高速深磨磨削表面燒傷的實驗研究*
2012-09-26 09:31:40盛曉敏
制造技術與機床 2012年3期
盛曉敏 郭 力
(湖南大學國家高效磨削工程技術研究中心,湖南長沙410082)
高速深磨技術[1]是有效提高磨削生產率的新技術,高速深磨集砂輪高速度、工件高進給速度和大切深于一體,既可以獲得與普通磨削相近的表面粗糙度,又可獲得極大的材料磨除率,在磨削領域正在獲得越來越廣泛的應用。然而,由于高速深磨磨削深度大,磨削區能量積聚嚴重,因此不可避免地會出現磨削溫度高和磨削燒傷的問題。在高速深磨條件下,工件表面會產生很高的溫度,其表層金相組織發生變化,產生燒傷。磨削燒傷在金屬表層會產生很大應力,因而在燒傷處會造成裂紋,把這種裂紋稱為磨削裂紋。表層內產生的裂紋會嚴重影響零件的使用性能。例如,磨削燒傷對軸承使用壽命影響非常大,試驗證明,有燒傷的軸承工作壽命僅為幾小時到幾十小時,為設計壽命的8%;無燒傷的軸承壽命完全能夠滿足設計要求[2]。所以必須對磨削燒傷進行深入研究。
文獻[3]對高效深磨中磨削溫度及其引起的表面燒傷做了初步的研究;文獻[4]在分析緩進磨削燒傷機理和特點的基礎上,對RENE80鎳基高溫合金進行了磨削性能實驗,集中研究了磨削工藝參數和冷卻方式等工藝因素對磨削燒傷的影響,獲得了磨削工藝參數對磨削表面燒傷的影響曲線與磨削裂紋隨磨削過程的變化特性,以及冷卻方式和冷卻液供給對磨削燒傷的影響趨勢,并提出了改善磨削燒傷的有效措施。磨削燒傷的聲發射監測技術目前取得了進展[5]。但是總的來說國內外對高速深磨工件磨削燒傷和磨削裂紋的實驗研究較少。本文通過測量高速深磨磨削40Cr鋼試件表面燒傷層的深度,分析各種高速深磨工藝參數對磨削燒傷層厚度的影響規律,研究避免磨削燒傷和磨削裂紋的磨削參數的優化準則。
1 實驗儀器及設備
試驗在湖南大學國家高效磨削工程技術研究中心研制的超高速數控平面磨削實驗臺(圖1)上進行。實驗臺主要技術參數為:高速內置式陶瓷軸承電主軸功率為40 kW,最高轉速25 000 r/min,砂輪最高速度可達314 m/s。采用SBS4500動平衡系統對主軸進行實時動平衡;工作臺驅動電動機功率5 kW;三軸的行程分別為:X為 -550~10 mm,Y為 -45~33 mm,Z為-8.4~2.85 mm;試驗采用濕磨,磨削液為水基SY-1磨削液,磨削方式為逆磨。同時,用Kistler磨削力測試系統測量磨削力[6]。實驗材料及性能、工藝參數及磨削條件、砂輪規格分別見表1、2、3。

表1 實驗材料及性能

表2 工藝參數及磨削條件

表3 砂輪規格

2 實驗數據分析
2.1 燒傷深度與切削深度及砂輪線速度的關系
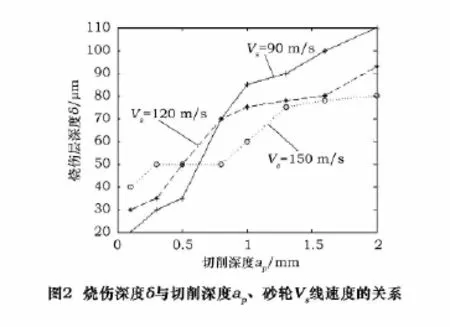
圖2為40Cr在工作臺速度為6 m/min時,砂輪線速度分別為90、120、150 m/s時,切削深度與燒傷層深度的關系。從圖2可以看出,隨著切削深度的增加,燒傷層的深度在增大。這是因為切削厚度加大,消耗的功率越大,磨削時所積聚的熱量越不容易散發。這使得試件表層的溫度急劇升高,表層下的磨削溫度也相應升高。
從圖2中也可看出,在切削深度相對較小時(如切削深度小于0.5 mm),在相同情況下,隨著砂輪線速度的升高,燒傷層深度逐漸加大,這是因為隨著砂輪線速度的提高,單位時間切過工件表面的磨粒數增多,磨屑厚度減小,摩擦作用加劇,磨削產生的熱量顯著增加,而且越高的砂輪線速度磨出的磨屑分割得越細,也需要越多的切屑變形能,因而總的磨削能在增加,磨削溫度升高,表層下的溫度也升高,燒傷層深度加大。但隨著砂輪線速度的提高,當切削深度相對較大時(如切削深度大于0.8 mm),塑性變形速度急劇加快,使得塑性變形跟不上,使塑性變形不充分,導致硬化深度程度減小,軟化作用增大,法向磨削力快速減小,摩擦作用減小,從而總的磨削能減少,導致燒傷層深度反而減小。
2.2 燒傷層剝離后的表面質量
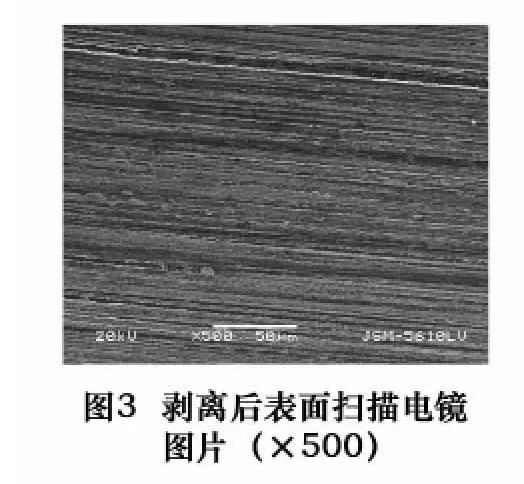
在工作臺速度為2 m/min,砂輪線速度為60 m/s,切削深度為0.01 mm時進行磨削,試件表面無燒傷。于是我們將在各種工況下的燒傷層在此磨削條件下通過每次進給0.005~0.01 mm進行剝離,直到表面沒有燒傷痕跡,通過掃描電子顯微鏡(SEM)對磨削表面進行觀察。
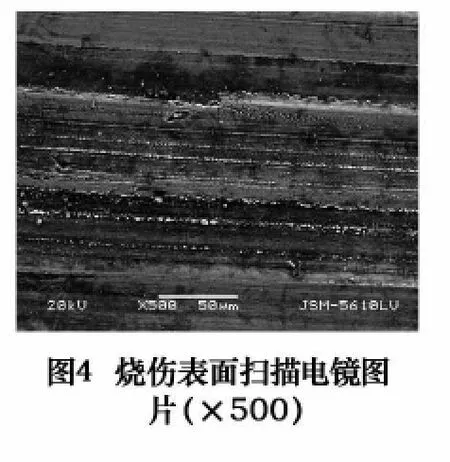
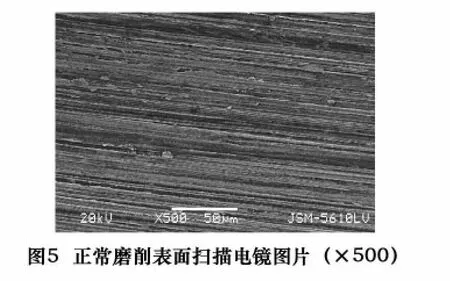
圖3為燒傷表面被剝離后表面的掃描電鏡圖;圖4為燒傷表面掃描電鏡圖;圖5為工作臺速度為2 m/min,砂輪線速度為60 m/s,切削深度為0.01 mm時在正常磨削表面上進行磨削后表面的掃描電鏡圖。三者對比可以看出,燒傷層被剝離后的表面劃痕均勻,表面光滑,與正常磨削表面無異;而燒傷表面則出現許多燒結狀突起,表面凹凸不平,十分粗糙。這說明通過層層剝離后的表面質量能達到正常磨削的水平。
由于磨削深度較大,還要觀察應力集中部位是否有裂紋。于是將與磨削方向相垂直的側面進行拋光處理,并在掃描電鏡下進行亞表面觀察,并且經反色處理。
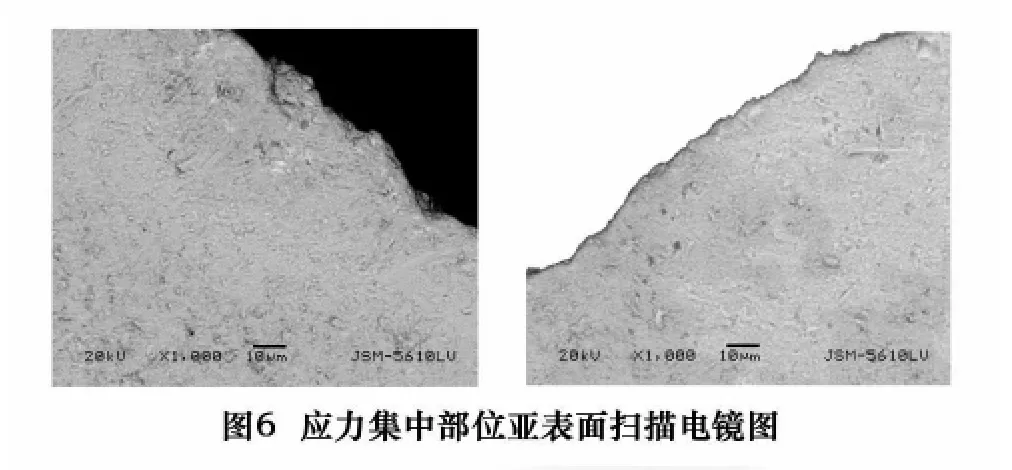
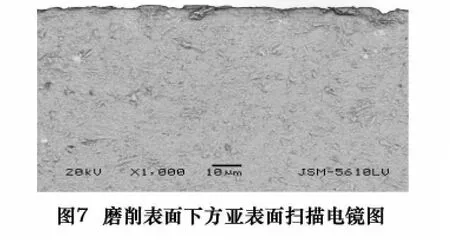
圖6為磨削切痕兩拐角下方易產生應力集中處的亞表面掃描電鏡圖,圖7為磨削表面正下方亞表面掃描電鏡圖。從該圖可看出,在經過高速大切深磨削后,表面及亞表面均沒產生裂紋。
3 結語
40Cr鋼在進行大切深磨削時,燒傷會比較嚴重。因此可以通過工藝優化的方法來避免,即:粗磨時,采用超高速大切深磨削以提高磨削效率;半精磨時,可采用高速小進給量磨削以便去除燒傷層;精磨時,采用超高速微進給量磨削以保證加工表面質量。最終達到既大大提高了加工效率又保證了工件的表面質量和使用性能。
總之,在高速大切深磨削條件下,完全可以通過工藝參數優化來達到高效高精度,保證磨削材質的加工質量和使用性能。
[1]盛曉敏,宓海青,謝桂芝,等.超高速磨削技術[M].北京:機械工業出版社,2010.
[2]田秋梅,田殿軍,王世民.軸承零件磨削燒傷和磨削裂紋鑒別[J].哈爾濱軸承,2009,30(2):15 -17.
[3]趙恒華,蔡光起,李長河,等.高效深磨中磨削溫度和表面燒傷研究[J].中國機械工程,2004,15(22):2048 -2051.
[4]蘇旭峰.高溫合金緩進磨削燒傷機理實驗研究[J].中國計量學院學報,2009,20(1):46 -50.
[5]LIU Qiang,CHEN Xun,Gindy Nanil.Investigation of acoustic emission signals features under a simulative environment of grinding burn[J].International Journal of Machine Tools and Manufacture,2010,46(3/4):284-292.
[6]陳濤,盛曉敏,宓海青.40Cr超高速磨削工藝實驗研究[J].湖南大學學報,2007,34(10):39 -43.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03