基于神經(jīng)網(wǎng)絡(luò)的主軸熱誤差補償技術(shù)研究
2012-09-26 09:31:34岳紅新李國芹
制造技術(shù)與機床 2012年3期
岳紅新 石 巖 李國芹
(①河北工程技術(shù)高等專科學校電力工程系,河北滄州 061000;②天津大學機械學院,天津 300072)
在加工中心的各項誤差中,熱誤差是最大的一項, 占總誤差的40% ~70%[1]。機床熱誤差已成為世界制造業(yè)關(guān)注的焦點。由于機床熱邊界的不確定性和傳熱的復(fù)雜性,熱誤差的研究長期以來一直處于定性研究階段。主軸系統(tǒng)是加工中心機床的最重要部件之一。隨著機床轉(zhuǎn)速的提高,切削進給速度的加大,機床發(fā)熱急劇上升,使得主軸系統(tǒng)產(chǎn)生較大的變形,容易引起振動,不僅降低加工精度和表面質(zhì)量,還會使齒輪等傳動部件和軸承因不能均勻受力而惡化工作條件。因此,主軸系統(tǒng)的變形對機床的加工精度、表面質(zhì)量都有很大的影響[2]。
本文以MAKINO立式加工中心為研究對象,實測出了主軸系統(tǒng)的溫度場和各項熱變形,建立了神經(jīng)網(wǎng)絡(luò)模型。此模型為加工中心的改進設(shè)計、溫度控制和誤差補償提供了理論依據(jù)。
1 實驗與測量
MAKINO加工中心如圖1所示。機床的熱變形主要表現(xiàn)為:主軸的熱膨脹;主軸箱的熱變形;立柱的傾斜;床身受熱變形;X、Y、Z軸滾珠絲杠的熱伸長等[3]。考慮到機床在機加工時,主要運動部件是主軸,所以熱變形誤差主要以主軸部件產(chǎn)生的熱誤差為主。

1.1 測溫點的布置與選擇
通過布置大量測溫點來研究MAKINO三軸加工中心的熱特性,以及熱特性和具體結(jié)構(gòu)間的關(guān)系。根據(jù)MAKINO立式加工中心的結(jié)構(gòu)和熱源分布特點,考慮了以下幾點:①由于主軸熱誤差綜合受到床身、立柱、主軸箱和主軸變形的影響,所以有必要同時監(jiān)測它們的溫度變化情況。②因為熱傳導(dǎo)需要時間,所以一個部件上要有靠近熱源和遠離熱源,或者位置適中的溫度傳感器,以便及時、真實地反映該部件的變形情況,不至于超前和滯后。③對于主軸和主軸箱,主軸前、后軸承摩擦和主軸電動機是主要熱源;對于立柱,主要熱源是Z軸進給伺服電動機,因為該伺服電動機具有制動功能,其制動部分的線圈始終有電流通過,因此不斷有熱量產(chǎn)生并傳導(dǎo)到絲杠軸承上;對于床身,熱量來自于立柱、X、Y軸進給電動機、導(dǎo)軌、絲杠和大氣環(huán)境等。因此,我們在機床上安裝了14個溫度傳感器,其位置如表1所示。
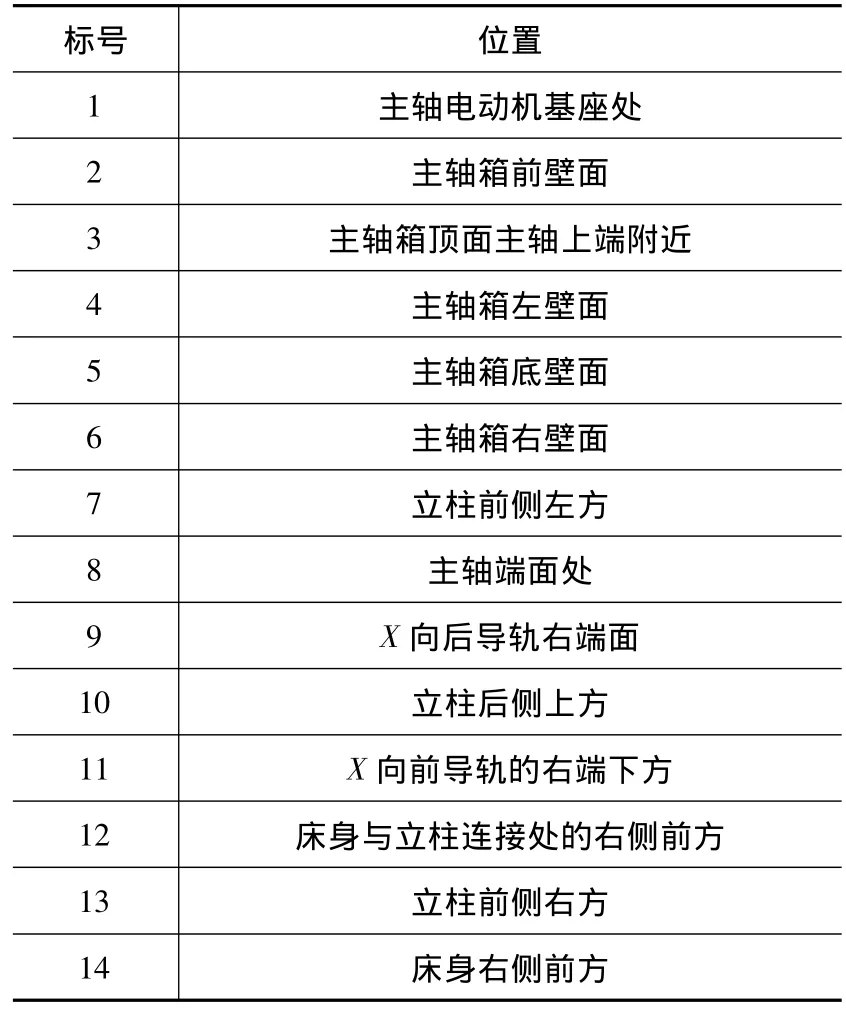
表1 溫度傳感器布置
1.2 主軸熱誤差的測定
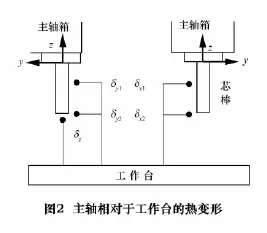
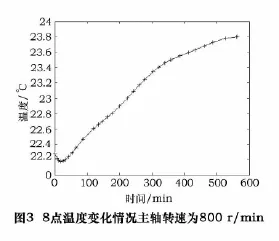
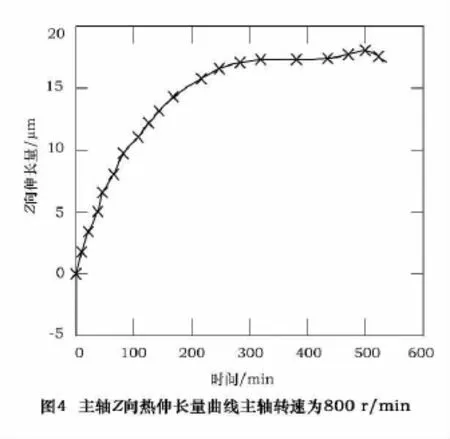
針對主軸熱誤差,采用傳統(tǒng)的5點法測量主軸熱伸長、熱傾斜和熱漂移,坐標系見圖2[4]。整個測量過程為:主軸在冷態(tài)下啟動,以設(shè)定轉(zhuǎn)速進行運轉(zhuǎn),此后每隔一定時間測量一次主軸相對于工作臺的熱變形,并在測量熱變形的同時記錄各測溫點對應(yīng)的溫度。測溫點8的溫度變化如圖3,主軸Z向誤差曲線如圖4。
2 神經(jīng)網(wǎng)絡(luò)建模
主軸熱變形是一個隨溫度變化的非線性時變過程,因神經(jīng)網(wǎng)絡(luò)具有大規(guī)模并行性、冗余性及本質(zhì)的非線性等特點[5],故采用神經(jīng)網(wǎng)絡(luò)的方法建立其模型。
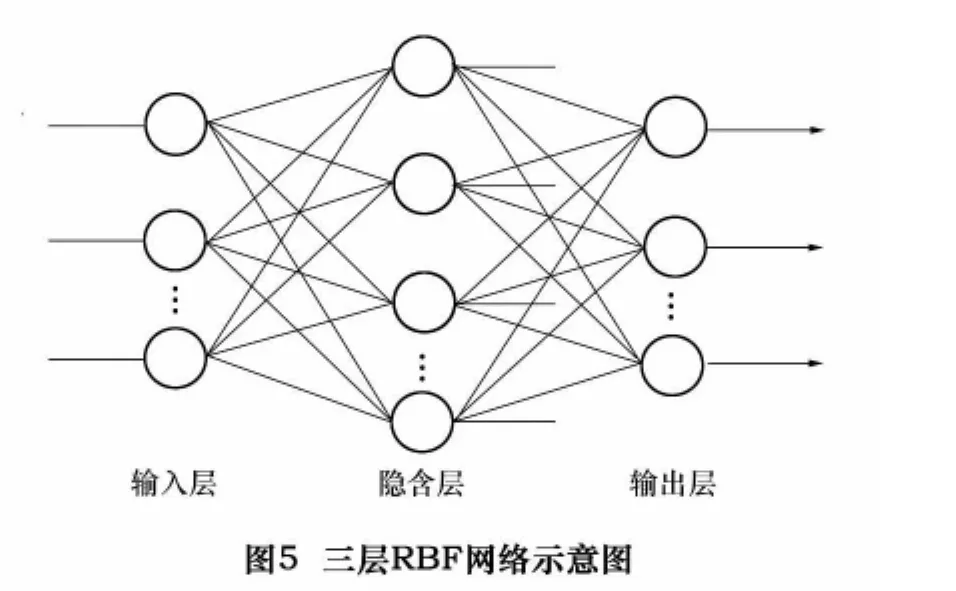
徑向基函數(shù)神經(jīng)網(wǎng)絡(luò)是一種局部逼近的神經(jīng)網(wǎng)絡(luò),它通常選取高斯(Gaussian)基函數(shù)作RBF基函數(shù)。RBF神經(jīng)網(wǎng)絡(luò)具體結(jié)構(gòu)如圖5。這種神經(jīng)網(wǎng)絡(luò)的特點是網(wǎng)絡(luò)只對輸入空間一個局部領(lǐng)域中的點,才有少數(shù)相關(guān)連接權(quán)發(fā)生變化,每次訓練中只是修正少量連接權(quán),且可修正的連接權(quán)是線性的,故其學習速度極快,并且可保證權(quán)空間上誤差超平面的全局收斂特性[6]。
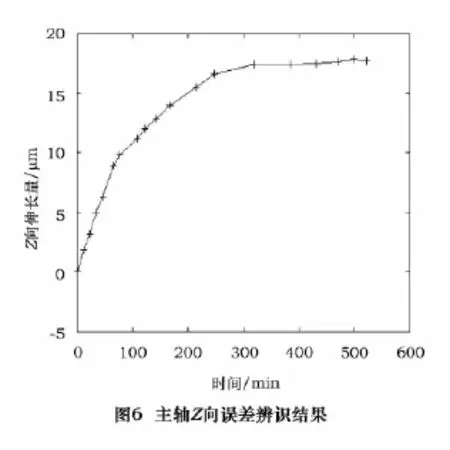
本文采用了1個三層的RBF神經(jīng)網(wǎng)絡(luò)來建立主軸熱誤差的模型。模型的輸入為14個溫度傳感器測量的溫度變化值,輸出為5點法測量的主軸的熱誤差。在誤差補償技術(shù)研究中,機床溫度是緩慢變化的,熱誤差的數(shù)量級是μm級[7],因此在學習樣本前,誤差指標設(shè)為納米(0.01 μm)級。訓練中網(wǎng)絡(luò)通過反復(fù)不斷地增加隱層神經(jīng)元個數(shù)來逼近系統(tǒng)函數(shù),最終達到誤差指標時,所用神經(jīng)元的個數(shù)為28個。實驗證明RBF學習速度快,逼近精度高。經(jīng)樣本學習和訓練后,其結(jié)果如圖6所示。
3 結(jié)語
文章以MAKINO立式加工中心為對象,采用5點法測量主軸的熱誤差。結(jié)合主軸熱變形的特點,采用徑向基函數(shù)神經(jīng)網(wǎng)絡(luò)方法建立熱變形誤差模型。實驗證明,該模型能夠準確地反映主軸的真實熱變形狀況,對主軸熱誤差的預(yù)測具有實際應(yīng)用價值。
[1]BRYAN J.Interntional status of thermal error research(1990)[J].Keynote Paper Annals of the CIRP,1990,39(2):645 -656.
[2]穆塔里夫·阿赫邁德,程偉.加工中心主軸系統(tǒng)的熱變形分析與有限元計算[J].機床與液壓,2008(2):72-74.
[3]穆塔里夫·阿赫邁德,項偉宏,鄭力,等.加工中心主軸熱誤差實驗分析與建模[J].組合機床與自動化加工技術(shù),2002(9):15-18.
[4]張志飛,劉又午,劉麗冰,等.基于多體理論的五坐標數(shù)控機床的熱誤差建模[J].河北工業(yè)大學學報,2000(5).
[5]宋洪濤,賓鴻贊.把神經(jīng)網(wǎng)絡(luò)應(yīng)用于絲杠磨削過程的建模與控制[J].光學與精密工程,2001,9(4):364 -367.
[6]陳少華,張輝,徐子利.神經(jīng)網(wǎng)絡(luò)式單項自動重合閥的研究[J].廣東工業(yè)大學學報,2002(4):5-8.
[7]李靜敏,黃明禮,朱衛(wèi)斌,等,數(shù)控機床溫度與熱誤差檢測系統(tǒng)[J].江蘇機械制造與自動化,2001(4):82-85.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36