3A21鋁合金激光焊與激光-氬弧焊復合焊微觀組織及性能比較研究
2012-10-23 10:03:22宋倫斌鄧世平
制造技術與機床 2012年3期
盧 艷 宋倫斌 唐 霞 鄧世平
(①重慶大學光電工程學院,重慶 400044;②重慶廣播電視大學機電工程學院,重慶 400052;③重慶大學材料科學與工程學院,重慶 400044)
在航空航天、船舶、機械、電器和汽車制造等領域,鋁及鋁合金材料由于具有高的比強度、易加工成形等優點,已經獲得了大量運用。在具體應用時運用合適的焊接方法實現材料的焊接可以簡化工藝,制造復雜結構零件。但由于鋁合金的熔點較低,導熱率和線膨脹系數大,在對鋁及其合金材料進行焊接時,常規熔焊方法易產生裂紋、氣孔和疏松等焊接缺陷,導致接頭性能降低[1-2]。激光焊接技術是一種先進的焊接技術,具有能量密度高、焊接熱輸入小、焊速快、焊縫深寬比大、熱影響區窄和焊接變形小等優點,受到廣泛關注[3]。但是,鋁合金材料的激光焊接工藝研究仍然面臨較多難題。文獻[4-5]指出,固態情況下鋁及其合金內部自由電子密度很高,易與激光光束中的光子作用而將能量反射掉,使得鋁及其合金對CO2激光有極高的反射率,純鋁的反射率更高達80%[6],因此鋁及其合金激光焊接的研究應用是激光加工中的一項難題。文獻[7]認為氬弧焊是以氬氣為保護氣體的焊接技術,其電弧直徑小、能量集中且電弧穩定,因此焊接過程易控制,焊接變形小,惰性氣體保護使氬弧焊適合于各類金屬材料的焊接。另外,相比于激光焊的大功率密度106W/cm2,傳統的氬弧焊僅為102~104W/cm2。有研究結果表明[8-12],復合焊接工藝與單獨激光焊接工藝相比有一些優點:(1)增加焊接熔深;(2)提高焊接速度及生產率;(3)改善接頭性能;(4)降低設備成本。因此探索利用復合焊接方式實現對激光焊接工藝的提升具有較大的實用意義。
本文主要應用激光焊接技術和激光-氬弧焊接技術2種焊接方式分別對2 mm厚的3A21鋁合金板材進行對焊試驗。通過分析焊接后焊縫接頭的微觀組織及硬度分布,發現激光-氬弧焊復合焊接方式能有效減少單純激光焊接中產生的氣孔等缺陷,提高了焊接接頭的組織性能,獲得了工藝上的提高。
1 試驗材料、條件及方法
3A21鋁合金是防銹鋁合金,不可進行熱處理強化。合金的塑性較高而強度較低,故常用冷加工方法來提高其力學性能。此類合金的特點是抗蝕性強,焊接性能好[13]。目前,3A21鋁合金的焊接一般采用熔化焊,但在實際生產中卻易產生多種焊接缺陷,如焊縫氣孔超標、夾渣、接頭力學性能不達標等。實驗用材為厚2 mm的3A21鋁合金軋制板材,H24狀態,尺寸規格為100 mm×40 mm×2 mm。3A21-H24鋁合金的化學成分和力學性能見表1和表2,對其進行激光焊和激光-氬弧復合焊2種工藝的對接焊。焊前對試樣進行精細打磨、清潔,以利于提高焊接接頭性能。激光焊接工藝參數及激光-氬弧復合焊焊接工藝參數見表3和表4。在焊接件上沿焊縫橫向分別取樣,制成金相試樣及硬度試樣,腐蝕液為1.0%HF+1.5%HCl+2.5%HNO3混合酸溶液。本實驗采用蔡司Axiovert40 MAT金相顯微鏡觀察焊接接頭微觀組織及采用HXS-1000AY數字式液晶智能顯微硬度計測試接頭的硬度,其標準號為Q/YXLY1-2000,測試結果為Vickers Hardness(一般在常溫、常濕,大氣壓為88~106 kPa下測量),加載50 g,加載時間為20 s。

表1 3A21鋁合金成分

表2 鋁合金的力學性能

表3 激光焊接工藝參數
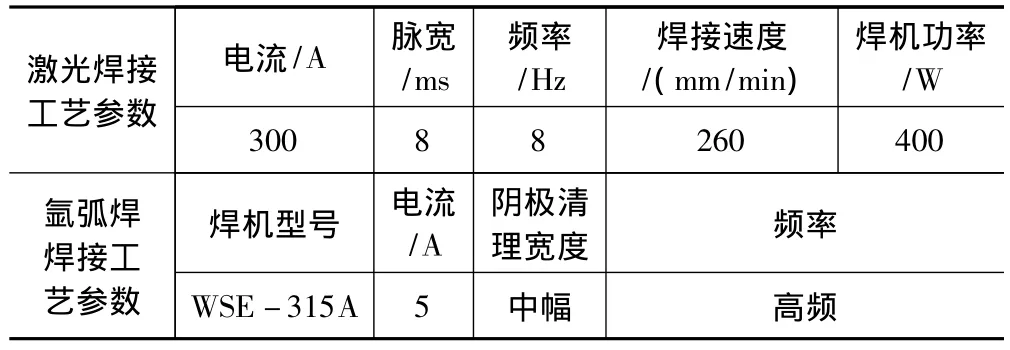
表4 激光-氬弧復合焊焊接工藝參數
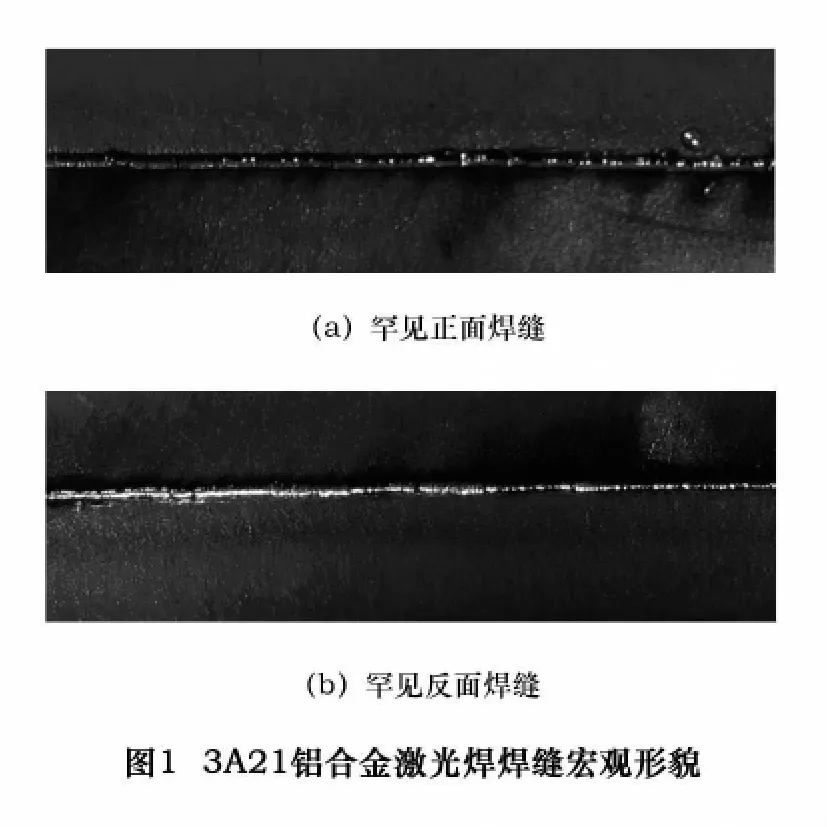
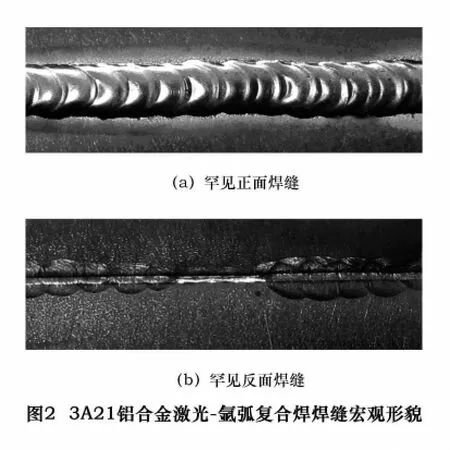
圖1為激光焊接焊縫,由圖可見,該焊接方法制得的焊接材料,焊接表面出現一定程度的塌陷,焊縫細小美觀且實現了穿透焊,在材料背面留下完整的焊縫(圖1b);圖2為激光-氬弧復合焊接焊縫,激光光束焊接板材后,在板材背面留下焊點(圖2b),激光-氬弧復合焊后的焊縫相比激光焊粗大。
2 試驗結果分析
2.1 焊接接頭微觀組織
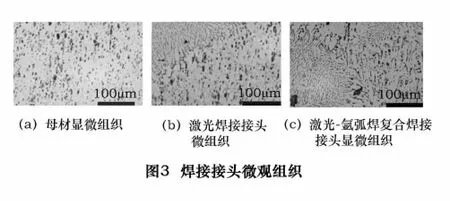
圖3為鋁合金母材及焊接接頭的微觀組織:圖3a為3A21鋁合金的母材顯微組織,圖中大塊長條狀為化合物(FeMn)Al6,灰色部分為基體α(Al);圖3b為激光焊接后的顯微組織,與母材相接的焊縫區組織較基體細小,激光焊接的熱影響區很小,幾乎看不到焊縫組織的變化;圖3c為激光-氬弧復合焊后的顯微組織,圖中左下方為激光焊接組織,右下方位氬弧焊顯微組織,相比于激光焊接的組織,激光-氬弧復合焊后材料的晶粒有所長大,這是由于液態熔池對激光的反射率大大降低,提高了激光的吸收率,從而獲得的焊縫熔合區也變得寬大。
2.2 焊接接頭氣孔分布
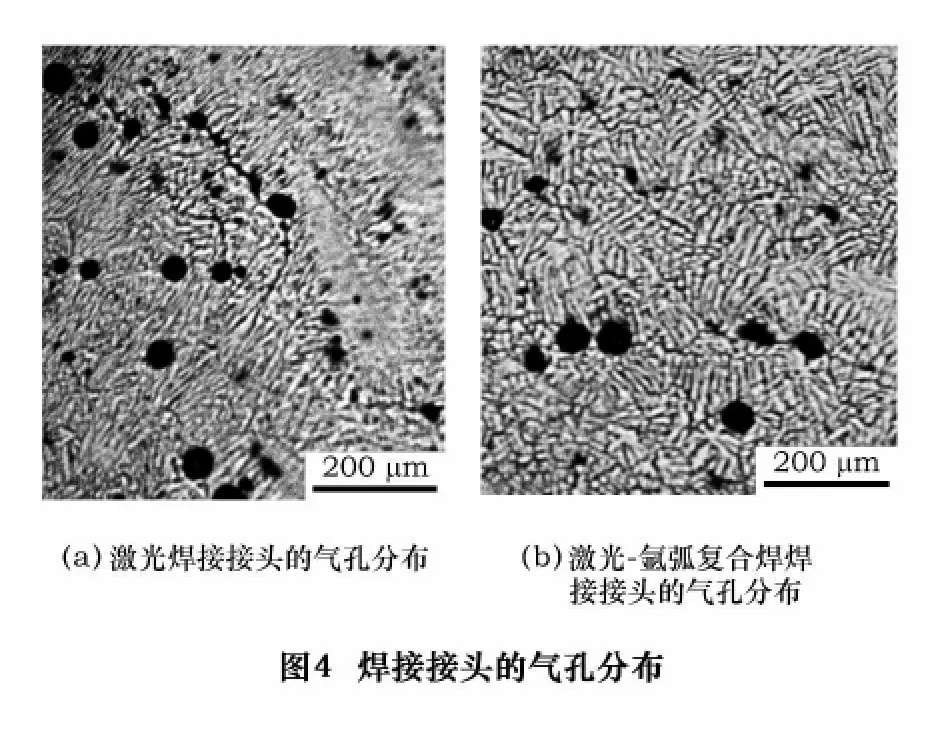
圖4為焊接接頭的缺陷分布圖,從圖中可以看到:激光焊接后的焊接區內存在大量疏松性氣孔,大小不同的氣孔均勻彌散地分布在熔合區內,且熔合區內還有些夾雜物(圖4a);激光-氬弧復合焊后的焊區內氣孔的數量減少,但同時氣孔有一定程度的變大,較大氣孔直徑可達約40~50 μm(圖4b),但熔合區內顯微組織較激光焊接美觀,夾雜物明顯減少。
2.3 焊接接頭的硬度分布
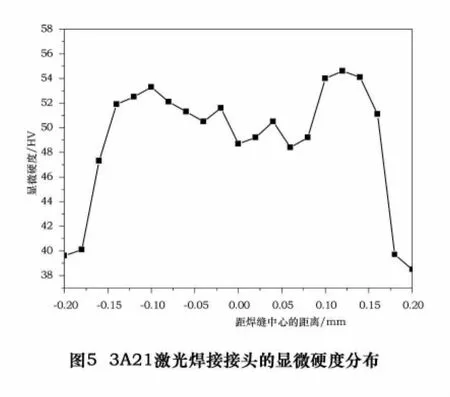
3A21鋁合金激光焊的顯微硬度分布如圖5所示。由圖5可知,沿著焊縫區、熔合區、熱影響區和基體的方向,激光焊接的焊縫材料的硬度值出現雙峰現象,即在熔合區硬度值有所降低,激光焊接焊區的平均顯微硬度為52 HV,母材平均顯微硬度為43 HV,焊接組織的顯微硬度值明顯高于母材硬度值,這主要是由于激光焊接后冷卻速度快,得到細小的焊縫顯微組織。
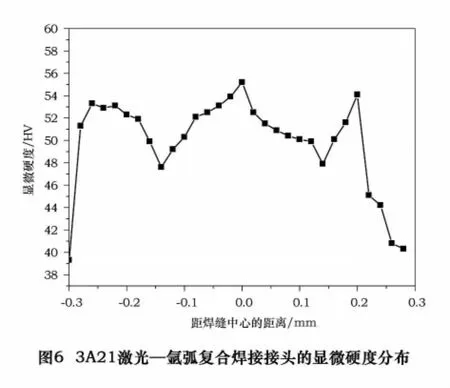
3A21鋁合金激光—氬弧復合焊的顯微硬度分布如圖6所示。由圖6可知,材料在焊接過程中發生了強化作用。沿著焊縫區、熔合區、熱影響區和基體的方向,激光—氬弧復合焊的顯微硬度出現峰值,在熔合區部分,顯微硬度明顯降低,這主要是由于復合焊使焊縫組織中出現粗大的樹枝晶,從而降低了該部分的性能。復合焊焊縫的平均顯微硬度為51.3 HV,母材平均顯微硬度為43 HV,焊接組織的顯微硬度值依然高于母材硬度值。
3 結語
通過對3A21鋁合金材料進行激光焊接與激光-氬弧復合焊接2種方式焊接后,研究發現激光焊接得到的3A21鋁合金焊縫區組織細密,熱影響區較小,無明顯的近焊縫組織變化;激光-氬弧復合焊焊區的顯微組織較激光焊的顯微組織有所變大,接近焊縫處有粗大的樹枝晶的形成,且熱影響區變寬;激光-氬弧復合焊的接頭組織缺陷較激光焊接的組織缺陷明顯改善,氣孔的數量減少的同時夾雜物含量也明顯降低;激光焊接接頭的平均顯微硬度可達52 HV,激光-氬弧復合焊的平均顯微硬度值51.3 HV,激光焊接接頭的平均顯微硬度略高于復合焊接頭平均顯微硬度,但二者均高于基體的顯微硬度值43 HV。因而可以認為復合激光焊接方式相對于單純激光焊接方式能有效提高3A21鋁合金材料焊接接頭組織性能,減少焊接缺陷發生,從而提升焊接工藝。
[1]王快社,沈洋,王訓宏,等.LF2鋁合金攪拌摩擦連接研究[J].西安建筑科技大學學報,2005(9):1-4.
[2]欒國紅,關橋.攪拌摩擦焊的原理及應用[J].電焊機,2000,30(1):3-6.
[3]曹麗杰,張朝民.5A02鋁合金CO2激光焊接工藝與焊縫成形[J].焊接技術,2010(9):35-38.
[4]YAN J,ZENG X,GAO M,et al.Effect of welding wires on microstructure and mechanical properties of 2A12 aluminum alloy in CO2laser-MIG hybrid welding[J].Applied Surface Science,2009,255(16):7307-7313.
[5]CAMPANA G,ASCARI A,FORTUNATO A,et al.Hybrid laser-MIG welding of aluminum alloys:the influence of shielding gases[J].Applied Surface Science,2009,255(10):5588 -5590.
[6]SA'NCHEZ-AMAYA J M ,DELGADO T L,et al.Laser welding of aluminium alloys 5083 and 6082 under conduction regime[J].Applied Surface Science,2009,255(23):9512 -9521.
[7]羅繼相,王志海.金屬工藝學[M].武漢:武漢理工大學出版社,2009.
[8]MATSUDA J,UTSUAJI A.TIG and MIG augmented laser welding of thick mild steel plate[J].Joining and Material,1998(7):12 -17.
[9]GRAF T,STAUFER H.Laser- Hybrid welding[J].Welding Journal,2003(1):42-48.
[10]樊丁,中田一搏,尾牛誠夫.YAG激光與脈沖MIG復合焊接[J].焊接學報,2002(5):81-83.
[11]陳俐,董春林,呂高尚,等.YAG/MAG激光電弧復合焊接工藝研究[J].焊接技術,2004(4):21 -23.
[12]宋剛,劉黎明,王繼峰,等.激光-TIG復合焊接鎂合金AZ31B焊接工藝[J].焊接學報,2004(3):31-34.
[13]唐萬民,劉小渝,王曉明.鋼構件對接焊焊縫橫向殘余應力分布研究[J].重慶交通學院學報,2004,23(3):40 -42.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24