高速立式加工中心防護裝置測試系統構建*
2012-10-23 10:03:24馬曉鋼
制造技術與機床 2012年3期
夏 田 金 超 馬曉鋼
(陜西科技大學,陜西西安 710021)
為了檢測高速立式加工中心防護裝置在高速情況下速度與振動是否達到要求,設計了高速立式加工中心防護裝置測試系統。并用該系統測試了V-40立式加工中心防護裝置的速度與振動[1-2]。
1 防護裝置試驗臺測試系統設計
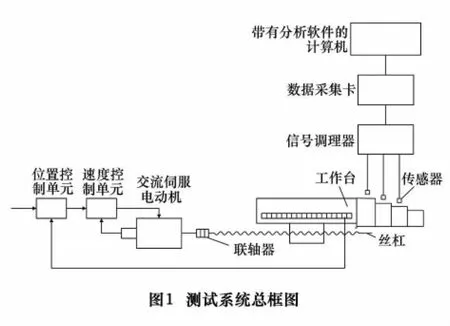
測試系統總框圖如圖1所示。由傳感器獲得防護裝置各罩片的速度與振動信號,并將其轉換為電壓模擬信號,經過信號調理器調理后進入數據采集卡將信號經過模數轉換將模擬量轉換為數字量,轉換結果經由緩沖存儲器存入帶有分析軟件的計算機中。由分析軟件進行數據的分析與處理。
1.1 硬件系統的選型
該系統是對防護裝置的速度與振動進行測試,在硬件方面需要壓電加速度傳感器、信號調理器、多通道數據采集卡、工控機與顯示器[3-4]。該系統采用朗斯測試技術有限公司的LC0109、LC0104T壓電加速度傳感器與電荷放大器集成,無需另配電荷放大器。信號調理器采用LC0201信號調理器。
1.2 系統軟件部分設計
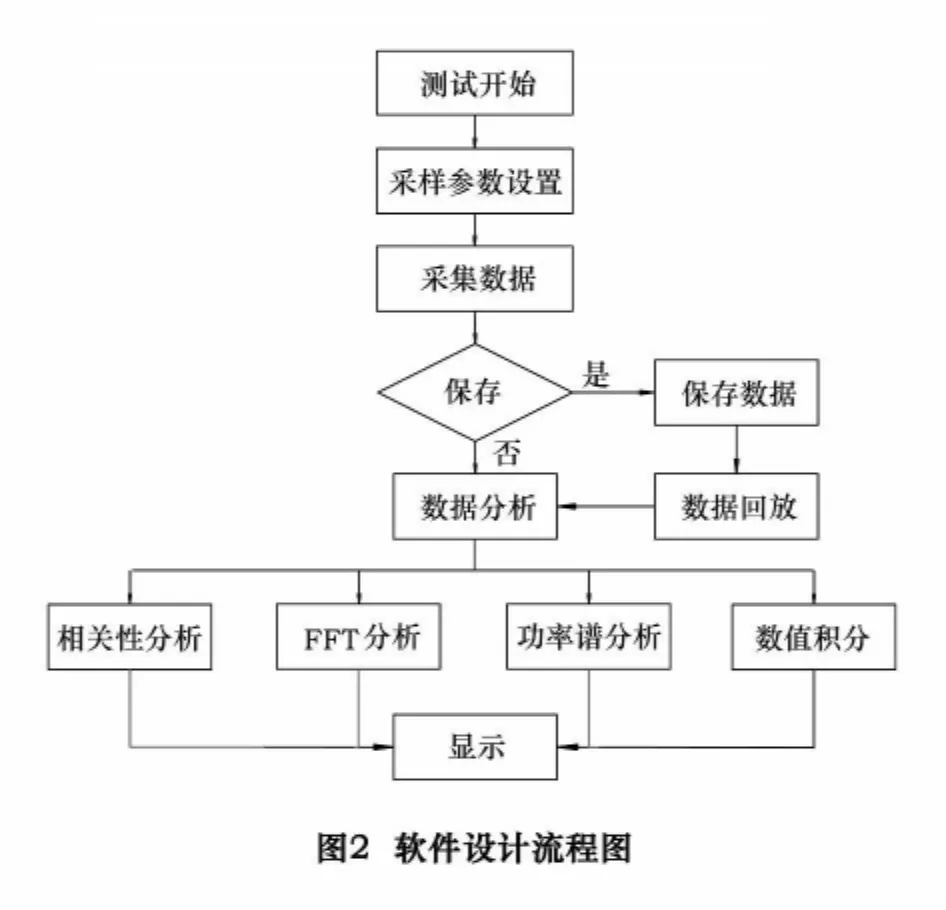
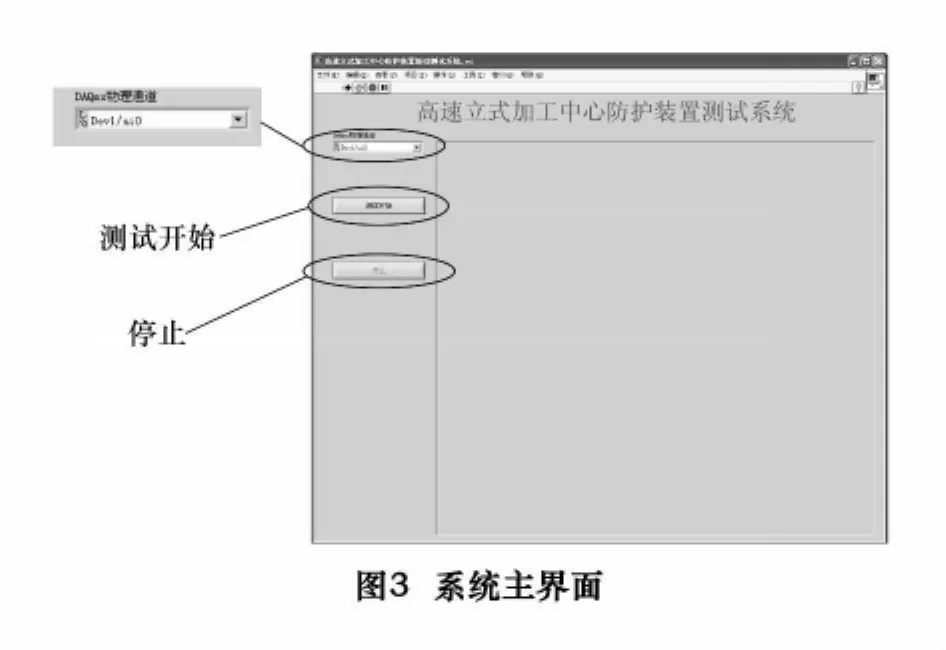
軟件部分的開發是測試系統的關鍵。該系統軟件部分是由LabVIEW8.2來實現的。該軟件的設計流程圖如圖2。該系統運行后首先設置采樣通道、采樣頻率和采樣點數等參數;然后通過壓電加速度傳感器,信號調理器和數據采集卡將防護裝置的振動與速度信號傳入計算機;采集的數據可以選擇進行離線分析或在線分析。在線分析即直接將計算機接收的信號送入數據分析模塊進行數據分析和處理;離線分析即將數據保存至計算機,分析時用數據回放模塊打開已保存的數據即可分析。數據分析模塊包括自相關性分析、FFT分析、功率譜分析、數值積分。分析結果會由顯示模塊顯示。系統主界面如圖3所示,采用子VI動態調用的方法[5],調用數據采集模塊與數據分析模塊。其程序框圖如圖4。
2 測點布局與測試
測點布局如圖5所示,命名與工作臺聯接的罩片為罩片一,沿遠離工作臺方向的罩片名稱依次增大,即在罩片一、罩片二、罩片四上分別用磁力吸座放置了LC0109、LC0104T、LC0104T三個壓電加速度傳感器。其中LC0109可同時測X向與Z向2個方向加速度,LC0104T只測Z向加速度。
3 測試結果
測試結果如圖6所示。圖6a為采集到的罩片一X向的加速度;圖6b為罩片一Z向的加速度二次積分所得的位移圖;圖6c為罩片二Z向的加速度二次積分所得的位移圖;圖6d為罩片四Z向的加速度二次積分所得的位移圖。


4 結語
如圖6中 b、c、d,罩片一、罩片二、罩片四的振動幅值最大值不大于1 mm,在允許范圍內。通過建立高速立式加工中心防護裝置測試系統,可進行對防護裝置速度與振動的測試,保障防護裝置達到設計要求。
[1]李德葆,張元潤.振動測量與試驗分析[M].北京:機械工業出版社,1992.
[2]張令彌.振動測試與動態分析[M].北京:航空工業出版社,1992.
[3]趙永立.基于LabVIEW的車輛振動測試分析系統研究[D].天津:河北工業大學,2003.
[4]李曉玲.基于虛擬儀器的汽車制動器振動及噪聲測試分析儀的設計[D].天津:河北工業大學,2007.
[5]陳錫輝,張銀鴻.LabVIEW 8.20程序設計從入門到精通[M].北京:清華大學出版社,2007.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
鴨綠江(2021年35期)2021-04-19 12:24:18
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
天天愛科學(2020年6期)2020-09-10 07:22:44
電子制作(2018年18期)2018-11-14 01:48:24
電子制作(2018年11期)2018-08-04 03:25:42
數學物理學報(2017年6期)2018-01-22 02:26:40
山東工業技術(2016年15期)2016-12-01 05:31:22
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25