基于加工特征和制造資源約束的CAD/CAPP研究*
2012-10-23 10:03:22舒海生牟曉偉余豪華
制造技術與機床 2012年3期
舒海生 牟曉偉 余豪華 趙 剛 姜 斌
(哈爾濱工程大學機電工程學院智能制造實驗室,黑龍江哈爾濱 150001)
激烈的行業競爭,使企業對產品開發效率提出越來越高的要求,客觀上要求將并行工程的思想引入到產品和工藝設計、加工制造中,具體表現在:設計階段就應考慮到可制造性,以及工藝設計階段應同時考慮到底層設備資源的可獲得性等等。通過制造資源管理實現基于制造資源約束的產品設計與工藝決策,能夠較好地體現這種并行思想,有利于提高產品開發效率,保證企業能夠快速應對變化迅速的市場需求。以往關于并行工程下DFM(可制造性設計)的研究大都基于知識庫與CAD的集成,其中有研究[1]考慮了特征和零件的加工工藝性,并提出通過加工方法建立加工特征與加工設備的關聯,從而實現基于制造約束的可加工性評價。但該研究尚未延伸到CAD/CAPP的集成,另外這種評價方法效率較低,CAD的運算負荷較大。在以往關于制造資源管理的研究[2-5]中,制造資源管理只為CAPP的工藝決策提供基礎,并沒有考慮向CAD提供可制造性約束。另外雖然也有研究[6]提出基于CAPP的零件可制造性分析,但只是對相關知識與規則進行了整理,并沒有提出切實可行的實現方法。現有的商用CAPP系統大多基于派生式工作原理,工藝創成能力較弱。此外這些系統與現有CAD系統之間無法直接集成,仍需人工輸入加工特征,同時也不能實時反映底層設備或資源的動態變化,因而工藝設計過程效率受到了很大的限制。
針對以上問題,本文以常用的齒輪箱零件為研究對象,在某齒輪箱制造企業的實際需求的基礎上,以快速設計與制造為目標,研究了齒輪箱的加工特征建模和制造資源的管理等關鍵問題。首先基于加工特征實現了CAD/CAPP之間的無縫集成,然后結合并行工程的思想在以往制造資源管理的基礎上建立了加工設備與加工特征間的映射關系,從而為CAD模塊提供了制造資源約束,保證了零件設計與工藝設計的可行性。
1 基于加工特征的CAD/CAPP系統集成
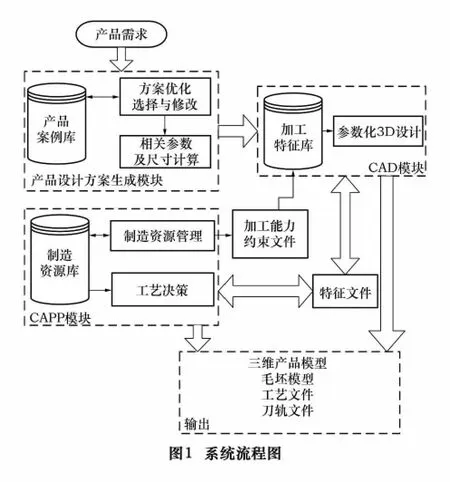
該CAD/CAPP集成系統主要包括3個模塊:產品設計方案的生成,基于加工特征的CAD,基于制造資源約束的CAPP。系統結構及流程如圖1所示。系統以客戶的需求為輸入,經產品設計方案分析后,通過基于加工特征的CAD設計生成零件三維模型,并將其設計參數以特征文件的形式加以存儲。該特征文件可以通過模塊間的通信將零件的加工特征信息自動傳遞到CAPP中,經過工藝決策分析與相關計算,最終生成毛坯的特征文件、工件的工藝文件以及相關工序的刀軌文件等。另外,CAPP通過制造資源管理模塊能夠獲取企業資源的特征加工能力,一方面為CAPP的工藝決策提供基礎,另一方面以加工能力約束文件的形式對CAD模塊的加工特征庫進行約束,實現基于制造資源約束的產品設計與工藝決策。
特征設計是目前實現CAD/CAPP集成的基礎。這些特征不僅包含零件的幾何拓撲信息,還包括CAPP所需要的工藝信息,從而通過在2個軟件平臺上采用相同的特征定義,就能夠在信息傳遞時充分共享,從而實現了CAD與CAPP之間的無縫集成。特征設計的前提是在原有CAD平臺的基礎上充分地擴充可用于設計的特征庫。特征又有設計特征和加工特征之分。基于設計特征的設計缺少與制造的聯系,不利于進行產品的可制造性分析,一般還需要采用特征映射技術,以實現CAD與CAPP間的信息轉換。而基于加工特征的設計,由于每一個加工特征都對應著相應的加工方法鏈,甚至刀位軌跡,這就使得CAD與CAPP之間的特征信息傳遞同時包括了幾何信息和工藝信息2個方面,而不必再進行額外的特征映射工作,這種信息集成的效率是比較理想的。另外加工特征也更有利于加工設備加工能力的表達,因此在本系統的設計中采用了基于加工特征的方式。
以往的系統集成大多只考慮了從CAD到CAPP的集成,即信息主要從設計域傳向工藝域,因而是單向的,不徹底的。本系統為實現CAD與CAPP的雙向無縫集成,采用了自主設計的接口文件作為信息交換接口,該接口包括了加工能力約束文件與零件特征文件2個獨立的文件。前者用于CAPP向CAD傳遞適時變動的制造資源約束,該約束保證了當前加工特征庫的可制造性。而零件的特征文件則主要用于一方面從CAD到CAPP的信息傳遞,另一方面用于在CAPP完成毛坯設計后,通過對該文件的直接修改生成毛坯特征文件并傳遞給CAD以生成毛坯的三維模型。
2 制造資源管理
制造資源庫主要包括工藝知識庫和加工設備數據庫兩部分。工藝知識的處理與存儲是CAPP開發的基礎。需要存儲的工藝知識一般包括:機加工的經濟精度及表面粗糙度、加工余量、標準公差數值、切削用量等。
加工設備主要包括各類機床、刀具、夾具和量具等,這些設備應以數據庫形式加以管理,這也是企業信息化的前提條件。加工設備數據庫通過為用戶提供全面的管理接口,方便其對加工設備進行添加、刪除、修改以及狀態管理等操作,從而能夠實時準確地反映企業的加工資源情況。
制造資源管理模塊的結構如圖2所示。
制造資源管理模塊的功能主要包括2個方面。一方面通過對底層設備資源的管理,使得后續的工藝決策被限制在現有資源范圍內,同時通過對各類工藝知識的管理與應用,使得工藝決策過程受到了工藝理論知識與經驗知識的有效指導,從而有利于保證所設計的工藝的正確性;另一方面該模塊為CAD提供當前制造資源的加工能力約束,從而在產品設計階段就能考慮到底層資源的限制,有利于保證設計的可制造性。制造資源管理模塊通過建立加工設備與加工特征之間多對多的映射關系,對庫中所有機床和刀具的特征加工能力進行綜合處理,從而產生相應特征的加工能力約束文件,以反映當前設備的加工能力。當用戶對制造資源進行編輯修改時,任何對加工能力有影響的資源變動,都會實時反映到相應特征的加工能力約束文件,通過該文件與CAD系統的加工特征庫之間的同步,即可保證設計約束能夠得到實時更新。

工藝知識庫的研究已有很多,此處不再贅述。以下只介紹加工設備的管理方法。
加工設備的管理是在對加工設備進行建模的基礎上,為用戶提供一個管理接口,從而實現對加工設備的添加、刪除和修改等操作以實時反映企業加工設備的狀況。機床是加工設備的核心,下面通過機床對加工設備的管理進行說明。如圖3所示為系統的機床管理界面。

機床建模首先需要對機床分類,而基本加工類型與加工特征相對應,因此按照車、銑、鉆和鏜等基本加工類型對其進行分類。然后通過對機床屬性信息的分析歸納,建立機床與加工特征之間多對多的映射關系,從而方便管理并反映其加工能力。
機床的屬性可分為標識信息、狀態信息與結構功能信息。標識信息由機床型號與機床編號組成,如“X083 1”,其中 X083為機床型號,1為機床的編號。編號是用來區分同一型號機床的,所以不同類型的機床可以用相同的編號。
狀態信息用來反映機床的可用性,用“0”表示機床不可用,“1”表示機床可用。當機床處于維修狀態,或者缺少操作人員時,其狀態信息為“0”。
機床的結構功能信息一般包括主軸參數、工作臺參數、功率參數和工作精度等,對于數控機床還應包括數控系統類型。
3 加工能力約束文件的生成與更新
加工能力約束文件作為CAPP向CAD提供制造資源約束的手段,能夠實時反應企業當前的加工設備所能加工的特征類型及其精度范圍。以槽特征為例,通過該模塊可得到如下的約束范圍:
范圍1:550 mm<長度≤700 mm,寬度≤280 mm,深度≤420 mm,Ra≥2.5 μm,平面度≥0.02 mm/300 mm2;
范圍2:長度≤550 mm,寬度≤200 mm,深度≤360 mm,Ra≥1.6 μm,平面度≥0.02 mm/300 mm2。
當設計人員所添加的槽特征的長度、寬度、表面粗糙度、平面度都在該加工能力約束范圍之內時,該特征才具有良好的可制造性。CAPP將不同特征的約束文件提供給CAD,CAD在設計人員添加特征時,自動讀取該文件以檢測該特征是否在加工能力約束之內。如果該特征不在約束范圍內,則提醒設計人員作相應處理。
加工能力約束文件的生成與更新是在用戶對資源庫進行添加、修改和刪除等操作時同步完成的。這種同步更新的實現是以機床與加工特征之間的映射機制為基礎的,即:以加工特征為關系模型對所有機床進行組織,并按照機床的特征加工能力對其進行排序。通過更新各類加工特征下機床的加工能力序列,進而實現特征的加工能力約束文件的更新。因此加工能力約束文件的實時更新由機床能力排序與文件更新組成。下面就這兩方面分別加以說明。
(1)機床的加工能力排序
機床加工能力排序是指對能夠加工某特征的所有機床按照其能力進行排序。以孔特征為例,首先按照最大加工孔徑進行機床排序生成孔徑序列,對于最大加工孔徑相同的機床則進一步對最大加工孔深進行比較,生成孔深序列,然后依次按照表面加工精度、圓柱度進行比較排序。表1中機床的孔特征加工能力排序如圖4所示。其中D1>D2,H1>H2,Ra1<Ra2,Cylin2<Cylin3。另外,圖中的每個參數都對應著若干機床,例如其中的D1對應了表1中所有機床,H1則對應了機床M1與M2。

表1 機床孔特征加工能力

(2)加工能力約束文件的更新
完成一臺機床的編輯后,加工能力約束文件的更新前提是:該機床對某類型特征的加工精度是尺寸加工能力相同的機床中最高的。文件的更新是在機床加工能力排序的更新之后進行的,包括兩種情況:加工能力提高與加工能力降低。文件的更新總體可描述為:首先檢驗該機床的改變是否實質性地擴大或縮小了文件所對應的特征加工范圍,然后根據檢驗結果對文件進行更新。
以加工能力提高為例,文件的更新過程如下:
步驟1:將新機床的特征加工能力插入到加工能力約束文件中。
步驟2:檢驗新機床的加工能力是否已經被文件原有加工能力約束范圍所包含,如果已經被包含,則從文件中將其重新刪除,進入步驟4;如果沒有被包含,則進入步驟3。
步驟3:檢驗其加工能力是否能夠包含文件中其他機床的加工能力,將能夠被其包含的機床的加工能力從文件中刪除。
步驟4:檢驗完畢,結束更新。
4 實例
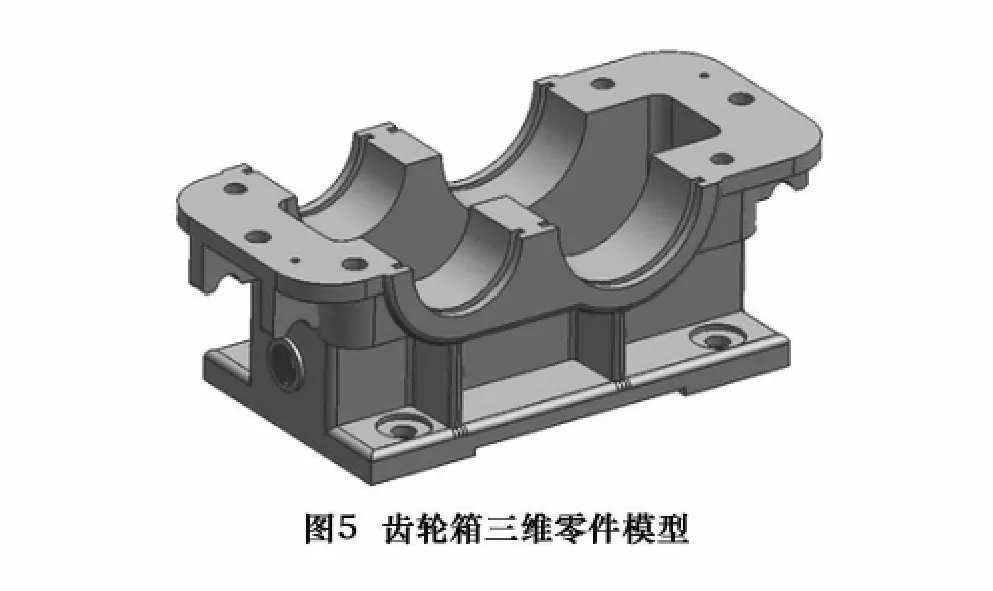
以通用齒輪箱下箱體為例,在UG NX 4.0完成某類型齒輪箱的下箱體三維零件模型設計,如圖5所示。
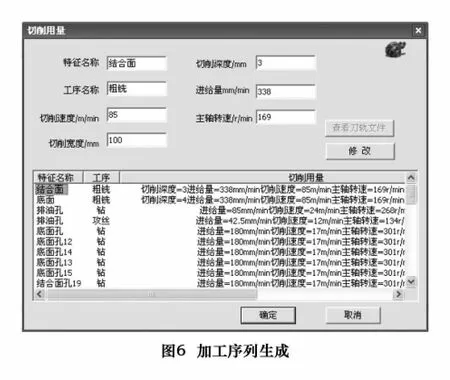
當CAD模塊完成新零件的建模或修改之后,通過網絡與CAPP模塊通信,CAPP將自動獲取該零件的特征文件并進行工藝決策。以結合面的精加工為例,生成的加工序列如圖6所示。
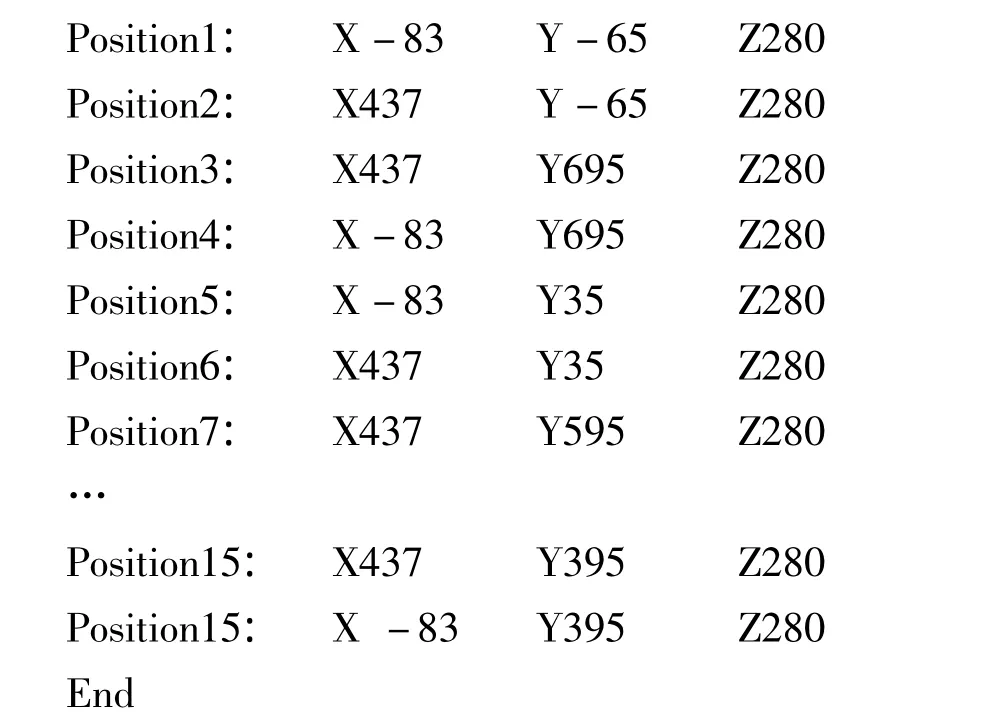
以結合面的精加工為例,生成刀軌文件以文本文件的格式存儲,其刀軌文件形式如下:
5 結語
零件的可制造性設計一直是制造領域中研究的熱點,是并行工程環境中極其重要的研究內容。本文給出了一類基于加工特征的CAD/CAPP集成系統,通過零件特征文件和加工能力約束文件實現了無縫集成的同時,通過制造資源管理將底層適時變動的制造資源引入到設計域,從而進一步保證了設計的可制造性。
[1]劉紅軍,莫蓉,范慶明,等.并行工程下基于特征的零件可制造性及其評價方法研究[J].計算機應用研究,2009,26(3):980 -983.
[2]李曉雷,許建新,黃利江.基于動態制造資源信息的工藝決策研究[J].中國制造業信息化,2008,37(5):14 -17.
[3]LIU Chengying,WANG Xiankui,HE Yuchen.Research on manufacturing resource modeling based on the O - O method[J].Journal of Materials Processing Technology,2003,139:40 -43.
[4]DENKENA B.Knowledge management in process planning[J].CIRP Annals-Manufacturing Technology,2007,56(1):175 -180.
[5]俞烽,廖文和,郭宇.面向動態制造資源的工藝設計[J].組合機床與自動化加工技術,2008(2):66-69.
猜你喜歡
吉林廣播電視大學學報(2021年4期)2022-01-14 02:35:48
作文成功之路·小學版(2020年5期)2020-06-11 12:48:26
山東冶金(2019年6期)2020-01-06 07:45:54
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
世界農藥(2019年2期)2019-07-13 05:55:12
當代陜西(2019年10期)2019-06-03 10:12:04
小天使·一年級語數英綜合(2018年11期)2018-11-23 09:47:26
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
資源再生(2017年3期)2017-06-01 12:20:59
銅業工程(2015年4期)2015-12-29 02:48:39