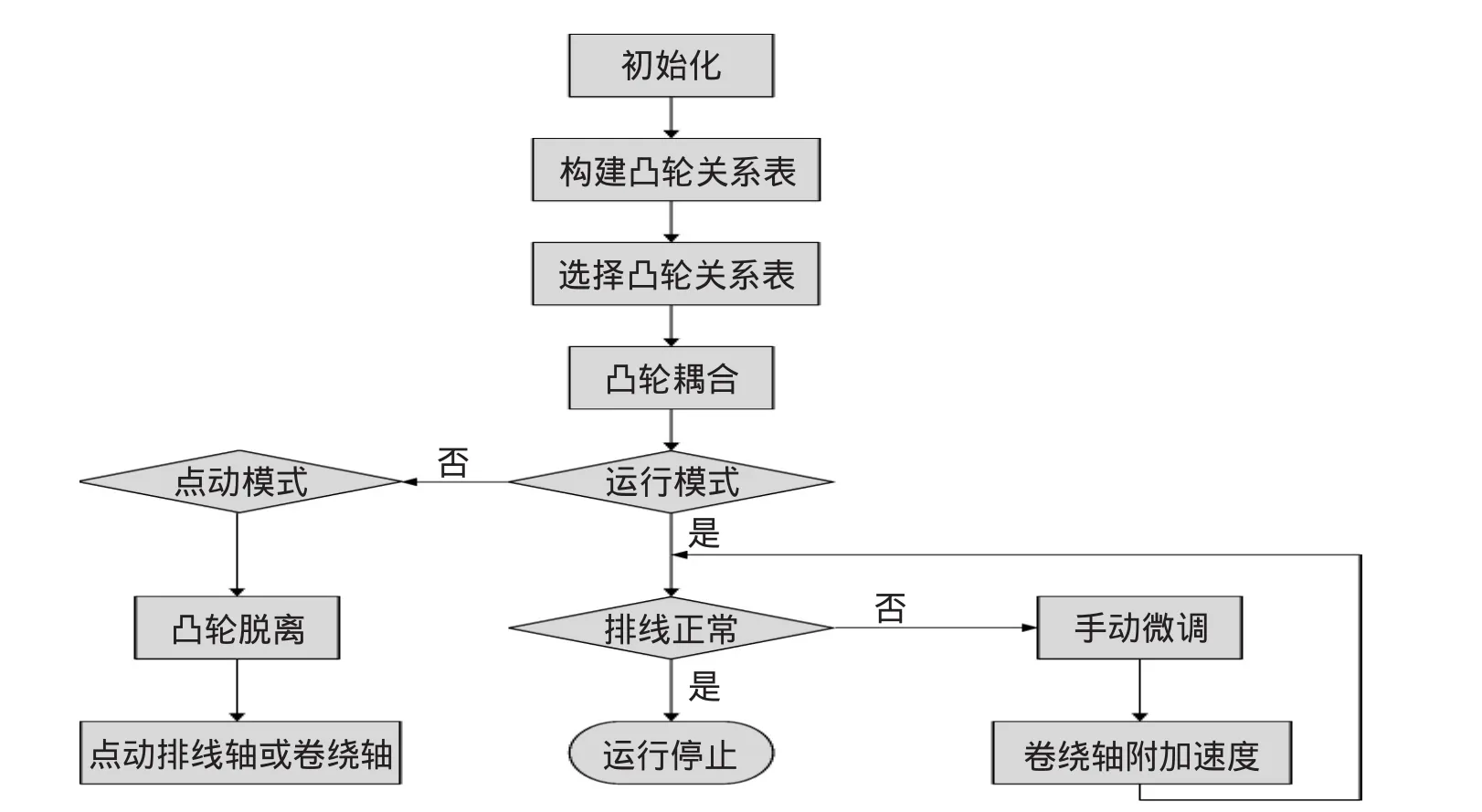
圖5 排線控制程序流程圖
2.6 切割線規格變化后電子凸輪關系的更改
在實際使用當中,一臺設備上可能會使用不同規格的切割線。當使用切割線的直徑發生變化后,排線間距必須相應變化。這樣就要求,用戶能通過人機界面進行切割線規格的更改設置,而底層程序可以按照不同的金剛線尺寸更改電子凸輪關系表。
在MC_Cam In凸輪耦合指令中,提供了MasterScaling和SlaveScaling兩個輸入參數,它們分別用來改變凸輪曲線主軸和從軸的縮放比例,其默認值都為1。凸輪曲線圖(圖4)的x軸代表一個排線周期卷繞軸位置改變的脈沖數,當排線間距變小時,則意味著排線軸走完相同的排線寬度需要卷繞軸旋轉更多的圈數,所以x軸這個坐標值會變大,當排線間距變大時,這個值會相應變小。x軸縮放改變的比例為兩種不同切割線的排線間距比,同時也是切割線直徑比。
本文以最常用的0.33mm金剛線為基準建立了凸輪關系曲線。當需要使用另外規格的金剛線時,用戶可通過HM I來設置線徑,線徑值被下載到DVP10MC11T中,進行運算改變MC_Cam In指令的MasterScaling參數的寄存器值。再次進行凸輪耦合的時候,就可以生成新的凸輪曲線。
3 結 論
在所控項目,新型金剛石單線切割機樣機上采用了上述排線設計方法。分別利用了0.24mm和0.33mm直徑的金剛線進行了切割實驗,采用了1.5倍的線直徑作為排線間距進行排線。切割前調試時可以進行手動微修正。切割運行時排線精確有序,基本不需要進行微調。實踐證明此種開發方法高效可靠。
因為排線系統是各種線切割設備中很重要的組成部分,(如在搖擺式金剛石單線切割機,太陽能硅片多線切割機,金剛石多線切割機等設備中),而這些設備的排線方式又大同小異。所以這種利用電子凸輪技術進行排線設計的方法可以方便地移植到這類機型的設計或改型工作當中,是一種先進的共性技術。
:
[1]申永勝.機械原理教程[M].北京:清華大學出版社,2005.
[2]朱云峰,魏鏡弢,王庭有,等.電子凸輪在搖頭床中的應用與研究[J].科學技術與工程,2011(7):21
[3]吳旭,張為強,孟凡輝.多線切割機排線方法研究[J].電子工業專用設備,2010(12):44-46.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27